一种用于助推盖的加工工装的制作方法
1.本实用新型涉及汽车制造技术领域,更具体的是涉及一种用于助推盖的加工工装技术领域,用于汽车发动机或内燃机的在启动过程中助推作用,而不污染汽车发动机或内燃机内部的干净程度。
背景技术:
2.随着科学技术的进步,汽车作为简单、快捷的交通工具受到了广大消费者的喜爱,因此,汽车销量大大提高,众所周知,汽车的动力来源于发动机,发动机盖又称发动机罩,是最醒目的车身构件,是买车者经常要察看的部件之一,对发动机盖的主要要求是隔热隔音、自身质量轻、刚性强,发动机盖锁扣是车身上必有的零部件,发动机盖锁扣焊接后的位置精度对于发动机盖有着非常重要的影响,直接关系到发动机盖的是否能够锁紧,而对发动机盖锁扣焊接前通常需要通过焊接夹具进行夹紧固定,以保证焊接精度。
3.但是发动机在启动过程中,曲轴或曲轴杆不能被点燃的油气推动,比如说曲轴连接的轴承坏损或者油气的通入量不足以及电火花点燃油气时的排气量不足以推动曲轴旋转,这时就需要一个助推盖封闭发动机或内燃机,再通过掏入一根铁棍推动曲轴旋转,有些助推盖的加工在助推盖上掏孔,对孔的加工需要焊接辅助管,钻头通过导入辅助管对助推盖上的孔加工。
技术实现要素:
4.本实用新型的目的在于:为了解决现有助推盖的孔加工、节省产品加工材料和加工效率的问题,本实用新型提供一种用于助推盖的加工工装。
5.本实用新型为了实现上述目的具体采用以下技术方案:
6.一种用于助推盖的加工工装,包括上模、助推盖、下模,所述助推盖位于上模和下模之间,下模被助推盖内壁包围,上模抵靠于助推盖的外壁,所述上模的下端具有压块、导柱,上模开有贯穿的钻刀导孔,所述助推盖具有压块承接槽,所述压块与压块承接槽配合,助推盖上具有冲压或注塑成型的第一凸耳和第二凸耳,所述第一凸耳开有助推盖导孔,所述导柱与助推盖上中心孔配合,所述下模具有第一凸块、第二凸块以及定位柱,所述第一凸耳和第二凸耳的内部分别具有第一槽孔和第二槽孔,所述第一槽孔和第二槽孔分别贴合第一凸块和第二凸块,所述定位柱穿入并配合中心孔,导柱与定位柱的端面贴合。
7.进一步说明,所述钻刀导孔与所述助推盖导孔的轴线重合,钻刀导孔的孔径略大于助推盖导孔的孔径。
8.进一步说明,所述导柱的端面与所述压块的下端面位于同一平面。
9.进一步说明,所述助推盖的内外表面均包覆有钝化处理的锌层,所述锌层的厚度为0.1-0.3mm范围内。
10.进一步说明,所述定位柱的高度小于所述第一凸块和第二凸块的高度。
11.进一步说明,所述压块与压块承接槽的横截面呈月环形。
12.本实用新型的有益效果如下:
13.1、本实用新型所述助推盖位于上模和下模之间,下模被助推盖内壁包围,上模抵靠于助推盖的外壁,所述上模的下端具有压块、导柱,上模开有贯穿的钻刀导孔,所述助推盖具有压块承接槽,所述压块与压块承接槽配合,助推盖上具有冲压或注塑成型的第一凸耳和第二凸耳,所述第一凸耳开有助推盖导孔,所述导柱与助推盖上中心孔配合,所述下模具有第一凸块、第二凸块以及定位柱,所述第一凸耳和第二凸耳的内部分别具有第一槽孔和第二槽孔,所述第一槽孔和第二槽孔分别贴合第一凸块和第二凸块,所述定位柱穿入并配合中心孔,导柱与定位柱的端面贴合,助推盖在加工过程中固定,有利于助推盖导孔被钻刀通过钻刀导孔对助推盖导孔钻削加工,节省产品加工材料和加工效率。
14.2、本实用新型所述钻刀导孔与所述助推盖导孔的轴线重合,钻刀导孔的孔径略大于助推盖导孔的孔径,在钻削过程中,助推盖导孔孔径是小于钻刀导孔的,保证钻刀穿过钻刀导孔。
15.3、本实用新型所述导柱的端面与所述压块的下端面位于同一平面,有利于导柱与压块的加工,导柱伸入到中心孔的深度不深。
16.4、本实用新型所述助推盖的内外表面均包覆有钝化处理的锌层,所述锌层的厚度为0.1-0.3mm范围内,助推盖表面不会腐蚀。
17.5、本实用新型所述定位柱的高度小于所述第一凸耳和第二凸耳的高度,有利于定位柱与导柱与定位柱的端面贴合,定位柱部分伸入中心孔内,第一凸耳和第二凸耳分别配合第一槽孔和第二槽孔。
18.6、本实用新型所述压块与压块承接槽的横截面呈月环形,压块根据压块承接槽形状设计,有利于线切割加工。
附图说明
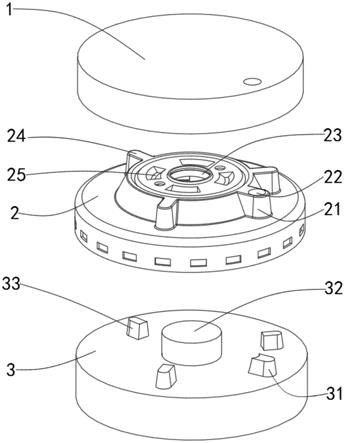
19.图1是本实用新型的爆炸结构示意图;
20.图2是本实用新型的上模结构示意图;
21.图3是本实用新型的助推盖俯视方向结构示意图;
22.图4是现有技术的助推盖结构示意图。
23.附图标记:1-上模、11-压块、12-导柱、13-钻刀导孔、2-助推盖、21-第一凸耳、22-助推盖导孔、23-中心孔、24-第二凸耳、25-压块承接槽、26-第一槽孔、27-第二槽孔、28-焊接管、3-下模、31-第一凸块、32-定位柱、33-第二凸块。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.如图1所示,本实施例提供一种用于助推盖的加工工装,包括上模1、助推盖2、下模3,所述助推盖2位于上模1和下模3之间,下模3被助推盖2内壁包围,上模1抵靠于助推盖2的
外壁,所述上模1的下端具有压块11、导柱12,上模1开有贯穿的钻刀导孔13,所述助推盖2具有压块承接槽25,所述压块11与压块承接槽25配合,所述压块11与压块承接槽25的横截面呈月环形,助推盖2上具有冲压或注塑成型的第一凸耳21和第二凸耳24,所述第一凸耳21开有助推盖导孔22,所述导柱12与助推盖2上中心孔23配合,所述下模3具有第一凸块31、第二凸块33以及定位柱32,所述第一凸耳21和第二凸耳24的内部分别具有第一槽孔26和第二槽孔27,所述第一槽孔26和第二槽孔27分别贴合第一凸块31和第二凸块33,所述定位柱32穿入并配合中心孔23,导柱12与定位柱32的端面贴合。所述定位柱32的高度小于所述第一凸块31和第二凸块33的高度。
26.如图1、2所示,所述导柱12的端面与所述压块11的下端面位于同一平面,所述钻刀导孔13与所述助推盖导孔22的轴线重合,钻刀导孔13的孔径略大于助推盖导孔22的孔径。
27.如图1、3所示,所述助推盖2的内外表面均包覆有钝化处理的锌层,所述锌层的厚度为0.1-0.3mm范围内。
28.工作原理:依照图1所示的顺序依次将上模1、助推盖2、下模3放置,依照对应位置配合,钻刀(图中未示)穿过钻刀导孔13对第一凸耳21上端钻孔并钻出助推盖导孔22,才能保证钻孔位置精确,若再需要对助推盖导孔22进行扩孔,则取出上模1用扩孔机对助推盖导孔22进行扩孔。
29.如图4所示,所述现有技术的助推盖2,在第一凸耳21的上端面焊接有焊接管28,焊接管28的材料与助推盖2的材料相同,钻刀穿过焊接管28内壁才能钻出助推盖导孔22。
30.本实用新型相对于现有技术的助推盖2不需要焊接管28焊接在第一凸耳21的上端,而且对本实用新型的助推盖2来说节省了助推盖2的材料成本,孔加工精确定位、提高了产品加工效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1