一种用于交通护栏生产的自动焊机的制作方法
1.本实用新型涉及护栏焊接技术领域,具体为一种用于交通护栏生产的自动焊机。
背景技术:
2.交通护栏是设置在路肩外侧、交通分隔带以及人行道路牙等位置的一种交通安全设施,通过自体变形或车辆爬高来吸收碰撞能量,从而改变车辆行驶方向、阻止车辆越出路外或进入对向车道、最大程度地减少对乘员的伤害,在对交通护栏的生产中,大多数的加工生产中都是人力进行焊接,这就影响了交通护栏的焊接效率,也有的厂家用自动焊机来解决这些问题,但是一般自动焊机在工作时易发生移位,不能保证交通护栏的焊接精度,为此,我们提出一种用于交通护栏生产的自动焊机来解决这些问题。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有的缺陷,提供一种用于交通护栏生产的自动焊机,稳定性好,保证护栏焊接时的整体精度,操作方便快捷,减轻了人员的劳动负担,提高了护栏的焊接效率,可以有效解决背景技术中的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种用于交通护栏生产的自动焊机,包括工作台、焊接机构、传动机构和焊机主体;
5.工作台:其上表面通过螺栓固定连接有放料槽,工作台的上表面前后两端对称设有导向条,工作台的上表面前后两端滑动连接有滑台,滑台前后两端设置的滑槽分别与同侧的导向条滑动连接,滑台的下板体上表面与工作台的下表面贴合,工作台的左右两侧分别通过锁紧螺栓固定连接有支撑板,两个支撑板之间设有横板;
6.焊接机构:设置于滑台的上端;
7.传动机构:设置于横板的上端,传动机构与滑台固定连接;
8.焊机主体:焊机主体设置于横板的上端,焊机主体与焊接机构连接,稳定性好,保证护栏焊接时的整体精度,操作方便快捷,减轻了人员的劳动负担,提高了护栏的焊接效率。
9.进一步的,还包括plc控制器,所述plc控制器设置于横板的上表面前侧,plc控制器的输入端电连接外部电源。
10.进一步的,所述传动机构包括第二安装座和连接块,所述第二安装座设置于滑台的下表面中部,第二安装座的内部设有连接块,连接块的下侧面与链条的上侧固定连接,实现稳定传动。
11.进一步的,所述传动机构还包括第一安装座、第一齿轮、第二伺服电机、第二齿轮和链条,所述第一安装座对称设置于支撑板的相对内侧面,第一安装座的内部均通过转轴转动连接有第一齿轮,横板的上表面中部设有第二伺服电机,第二伺服电机的输出轴端头处设有第二齿轮,第二齿轮与两个第一齿轮通过链条传动连接,第二伺服电机的输入端电连接plc控制器输出端。
12.进一步的,其特征在于:还包括挡板和导向柱,所述挡板分别对称设置于工作台的左右两侧面,导向柱分别设置于左右横向对应的两个挡板之间,导向柱分别与同侧的滑台下表面设置的滑口滑动连接,实现稳定导向。
13.进一步的,所述焊机主体包括储放箱、主控板、变压器、电抗器和igbt,所述储放箱设置于横板的上表面左侧后端,储放箱的内部左壁面设有主控板,储放箱的内部底面前侧设有变压器,储放箱的内部底面中部设有电抗器,储放箱的内部后壁面设有igbt,变压器的输入端电连接plc控制器输出端,igbt 的输入端电连接变压器的输出端,电抗器串联于变压器和igbt连接的导线之间。
14.进一步的,所述焊接机构包括第一伺服电机、凹轮、绕线盘、支架和焊枪,所述第一伺服电机对称设置于安装板的上表面前后两侧,第一伺服电机的输出轴端头处设有凹轮,第一伺服电机的右侧均设有支架,支架下端转动连接的压轮分别与纵向相邻的凹轮位置对应,安装板的下表面前后两侧对称设有焊枪,安装板上表面前后两侧的固定座内部均通过滚柱转动连接有绕线盘,第一伺服电机的输入端电连接plc控制器的输出端,焊枪的输入端电连接igbt的输出端,实现高效焊接。
15.进一步的,所述焊接机构还包括电动伸缩柱、弹簧和安装板,所述电动伸缩柱对称设置于滑台上表面前后两端的安装口内部,电动伸缩柱的伸缩端端头均与安装板的下表面固定连接,电动伸缩柱的外弧面套设有弹簧,弹簧的下端均与滑台的上表面固定连接,弹簧的上端均与安装板的下表面固定连接,电动伸缩柱的输入端电连接plc控制器的输出端。
16.进一步的,还包括测距传感器,所述测距传感器设置于安装板的下表面右侧,测距传感器的输出端电连接plc控制器的输入端,保证焊接精度。
17.进一步的,还包括抽风机和风管,所述抽风机设置于安装板的上表面中部,风管分别设置于安装板上表面前后两侧的安装孔内部,风管的出风口均通过连接管与抽风机的进风口连接,抽风机的输入端电连接plc控制器的输出端。
18.与现有技术相比,本实用新型的有益效果是:本用于交通护栏生产的自动焊机,具有以下好处:
19.1、人员通过plc控制器调控第二伺服电机工作,第二伺服电机带动第二齿轮转动,第二齿轮在第一齿轮的作用下带动链条运动,链条带动连接块向右运动,连接块在第二安装座的作用下带动滑台向右移动,导向条和导向柱对滑台的滑动位置进行导向限位,稳定性好,保证护栏焊接时的整体精度。
20.2、当测距传感器到达需要焊接的护栏处时,测距传感器接收管接收到的反射光强度变强,测距传感器接收管接收到的反射光时间变短时,测距传感器将信号呈递给plc控制器,通过plc控制器调控电动伸缩柱工作,电动伸缩柱的伸缩端端头带动安装板向下移动,安装板带动焊枪向下移动,通过plc 控制器调控第一伺服电机转动,第一伺服电机带动凹轮开始转动,凹轮与支架下端压轮配合,第一伺服电机将焊丝输送到焊枪的内部,这时通过plc控制器启动变压器,变压器将外部电力转换成焊接所需的电力,变压器将电力输送到电抗器处,电抗器对电力起到滤波的作用,使焊接电流平稳,电抗器将平稳的电力输送到igbt处,这时将绕线盘处的焊丝通过焊枪与igbt的正极电连接,需要焊接的护栏与igbt的负极电连接,焊枪焊嘴处的焊丝与护栏接触产生高温使焊丝熔化而实现焊接,操作方便快捷,减轻了人员的劳动负担,提高了护栏的焊接效率。
附图说明
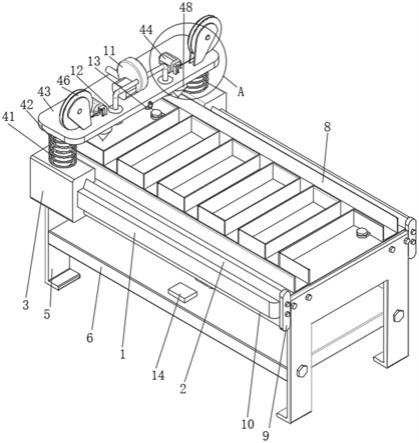
21.图1为本实用新型结构示意图;
22.图2为本实用新型左视结构示意图;
23.图3为本实用新型a处放大结构示意图;
24.图4为本实用新型平面剖视结构示意图;
25.图5为本实用新型右视剖视结构示意图;
26.图6为本实用新型b处放大结构示意图。
27.图中:1工作台、2导向条、3滑台、4焊接机构、41电动伸缩柱、42弹簧、43安装板、44第一伺服电机、45凹轮、46绕线盘、47支架、48焊枪、 5支撑板、6横板、7传动机构、71第一安装座、72第一齿轮、73第二伺服电机、74第二齿轮、75链条、76第二安装座、77连接块、8放料槽、9挡板、 10导向柱、11抽风机、12风管、13测距传感器、14 plc控制器、15焊机主体、151储放箱、152主控板、153变压器、154电抗器、155 igbt。
具体实施方式
28.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
29.请参阅图1
‑
6,本实施例提供一种技术方案:一种用于交通护栏生产的自动焊机,包括工作台1、焊接机构4、传动机构7和焊机主体15;
30.工作台1:其上表面通过螺栓固定连接有放料槽8,放料槽8实现对护栏的放置,工作台1的上表面前后两端对称设有导向条2,导向条2实现对滑台 3的导向作用,工作台1的上表面前后两端滑动连接有滑台3,滑台3实现对焊接机构4的支撑作用,滑台3前后两端设置的滑槽分别与同侧的导向条2 滑动连接,滑台3的下板体上表面与工作台1的下表面贴合,工作台1的左右两侧分别通过锁紧螺栓固定连接有支撑板5,支撑板5实现对装置的支撑作用,两个支撑板5之间设有横板6,横板6实现对传动机构7的支撑作用;
31.焊接机构4:设置于滑台3的上端,焊接机构4包括第一伺服电机44、凹轮45、绕线盘46、支架47和焊枪48,第一伺服电机44对称设置于安装板 43的上表面前后两侧,第一伺服电机44的输出轴端头处设有凹轮45,第一伺服电机44的右侧均设有支架47,支架47下端转动连接的压轮分别与纵向相邻的凹轮45位置对应,安装板43的下表面前后两侧对称设有焊枪48,安装板43上表面前后两侧的固定座内部均通过滚柱转动连接有绕线盘46,第一伺服电机44的输入端电连接plc控制器14的输出端,焊枪48的输入端电连接igbt155的输出端,焊接机构4还包括电动伸缩柱41、弹簧42和安装板 43,电动伸缩柱41对称设置于滑台3上表面前后两端的安装口内部,电动伸缩柱41的伸缩端端头均与安装板43的下表面固定连接,电动伸缩柱41的外弧面套设有弹簧42,弹簧42的下端均与滑台3的上表面固定连接,弹簧42 的上端均与安装板43的下表面固定连接,电动伸缩柱41的输入端电连接plc 控制器14的输出端,通过plc控制器14调控电动伸缩柱41工作,电动伸缩柱41的伸缩端端头带动安装板43向下移动,安装板43带动焊枪48向下移动,通过plc控制器14调控第一伺服电机44转动,凹轮45与支架47下端压轮配合,第一伺服电机44将焊丝输送到焊枪48的内部,操作方便快捷,
减轻了人员的劳动负担,提高了护栏的焊接效率;
32.传动机构7:设置于横板6的上端,传动机构7与滑台3固定连接,传动机构7包括第二安装座76和连接块77,第二安装座76设置于滑台3的下表面中部,第二安装座76的内部设有连接块77,连接块77的下侧面与链条75 的上侧固定连接,传动机构7还包括第一安装座71、第一齿轮72、第二伺服电机73、第二齿轮74和链条75,第一安装座71对称设置于支撑板5的相对内侧面,第一安装座71的内部均通过转轴转动连接有第一齿轮72,横板6的上表面中部设有第二伺服电机73,第二伺服电机73的输出轴端头处设有第二齿轮74,第二齿轮74与两个第一齿轮72通过链条75传动连接,第二伺服电机73的输入端电连接plc控制器14输出端,人员通过plc控制器14调控第二伺服电机73工作,第二伺服电机73带动第二齿轮74转动,第二齿轮74 在第一齿轮72的作用下带动链条75运动,链条75带动连接块77向右运动,连接块77在第二安装座76的作用下带动滑台3向右移动,稳定性好,保证护栏焊接时的整体精度。
33.焊机主体15:焊机主体15设置于横板6的上端,焊机主体15与焊接机构4连接,焊机主体15包括储放箱151、主控板152、变压器153、电抗器 154和igbt155,储放箱151设置于横板6的上表面左侧后端,储放箱151的内部左壁面设有主控板152,主控板152实现对焊机主体15的控制作用,储放箱151的内部底面前侧设有变压器153,储放箱151的内部底面中部设有电抗器154,电抗器154对电力起到滤波的作用,使焊接电流平稳,储放箱151 的内部后壁面设有igbt155,变压器153的输入端电连接plc控制器14输出端,igbt155的输入端电连接变压器153的输出端,电抗器154串联于变压器153和igbt155连接的导线之间,这时通过plc控制器14启动变压器153,变压器153将外部电力转换成焊接所需的电力,变压器153将电力输送到电抗器154处,电抗器154对电力起到滤波的作用,使焊接电流平稳,电抗器 154将平稳的电力输送到igbt155处,这时将绕线盘46处的焊丝通过焊枪48 与igbt155的正极电连接,需要焊接的护栏与igbt155的负极电连接,焊枪 48焊嘴处的焊丝与护栏接触产生高温使焊丝熔化而实现焊接。
34.其中:还包括plc控制器14,plc控制器14设置于横板6的上表面前侧, plc控制器14的输入端电连接外部电源。
35.其中:还包括挡板9和导向柱10,挡板9分别对称设置于工作台1的左右两侧面,挡板9实现对滑台3的限位作用,导向柱10分别设置于左右横向对应的两个挡板9之间,导向柱10实现对滑台3的导向作用,导向柱10分别与同侧的滑台3下表面设置的滑口滑动连接。
36.其中:还包括测距传感器13,测距传感器13设置于安装板43的下表面右侧,测距传感器13的输出端电连接plc控制器14的输入端,测距传感器 13持续检测与工作台1之间的距离并计算接收到反射光所需要的时长,当测距传感器13到达需要焊接的护栏处时,测距传感器13接收管接收到的反射光强度变强,测距传感器13接收管接收到的反射光时间变短时,测距传感器 13将信号呈递给plc控制器14,提高了加工精度。
37.其中:还包括抽风机11和风管12,抽风机11设置于安装板43的上表面中部,风管12分别设置于安装板43上表面前后两侧的安装孔内部,风管12 的出风口均通过连接管与抽风机11的进风口连接,抽风机11的输入端电连接plc控制器14的输出端,通过plc控制器14调控抽风机11工作,抽风机 11通过风管12吸取焊枪48工作时产生的焊烟,抽风机11将焊烟输送到外部处理设备中,保证工作环境的整洁。
38.本实用新型提供的一种用于交通护栏生产的自动焊机的工作原理如下:人员将需要焊接的护栏逐个放置到放料槽8内部,这时人员通过plc控制器 14调控第二伺服电机73工作,第二伺服电机73带动第二齿轮74转动,第二齿轮74在第一齿轮72的作用下带动链条75运动,链条75带动连接块77向右运动,连接块77在第二安装座76的作用下带动滑台3向右移动,导向条2 和导向柱10对滑台3的滑动位置进行导向限位,这时测距传感器13持续检测与工作台1之间的距离并计算接收到反射光所需要的时长,当测距传感器 13到达需要焊接的护栏处时,测距传感器13接收管接收到的反射光强度变强,测距传感器13接收管接收到的反射光时间变短时,测距传感器13将信号呈递给plc控制器14,通过plc控制器14调控电动伸缩柱41工作,电动伸缩柱41的伸缩端端头带动安装板43向下移动,安装板43带动焊枪48向下移动,通过plc控制器14调控第一伺服电机44转动,第一伺服电机44带动凹轮45开始转动,凹轮45与支架47下端压轮配合,第一伺服电机44将焊丝输送到焊枪48的内部,这时通过plc控制器14启动变压器153,变压器153 将外部电力转换成焊接所需的电力,变压器153将电力输送到电抗器154处,电抗器154对电力起到滤波的作用,使焊接电流平稳,电抗器154将平稳的电力输送到igbt155处,这时将绕线盘46处的焊丝通过焊枪48与igbt155 的正极电连接,需要焊接的护栏与igbt155的负极电连接,焊枪48焊嘴处的焊丝与护栏接触产生高温使焊丝熔化而实现焊接,这时通过plc控制器14调控焊枪48工作,焊枪48对护栏进行焊接作业,当焊枪48进行焊接作业时,通过plc控制器14调控抽风机11工作,抽风机11通过风管12吸取焊枪48 工作时产生的焊烟,抽风机11将焊烟输送到外部处理设备中,当测距传感器 13离开待焊接护栏处时,测距传感器13接收管接收到的反射光强度变弱,测距传感器13接收管接收到的反射光时间变长时,测距传感器13将信号呈递给plc控制器14,通过plc控制器14调控第一伺服电机44和焊枪48停止工作,通过plc控制器14调控电动伸缩柱41工作,电动伸缩柱41的伸缩端端头带动安装板43向上移动,安装板43将焊枪48抬起,操作方便快捷,减轻了人员的劳动负担,提高了护栏的焊接效率。
39.值得注意的是,以上实施例中所公开的电动伸缩柱41可选用wm电动伸缩柱,第一伺服电机44和第二伺服电机73可选用pro2伺服电机,抽风机11 可选用djt12
‑
35b抽风机,测距传感器13可选用tof测距传感器,变压器153 可选用tdsl变压器,电抗器154可选用ocl
‑
110电抗器,igbt155可选用 gd50hfu120c1s可控硅模块,plc控制器14可选用bcx
‑
e466可编程控制器, plc控制器14控制电动伸缩柱41、第一伺服电机44、第二伺服电机73、变压器153和抽风机11工作采用现有技术中常用的方法。
40.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1