一种焊接工具的制作方法
1.本实用新型涉及焊接技术领域,具体为一种焊接工具。
背景技术:
2.搅拌摩擦焊是英国焊接研究所(twi)在1991年发明的一种固态焊接技术,它成功解决了熔化焊焊接轻质合金,特别是铝合金时的气孔,裂纹缺陷的问题,搅拌摩擦焊接过程中不需要填丝材料,不需要保护气体,焊接过程中无粉尘,有害气体产生,焊后变形小,接头综合性能优异,是一种绿色,环保,高效的焊接方式,被誉为二十世纪自激光焊后又一个革命性的连接技术。
3.搅拌摩擦焊接工具是搅拌摩擦焊的核心,它的材料和结构是搅拌摩擦焊研究的重要内容。在搅拌摩擦焊接过程中,根据焊接的深度、被焊工件的材料等方面的不同要选取不同规格,不同形貌的搅拌摩擦焊工具。
4.常规搅拌摩擦焊工具包括1个轴肩,1个搅拌针,在焊接材料和焊接深度确定后,搅拌工具也是唯一确定的,一种搅拌摩擦焊工具只能对应一种焊接材料和焊接深度。在焊接过程中,受力最大的部位为搅拌摩擦焊工具的搅拌针,因而其容易断裂失效,当搅拌针损坏后,整个搅拌摩擦焊工具都将报废,被更换,造成资源浪费增加生产成本。
技术实现要素:
5.本实用新型的目的在于提供一种焊接工具,以解决上述背景技术中提出的问题。
6.为实现上述目的,本实用新型提供如下技术方案:一种焊接工具,包括:基座和焊接部,所述基座底部设置有第一连接部,所述焊接部至少包括第一部分和第二部分,其中所述第一部分设置有第二连接部,所述第二部分设置有第三连接部,且所述第二连接部、所述第三连接部及所述第一连接部之间均相互匹配连接。
7.进一步地,所述基座为圆柱体结构设置,其中所述圆柱体用于与焊机刀柄连接。
8.进一步地,所述第一连接部为圆柱型结构设置,且所述第一连接部上开有尺寸相同且沿着其中心线为圆心,以不同长度为半径分布的第一螺纹孔。
9.进一步地,所述第二连接部为沿着所述第一连接部的中心线以一定的半径呈周向分布,其中当半径的增大,该圆周上的所述第二连接部增多。
10.进一步地,所述第三连接部为沿着所述第一连接部的中心线以一定的半径呈周向分布,其中当半径的增大,该圆周上的所述第三连接部增多。
11.进一步地,所述第二连接部和所述第三连接部均为通孔式螺栓孔结构设置。
12.进一步地,所述第一部分和所述第二部分之间为圆角过渡连接。
13.通过本实用新型前述公开,相较于现有具有以下特点:
14.应用本实用新型的技术方案能够有效提高使用效果,且减少了不必要的浪费,其中将焊接部呈分体的组合阶梯状结构,可以根据被焊工件深度的不同实现不同阶梯状结构的自由组合,采用一支基座就可以实现不同厚度的工件的焊接,节省了整体的生产成本,提
高了焊接效率,当某一个阶梯状结构磨损或者断裂,可以通过只更换这一个阶梯状结构的形式继续使用该搅拌工具,无需报废整个搅拌摩擦焊接工具。
附图说明
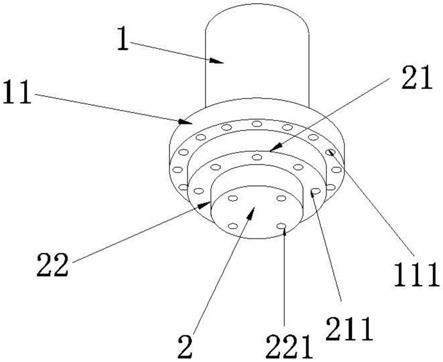
15.图1为本实用新型结构示意图;以及
16.图2为本实用新型实施例2结构示意图。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.应该指出,以下详细说明都是例示性的,旨在对本技术提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本技术所属技术领域的普通技术人员通常理解的相同含义。
19.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本实用新型。
20.实施例1:
21.请参阅图1,本实施例提供一种技术方案:一种焊接工具,包括:基座1和焊接部2,所述基座1底部设置有第一连接部11,所述焊接部2包括第一部分21和第二部分22,且所述焊接部2优选的为阶梯结构,其中所述第一部分21设置有第二连接部211,所述第二部分22设置有第三连接部221,且所述第二连接部211、所述第三连接部221及所述第一连接部11之间均相互匹配连接,利用将焊接部2呈分体的组合阶梯状结构,可以根据被焊工件深度的不同实现不同阶梯状结构的自由组合,例如将所述基座1与所述第一部分21连接,所述第一部分21与所述第二部分22连接,或所述基座1所述第一部分21连接,或所述基座1与所述第二部分22连接,其中所述基座1为圆柱体结构设置,其中所述圆柱体用于与焊机刀柄连接,通过采用一支所述基座1就可以实现不同厚度的工件的焊接,从而节省了整体的生产成本,提高了焊接效率,当某一个阶梯状结构磨损或者断裂,可以通过只更换这一个阶梯状结构的形式继续使用该搅拌工具,无需报废整个搅拌摩擦焊接工具。
22.为了能够便于所述基座1和所述焊接部2的连接,在本实施例中,所述第一连接部11为圆柱型结构设置,且所述第一连接部11上开有尺寸相同且沿着其中心线为圆心,以不同长度为半径分布的第一螺纹孔111,所述第二连接部211为沿着所述第一连接部11的中心线以一定的半径呈周向分布,其中当半径的增大,该圆周上的所述第二连接部211增多,第三连接部221为沿着所述第一连接部的中心线以一定的半径呈周向分布,其中当半径的增大,该圆周上的所述第三连接部221增多,且第二连接部211和所述第三连接部221均为通孔式螺栓孔结构设置,通过安置于所述基座1下端面设置的所述第一连接部11,以所述第一连接部11为基件,并且将所述第二连接部211和所述第三连接部221之间通过插过其间的螺钉连接,该螺钉最终拧入所述第一连接部11的螺纹孔中,从而实现各个台阶的相互组合,以及组合后的整体的稳定性。
23.可选的,第一部分21和所述第二部分22之间为圆角过渡连接,采用圆角过度连接,既可以使台阶的转角处不生产脆弱面,又可减少应力集中。
24.实施例2:
25.如图2所示与实施例一的区别是,所述焊接部2组合的数量不同,其中具体所述焊接部2包括p1,p2,p3,p4
……
等,其中所述p1为所述第一部分21、所述p2为所述第二部分22,具体的当需要焊接16mm的厚板时,可选用p1+p2+p3+p4的组合,其中p1作为轴肩使用,其直径为40mm,p2+p3+p4一起作为搅拌针使用,其中p2的厚度为10mm,p3的厚度为5mm,p4的厚度为0.7mm,保证搅拌针的长度为15.7mm,将p1+p2+p3+p4的组合通过螺钉紧固到所述基座1上,焊接时,p4首先接触被焊接工件,并且摩擦产热,随着压入量的增大,p3、p2等全部扎入到被焊接工件中,随后p1的下端面和工件的上表面接触并发生旋转摩擦,p1的下端面插入到工件中0.1
‑
0.2mm作为整个搅拌摩擦焊工具的压入量,然后整个搅拌摩擦焊工具按照设定的程序运动,完成焊接后,p1、p2、p3和p4在执行机构的带动下依次脱离被焊接工件中,焊接完成
26.在需要焊接4mm的薄板时,可选用p1+p2+p3的组合,其中p1作为轴肩使用,其直径为12mm,p2+p3一起作为搅拌针使用,其中p2的厚度为3mm,p3的厚度为0.7mm,保证搅拌针的长度为3.7mm,将p1+p2+p3的组合通过螺钉紧固到所述基座1上,焊接时,p3首先接触被焊接工件,并且摩擦产热,随着压入量的增大,p3和p2等全面扎入到被焊接工件中,随后p1的下端面和工件的上表面接触并发生旋转摩擦,p1的下端面插入到工件中0.1
‑
0.2mm作为整个搅拌摩擦焊工具的压入量,然后整个搅拌摩擦焊工具按照设定的程序运动,完成焊接后,p1,p2和p3在执行机构的带动下依次脱离被焊接工件中,焊接完成。
27.其中需要说明的是,采用本实用新型的焊接工具焊接4mm的306不锈钢时,可选用p1+p2+p3的组合,其中所述焊接部2均为钨铼合金制作,其中p1作为轴肩使用,其直径为12mm,p2+p3一起作为搅拌针使用,其中p2的厚度为3mm,p3的厚度为0.7mm,保证搅拌针的长度为3.7mm,将p1+p2+p3的组合通过螺钉紧固到所述基座1上,其中所述基座1可以采用模具钢制作。焊接时,p3首先接触被焊接工件,并且摩擦产热,随着压入量的增大,p3和p2等全面扎入到被焊接工件中,随后p1的下端面和工件的上表面接触并发生旋转摩擦,p1的下端面插入到工件中0.1
‑
0.2mm作为整个搅拌摩擦焊工具的压入量,然后整个搅拌摩擦焊工具按照设定的程序运动,完成焊接后,p1,p2和p3在执行机构的带动下依次脱离被焊接工件中,焊接完成。
28.同时,所述基座1和所述焊接部2可以为相同材料加工,比如模具钢,工具钢,也可以为不同材料加工而成,比如所述基座1为模具钢,所述焊接部2为高锰钢,或者n
‑
1层为pcbn材料等,可以有不同的加工组合。
29.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
30.需要说明的是,当本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的术语在适当情况下可以互换,以便这里描述的本技术的实施方式,例如,能够以除了在这
里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、产品或设备固有的其它步骤或单元。
31.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
32.现在,将参照附图更详细地描述根据本技术的示例性实施方式。然而,这些示例性实施方式可以由多种不同的形式来实施,并且不应当被解释为只限于这里所阐述的实施方式。应当理解的是,提供这些实施方式是为了使得本技术的公开彻底且完整,并且将这些示例性实施方式的构思充分传达给本领域普通技术人员,在附图中,为了清楚起见,有可能扩大了层和区域的厚度,并且使用相同的附图标记表示相同的器件,因而将省略对它们的描述。
33.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1