一种工件焊接工装夹具的制作方法
1.本实用新型涉及焊接辅助设备技术领域,具体为一种工件焊接工装夹具。
背景技术:
2.焊接是两种或者两种以上同种或异种材料通过原子或者分之间的结合和扩散连接成一体的工艺过程,通常对于金属材料的焊接来说,按照工艺过程的特点主要分为熔焊、压焊和钎焊。目前,对于直径不大的一般工件采用手工电弧焊接,主要是操作者籍焊枪对工件直接进行焊接即可,但是在对应一下焊接考核时,需将焊接工件进行固定。
3.在汽车零部件的焊接过程中,车轮的焊接是整个汽车零部件焊接过程中较重要的一环,一些车轮轮缘是由钢板卷绕成近圆状,而后在经由焊接作业完成定型,但是现有的车轮焊接夹具在对车轮的夹持过程中不能精准的对车轮轮缘进行定位,因此在焊接时容易出现车轮轮缘的偏移甚至出现焊接错位的情况发生,这就会造成材料的浪费,同时由于车轮轮缘焊接时的细微偏移将造成其使用寿命的下降,为此,我们提出一种工件焊接工装夹具。
技术实现要素:
4.本实用新型的目的在于提供一种工件焊接工装夹具,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种工件焊接工装夹具,包括固定座,所述固定座上开设有限位槽,所述限位槽两侧设有限位板,所述限位槽下方设有转动件,所述转动件与限位槽之间设有若干个定位件,且定位件位于限位槽内部;
6.当进行车轮轮缘焊接时,首先将车轮轮缘套在定位件外侧,而后启动转动件,转动件开始旋转并通过定位件将需要焊接的车轮轮缘带入限位板内部,并在限位板的挤压作用下开始闭合,与此同时定位件在缓慢的进行位置变化以防止影响车轮轮缘闭合的状态,待车轮轮缘运动到限位板的特定位置时,焊接作业开始,焊接好的车轮轮缘再次在定位件的作用下转出限位板并更换未焊接的车轮轮缘;
7.所述转动件包括设置在固定座上的固定板,所述固定板靠近限位槽的一侧设有伺服电机,所述伺服电机的输出端设有转动盘,所述转动盘远离伺服电机的一侧设有限位轴,所述限位轴外侧设有转动轮,且转动轮与固定座转动连接,所述转动轮内部设有连接件,伺服电机工作时首先带动转动盘旋转,转动盘旋转时通过限位轴带动转动轮旋转,转动轮旋转时在连接件的作用下带动若干个定位件对车轮轮缘进行定位焊接工作;
8.所述定位件包括设置在连接轴外侧的定位筒,所述定位筒与连接盘之间设有复位弹簧,所述定位筒远离复位弹簧的一侧设有定位轴,所述定位轴外侧设有定位横杆,所述定位轴靠近定位筒的一侧设有两个定位杆,两个所述定位杆与限位槽之间设有定位槽,连接轴在连接盘的带动下旋转并通过定位筒带动定位轴旋转,定位轴旋转时通过定位横杆的作用带动需要焊接的车轮轮缘在限位板之间移动,同时定位轴在复位弹簧的回复力下通过定位杆沿着定位槽进行竖直方向上的运动;
9.优选的,所述连接件包括与设置在转动轮内部的套筒,所述套筒远离转动轮的一侧设有连接盘,所述连接盘远离套筒的一侧设有与定位件相同数量的连接轴,转动轮的旋转通过套筒带动连接盘旋转,连接盘旋转时通过连接轴带动定位件在限位槽内部移动并完成对车轮轮缘的焊接作业;
10.与现有技术相比,本实用新型的有益效果是:
11.本实用新型在进行使用时,通过设置的固定座,且固定座上设有的限位板与限位槽可以对车轮轮缘的形态进行调整,进而保证了车轮轮缘的精准定位,同时固定座上设有的定位件可以带动车轮轮缘的移动,提高了车轮轮缘焊接的效率,同式为了方便工作人员操作,且固定座上设有的转动件可以带动定位件定时定量转动,从而为工作人员更换车轮轮缘预留了时间,进一步保证了该装置的安全性,进一步提高了车轮轮缘的使用寿命。
附图说明
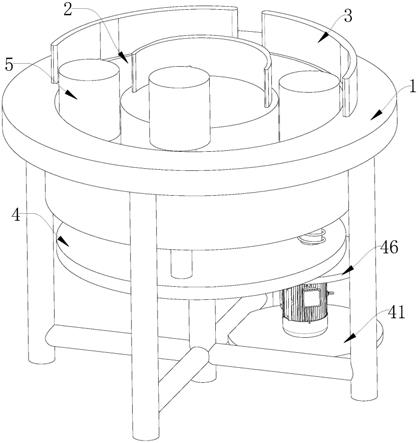
12.图1为本实用新型整体结构示意图;
13.图2为本实用新型转动件结构示意图;
14.图3为本实用新型固定座结构侧面剖视示意图。
15.图中:1-固定座;2-限位槽;3-限位板;4-转动件;41-固定板;42-伺服电机;43-转动盘;44-限位轴;45-转动轮;46-连接件;461-套筒;462
‑ꢀ
连接盘;463-连接轴;5-定位件;51-定位筒;52-复位弹簧;53-定位轴;54
‑ꢀ
定位横杆;55-定位杆;56-定位槽。
具体实施方式
16.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
17.请参阅图1-3,本实用新型提供一种技术方案:一种工件焊接工装夹具,包括固定座1,所述固定座1上开设有限位槽2,所述限位槽2两侧固定连接有限位板3,所述限位槽2下方设有转动件4,所述转动件4与限位槽2之间设有若干个定位件5,且定位件5位于限位槽2内部;
18.当进行车轮轮缘焊接时,首先将车轮轮缘套在定位件5外侧,而后启动转动件4,转动件4开始旋转并通过定位件5将需要焊接的车轮轮缘带入限位板3内部,并在限位板3的挤压作用下开始闭合,与此同时定位件5在缓慢的进行位置变化以防止影响车轮轮缘闭合的状态,待车轮轮缘运动到限位板3 的特定位置时,焊接作业开始,焊接好的车轮轮缘再次在定位件5的作用下转出限位板3并更换未焊接的车轮轮缘。
19.所述转动件4包括固定连接在固定座1上的固定板41,所述固定板41靠近限位槽2的一侧固定连接有伺服电机42,所述伺服电机42的输出端固定套接有转动盘43,所述转动盘43远离伺服电机42的一侧固定连接有限位轴44,所述限位轴44外侧滑动连接有转动轮45,且转动轮45与固定座1转动连接,所述转动轮45内部设有连接件46,伺服电机42工作时首先带动转动盘43旋转,转动盘43旋转时通过限位轴44带动转动轮45旋转,转动轮45旋转时在连接件46的作用下带动若干个定位件5对车轮轮缘进行定位焊接工作。
20.所述连接件46包括与固定连接在转动轮45内部的套筒461,所述套筒 461远离转动轮45的一侧固定连接有连接盘462,所述连接盘462远离套筒 461的一侧固定连接有与定位件5相同数量的连接轴463,转动轮45的旋转通过套筒461带动连接盘462旋转,连接盘462旋转时通过连接轴463带动定位件5在限位槽2内部移动并完成对车轮轮缘的焊接作业。
21.所述定位件5包括滑动连接在连接轴463外侧的定位筒51,所述定位筒 51与连接盘462之间固定连接有复位弹簧52,所述定位筒51远离复位弹簧 52的一侧设有定位轴53,所述定位轴53外侧设有定位横杆54,所述定位轴 53靠近定位筒51的一侧设有两个定位杆55,两个所述定位杆55与限位槽2 之间设有定位槽56,连接轴463在连接盘462的带动下旋转并通过定位筒51 带动定位轴53旋转,定位轴53旋转时通过定位横杆54的作用带动需要焊接的车轮轮缘在限位板3之间移动,同时定位轴53在复位弹簧52的回复力下通过定位杆55沿着定位槽56进行竖直方向上的运动。
22.且所述定位槽56的形状为波浪形,越靠近限位板3上的焊接定位点,定位槽56的竖直方向距离越短。
23.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
24.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1