一种电池切槽机构的制作方法
1.本实用新型涉及电池回收技术领域,具体涉及一种电池切槽机构。
背景技术:
2.铅酸蓄电池是一类安全性高、电性能稳定、制造成本低、可低成本再生利用的“资源循环型”能源产品,其作为不消耗地球资源的绿色产业,被广泛应用于各领域,面临着广泛的发展空间。
3.废电池回收是一项极具有现实意义的工作,不仅可以多次重复利用资源,而且还可以减少废电池中所含重金属离子对环境的污染。而废电池回收首先需要对电池进行切槽、倒酸,现有技术中的切割装置多采用人工操作,切割过程麻烦,且效率低,同时若人工操作造成失误导致内部的硫酸腐蚀性液体外流,可能会对操作工人造成不可逆转的伤害。
技术实现要素:
4.本实用新型的目的在于解决上述现有技术的不足,从而提供一种电池切槽机构,提高生产的安全性,同时大幅提高生产效率。
5.一种电池切槽机构,包括电池输送线、切割装置、夹料装置,夹料装置设置在电池输送线上,切割装置与夹料装置正对、设于电池输送线的侧边,切割装置包括切割支架,切割支架靠近电池输送线一侧设有可随气缸升降的滑板,滑板下端部上装有切割机头,切割机头包括锯片芯轴,锯片芯轴中部并排装有多个锯片,两端部上分别套装有一个带座轴承,两个带座轴承分别固定在一个轴承座安装板上,两个轴承座安装板并排对称固定在滑板的下端部,电机固定在滑板的上端部,电机的输出轴上装有主动同步带轮,锯片芯轴一端伸出带座轴承的外端部上装有从动同步带轮,主动同步带轮与从动同步带轮经同步带连接并形成传动链。
6.相邻两锯片之间的锯片芯轴上套设有隔套,锯片芯轴左端为光杆、并套装有左隔套,右端设有外螺纹、并套装有右隔套和锁紧螺母,左隔套一端与左端的带座轴承相抵、另一端与最左端的锯片相抵用于定位锯片组最左端的位置,右隔套一端与最右端的锯片相抵、另一端与锁紧螺母相抵用于定位锯片组最右端的位置,右隔套、左隔套上均开有一排环型锯齿槽。
7.锯片芯轴及锯片外设有锯片防护罩,锯片防护罩上装有传感器探杆、传感器安装支架,传感器探杆外部设外螺纹,传感器探杆上端竖直穿过锯片防护罩前端的通孔后经上螺母限位,下端套装有弹簧和下螺母,弹簧上端与锯片防护罩下端面相抵,弹簧下端与下螺母上端面相抵;传感器安装支架与传感器探杆并排设置,传感器安装支架靠近传感器探杆一侧开设用于固定传感器的腰型槽孔。
8.还包括有可接收传感器安装支架上安装的传感器发出的信号,进而控制气缸下降位置的控制器。
9.同步带外设有皮带防护罩。
10.切割装置为两个,且分设在电池输送线的两侧。
11.所述气缸的缸筒竖直固定在切割支架顶端的固定板上,伸缩杆向下竖直伸出、顶端与滑板固定连接,切割支架上装有滑轨,滑板背侧固定有与滑轨对应的滑块。
12.滑板上并排开设两个腰型孔,电机的安装板上开设安装孔,螺栓依次穿过腰型孔、安装孔后经螺母将电机固定;腰型孔下方的滑板上固定有定位块,定位块上设螺纹孔,调节螺钉由下至上竖直穿过螺纹孔,顶端抵在电机安装板的下方。
13.所述轴承座安装板前端设有开口槽,开口槽的宽度不小于锯片芯轴外径。
14.所述夹料装置包括定位挡板、侧推机构,定位挡板、侧推机构分设于电池输送线两侧,定位挡板与对应的切割装置同侧,侧推机构包括推板、推料气缸及导向杆,推料气缸的缸筒安装在安装架上,活塞杆顶端穿过安装架上的立板与推板连接,导向杆顶端穿过立板上的直线轴承与推板连接;导向杆为两个、且分设在推料气缸两端;切割装置正对的电池输送线上立有观察挡板。
15.本实用新型与现有技术相比结构简单、操作方便,完全采用机械化作业,避免操作工人直接接触到电池,防止硫酸腐蚀性液体外流对人体造成伤害,提高生产的安全性;同时切割装置一次性完成对电池每个单槽的切割,也大幅提高了电池回收的生产效率。
附图说明
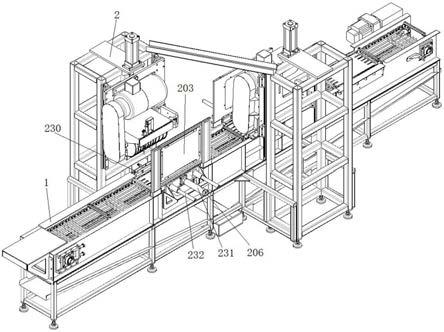
16.图1为本实用新型的结构示意图;
17.图2为本实用新型的俯视图;
18.图3为切割装置结构示意图;
19.图4为切割装置侧视图;
20.图5为切割装置主视图;
21.图6为图3中i处的局部放大图;
22.图7为轴承座安装板的结构图;
23.图8为切割机头结构图;
24.图中:1、电池输送线,2、切割装置,201、切割支架,203、观察挡板,206、侧推机构,207、气缸,208、电机,209、调节螺钉,210、传感器探杆,211、轴承座安装板,212、带座轴承,213、滑板,215、同步带,216、主动同步带轮,217、从动同步带轮,218、皮带防护罩,219锯片防护罩,220、右隔套,221、隔套,223、左隔套,224、锯片,225、滑块,226、锁紧螺母,227、锯片芯轴,228、滑轨,230、定位挡板,231、推料气缸,232、导向杆,233、立板;234、传感器安装支架。
具体实施方式
25.以下是实用新型的具体实施例并结合附图,对实用新型的技术方案作进一步的描述,但实用新型并不限于这些实施例。
26.实施例一:
27.图1、图2中,在电池输送线1的左右两侧分设一个切割装置2,依次在电池的两侧切槽,在电池翻转的过程中,一侧的槽先朝下倒酸,另一侧的槽可以进空气,防止电池内负压,提高电池倒酸的速率,电池输送线1为现有技术,本实施例在此不做赘述。对应每个切割装
置2,在电池输送线1上设有夹料装置,用于在切槽装置切割时,夹紧电池,夹料装置由定位挡板230和侧推机构206组成,定位挡板230与对应的切割机构2位于同侧,侧推机构206位于定位挡板230的正对面,侧推机构206包括平行设置的推板和用于驱动推板向定位挡板230平移的推料气缸231、及导向杆232,推料气缸231的缸筒安装在安装架上,活塞杆顶端穿过安装架上的立板233与推板连接,通过推料气缸231将推板推出,推板与定位挡板230从两端将电池夹紧,导向杆232顶端穿过立板233上的直线轴承与推板连接,安装架固定在电池输送线1的机架上;导向杆232为两个、且分设在推料气缸231两端;两个切割装置2正对的电池输送线1上均立有观察挡板203。
28.图3、图4中,在切割支架201靠近电池输送机1一侧面上设有可随气缸207升降的滑板213,气缸207的缸筒竖直固定在切割支架201顶端的固定板上,伸缩杆向下竖直伸出、顶端与滑板213固定连接,切割支架201上装有滑轨228,滑板213背侧固定有滑块225,滑块225滑动安装在滑轨228上;滑板213下端部上装有切割机头,上端部装有驱动切割机头的电机208,电机208的输出轴上装有主动同步带轮216,切割机头的锯片芯轴227一端上设有从动同步带轮217,主动同步带轮216与从动同步带轮217经同步带连接并形成传动链,同步带外设有皮带防护罩218。切割机头的锯片芯轴227及锯片外设有锯片防护罩219,锯片防护罩219上装有传感器探杆210、传感器安装支架234,传感器探杆210外部设外螺纹,传感器探杆210上端竖直穿过锯片防护罩219前端的通孔后经上螺母限位,下端套装有弹簧和下螺母,弹簧上端与锯片防护罩219下端面相抵,弹簧下端与下螺母上端面相抵;传感器安装支架234与传感器探杆210并排设置,传感器安装支架234靠近传感器探杆210一侧开设用于固定传感器的腰型槽孔,切割机头下降过程中,当传感器探杆210底端顶在电池盖上,此时传感器探杆210不再下降,切割机头继续下降,传感器安装支架234下移,直到传感器安装支架234上的传感器检测到传感器探杆210顶端时,切割机头不再下降。
29.多个锯片224并排固定在锯片芯轴227中部,锯片芯轴227的两端部上分别装有一个带座轴承212,两个带座轴承212分别固定在一个轴承座安装板211上,两个轴承座安装板211并排对称固定在滑板213的下端部。
30.图5中,滑板213上并排开设两个腰型孔,电机208后部的安装板上开设有安装孔,螺栓依次穿过腰型孔、安装孔后经螺母将电机固定;腰型孔下方的滑板213上固定有定位块,定位块上设螺纹孔,调节螺钉209由下至上竖直穿过螺纹孔,顶端抵在电机安装板的下方,通过调节螺钉209可以调节电机208的高度,确保电机208输出轴与锯片芯轴227上的同步带215处于涨紧状态。
31.图6、图7中,轴承座安装板211前端设有开口槽,开口槽的宽度不小于锯片芯轴227外径,只需两侧的带座轴承212与轴承座安装板211固定的螺钉卸掉,就可将整套锯片取出,实现快换功能。
32.实施例二:
33.图8中,多个锯片224与芯轴227间隙配合,相邻两锯片224之间的锯片芯轴227上套设有隔套221,多个锯片224和多个隔套221组成锯片组,锯片芯轴227左端为光杆、并套装有左隔套223,右端设有外螺纹、并套装有右隔套220和锁紧螺母226,左隔套223一端与左端的带座轴承相抵、另一端与最左端的锯片相抵用于定位锯片组最左端的位置,右隔套220一端与最右端的锯片相抵、另一端与锁紧螺母226相抵用于定位锯片组最右端的位置,通过更换
不同长度的隔套,可以调节锯片224之间的间距,适应不同型号的电池,方便安装,螺母与锯片芯轴227螺纹连接并可一起转动,左隔套223、右隔套220及隔套与锯片芯轴227过渡配合,都可随锯片芯轴227一起旋转,通过左隔套223、右隔套220和螺母将多个锯片224和隔套压紧后,隔套与相邻锯片224之间产生轴向的摩擦力,并带动锯片224随着锯片芯轴227一起旋转。
34.右隔套220、左隔套223上均开有一排环型锯齿槽,将切割出的少量酸液通过芯轴旋转顺着锯齿槽甩出,防止酸液腐蚀带座轴承。
35.实施例三:
36.本实用新型中所有的动作由控制器控制,控制器为plc。电池输送线1顶端设光电开关,当控制器接收到光电开关传来的来料信号后,给出信号驱动电池输送线1的步进电机,带动电池移动相应的距离后到达第一台切割装置2处,控制器继续给出信号控制推料气缸231将推板推出,将电池夹紧在推板与定位挡板230之间,接着控制器驱动气缸207下降,电机208转动,带动切割机头切割电池,当控制器接收到传感器安装支架234上的传感器传来的到位信号后,给出信号驱动气缸207上升,推料气缸231收回,电池输送线1继续带动电池移动相应的距离后到达第二台切割装置2处,对电池另一侧进行切槽;切槽完成后,通过电池输送线1带动电池输出。传感器安装支架234上的传感器为接近开关。
37.控制器输入端与光电开关、接近开关经信号线连接,接收来料信号和高度到位信号。控制器输出端与步进驱动器信号连接,输出脉冲信号驱动步进驱动器带动电池输送线1的步进电机移位对应距离。控制器输出端的一个继电器的一组常开触点串接在电机208的供电回路上,通过控制器控制继电器常开触点的通断,进而控制电机208启闭。气缸207、推料气缸321供气管路上设电池阀,电池阀线圈的供电回路上串接继电器的一组常开触点,继电器线圈一端与控制器输出端连接,另一端接地。plc控制器实现对步进电机、电机及电磁阀的控制都为现有技术。
38.切割装置2左右各1台,由切割支架201顶部安装的气缸207带动切割机头上下运动完成对电池两侧的切割,传感器探杆210与传感器安装支架234上的传感器配合保证锯片在切开电池的同时不切到电池极柱。切槽机主要材质采用不锈钢316l。锯片转速的调整通过设置不同齿数的同步带轮,使主、从同步带轮有一定传动比,达到调整转速的效果,一般使用的传动比1:1.3。锯片采用特氟龙涂层锯片直径为250mm,齿数为80,为保证锯片强度要求锯片不能开降噪孔。为保证兼顾所有型号电池,锯片间距通过隔套设计为变距设计,每台切槽机用12片锯片。考虑电池切槽机锯片更换频率很高,切槽机锯片的更换设计为整体全部快速更换,在轴承座安装板211上开有u形通槽,只需将安装在轴承座安装板211两侧的带座轴承212螺钉卸掉,就可将整套锯片取出,实现快换功能。
39.使用时,电池通过电池输送线1步进式传送,通过侧推机构206将电池推向定位挡板230,左侧切槽机构工作切电池左侧槽体,右侧切槽机构对称布置,动作与左侧切槽机构一致。
40.切槽工作时,气缸207带动滑板213,滑板213背面装有滑块225,滑块225沿滑轨228直线移动,滑板213正面装有切割机头,电机208带动主动同步带轮216通过同步带215带动从动同步带轮217转动,驱动锯片芯轴227带动锯片224旋转,通过气缸207的下降实现切槽动作。
41.锯片防护罩219上装有传感器探杆210,通过传感器探杆210与传感器安装支架234上的传感器控制电池锯切的深度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1