一种用于铁路钢轨轨面的除锈防锈设备的制作方法
1.本实用新型涉及铁路轨道电路防腐电层技术领域,尤其是一种用于铁路钢轨轨面的除锈防锈设备。
背景技术:
2.钢轨是铁路轨道信号集中站或区间闭塞系统中传递车辆轨道电路信号的载体,当车辆经过集中站或区间闭塞系统时,车辆的轮对和两根钢轨形成短路,短路信号通过载体钢轨及线缆把短路信号反馈给信号中心的监控系统,工作人员通过监控系统了解站内或某区段是否有车占用,以确保车段不能再进入车辆,因此钢轨是铁路轨道信号系统保证安全信号传输的载体,但是站内某些特殊区段,钢轨轨道长时间不过车辆,导致钢轨轨面长锈,造成钢轨不能传输短路信号,从而无法判断站内或某区段时候有车辆占用,这样会造成车辆行驶不安全因素,导致恶性事件发生,因此工作人员经常维护和检修,一旦超过标准值就要进行处理,某解站内或某区段就不能使用影响运输效率。
3.目前有两类方式解决轨道解决铁路钢轨长锈,保证信号传输:一类是电信息制式,提高传输特性(击穿锈层),减少因轨面锈蚀影响轨道电路正常工作的机率。二类是在铁路区段钢轨踏面表面堆焊、喷涂、涂镀、激光熔覆防锈导电金属,保持轨面的导电特性。
4.在现有的技术中的方法及问题:1.是堆焊焊机:堆焊技术产生高温,由于热应力集中,易导致钢轨裂纹。2.是喷涂系统:喷涂设备体积和重量大,喷砂机构污染环境及道床,砂体难以回收,且喷涂层容易脱落。3.涂镀工艺系统:要求基体清洁,活性剂与镀液之间必需有间隔时间,用于连续作业有一定难度,涂镀处理干净对钢轨及道床会污染。4.激光熔覆设备系统需要大功率的发电机,对钢轨基体加热大会改变钢轨的金属组织,不允许用在正线上,因为有的熔覆工艺会影响钢轨探伤,有的没有熔覆好动车轮把导电金属卷走,影响车速及平稳。
5.综上所述,目前使用的铁路钢轨踏面的防锈方法,仍然存在不足。
技术实现要素:
6.本实用新型的目的是:提供一种铁路钢轨轨面的除锈防锈方法,该喷涂方法环保,不会导致二次污染,而且清洁度远远高于其它工艺;是一种非接触性处理,可以不损伤基材表面,可以不残留锈蚀,可实现自动化操作,且方法喷涂的涂层结构强度高且不易返修,可杜绝钢轨踏面长锈或接触不良造成信号误报或不报现象,使控制系统得到可靠信息。
7.一种铁路钢轨轨面的除锈防锈方法,所述除锈防锈方法包括以下步骤:
8.1)激光除锈:通过激光除锈机构对钢轨踏面附着的二氧化铁及杂质进行激光处理;
9.2)激光打粗糙面:通过激光打粗糙面机构对钢轨踏面打粗糙面,所述粗糙面由若干凹坑阵列排布得到;
10.3)激光喷涂防锈层:通过激光喷涂机构对钢轨踏面喷涂导电防锈合金材料。
11.进一步的,所述步骤2)中凹坑的直径为0.6-1.2mm,相邻凹坑之间的间距为1.8-2.2mm。
12.进一步的,所述若干凹坑的连线呈锯齿状或者是s型设置,且连线的波峰、波谷分别与钢轨踏面的两边重合。
13.进一步的,所述步骤3)中防锈层的厚度为0.1-3mm。
14.本实用新型的另一个目的是:克服现有技术中的不足,提供一种用于实现上述除锈防锈方法的设备,该设备采用分体结构设计,便于人工搬运、适合野外作业;使用周期长,效率高;作业成本低,该设备喷涂的涂层结合强度高且不易返修,有极好的经济效益前景。
15.为解决上述技术问题,本实用新型采用的技术方案如下:
16.一种用于铁路钢轨轨面的除锈防锈方法的设备,包括车体,所述车体包括连接有主动车轮的车体一和连接有从动车轮的车体二,车体一和车体二之间采用柔性连接件连接,所述车体一上连接有发电机和驱动机构,所述发电机与车体一之间设置有减震垫,所述车体二上依次连接有激光除锈机构、激光打粗糙面机构、激光喷涂机构、喷涂粉送材机构和空压机,所述车体二上还连接有电气操作柜;
17.所述车体一和车体二之间沿车体行走方向的左右两侧中至少一侧连接有激光头处理机构,所述激光头处理机构包括除锈激光头、打粗糙面激光头和喷涂激光头,所述激光头处理机构与柔性连接件之间通过左右调整机构连接。
18.进一步的,所述柔性连接件包括连接杆一和连接杆二,所述连接杆一的一端与车体二连接,另一端为连接凸块,所述连接凸块内开有连接孔一,所述连接杆二的一端与车体一连接,另一端为连接槽,所述连接槽的两侧壁上开有连接孔二,所述连接孔一和连接孔二之间通过销轴连接,所述连接孔一内设置有减震结构,所述减震结构包括内轴套、外轴套以及位于两个轴套之间的橡胶垫。
19.进一步的,所述左右调整机构包括连接支架,所述连接支架与连接杆一或连接杆二连接,连接支架与连接杆一或连接杆二之间连接有激光头处理机构导轨,所述激光头处理机构导轨上连接有激光头滑移板,所述激光头处理机构导轨上、激光头滑移板与连接杆一或连接杆二之间设置有导轨弹簧,所述连接支架的下方连接有支撑轮。
20.进一步的,所述激光头滑移板上连接有喷涂激光头滑台,所述喷涂激光头滑台连接有伺服电机一,所述喷涂激光头滑台上连接有喷涂激光头,所述除锈激光头、打粗糙面激光头和喷涂激光头的喷嘴分别垂直设置在钢轨轨面上方;所述除锈激光头、打粗糙面激光头和喷涂激光头与钢轨轨面之间的距离为18~25mm。
21.进一步的,所述驱动机构包括依次连接的伺服电机二、减速机、手动离合器和驱动轮,所述手动离合器还连接有离合器操作机构。
22.进一步的,所述车体一上还连接有温度调节机构,所述温度调节机构通过换热管道分别与激光除锈机构、激光打粗糙面机构、激光喷涂机构、激光除锈激光头、激光打粗糙面激光头、激光喷涂激光头连接。
23.采用本实用新型的技术方案的有益效果是:
24.本方法可杜绝钢轨踏面长锈或接触不良造成信号误报或不报现象,使控制系统得到可靠信息,设备分体结构设计,便于人工搬运、适合野外作业;使用周期长,效率高;作业成本低,该设备喷涂的涂层结合强度高且不易返修,有极好的经济效益前景。
25.激光激光除锈环保处理,不会导致二次污染,而且清洁度远远高于其它工艺;是一种非接触性处理,可以不损伤基材表面,可以不残留锈蚀,可实现自动化操作。
26.把激光除完锈的钢轨踏面上进行打粗糙,粗糙面作用是增加喷涂的导电合金材料的附着力和耐磨强度、增长适用时间。激光喷涂防锈导电材料技术,不影响钢轨物理性能,轨道电路的特性可得到有效保持。激光喷涂接技术是一种与基体冶金表面结合的工艺,结合强度高属冶金结合;基体材料在喷涂过程中仅表面微熔,基体不变形、不退火、不咬边和没残余应力,基体热影响区极小、不改变其金属组织状态。
27.本发明中的激光除锈防锈方法,由于除锈后打了粗糙面,然后把金属导电层喷涂到粗糙面里面,不影响钢轨探伤。
28.在西安电务驼峰场采用本实用新型中的铁路钢轨轨面的除锈防锈设备对钢轨轨面进行除锈以及导电防锈合金材料的喷涂操作,以轨道中间为基准线,向内侧偏移2mm,然后对宽度为24mm的踏面进行激光除锈、打粗糙面和喷涂处理,并对涂层进行进行碾压测试,实际碾压测试共经过6367辆车、26468轮对的碾压效果依然可以,达到使用要求。而普通的喷涂只能达到3000辆车,16358轮对碾压。
附图说明
29.图1为本实用新型中激光除锈和防锈方法的控制原理图;
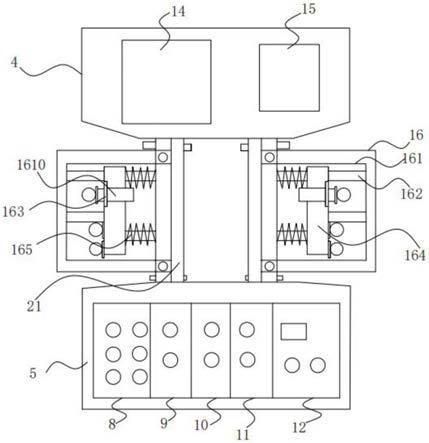
30.图2为本实用新型中的铁路钢轨轨面除锈设备的结构示意图;
31.图3为图2的俯视图。
32.图4为图2的左视图。
33.图5为图2的柔性连接结构图。
34.图中:1钢轨,2铁路钢,3防锈层,4车体一,5车体二,6驱动机构,61伺服电机二,62减速机,63手动离合器,64驱动轮,7手动离合操作机构,71弹簧,72离合线,73手柄,8电气操作柜,9激光除锈机构,10激光打粗糙面机构,11激光喷涂机构,12喷涂粉送材机构,13空压机,14发电机,15温度调节机构,16激光头处理机构,161连接支架,162激光处理机构导轨,163激光头滑移板,164喷涂激光头滑台,165导轨弹簧,166支撑轮,167喷涂激光头,168打粗糙面激光头,169除锈激光头,1610伺服电机一,17销轴,18内轴套,19橡胶垫,20外轴套,21换热管道,22连接杆一、23连接杆二。
具体实施方式
35.下面结合具体实施方式和说明书附图对本实用新型中的铁路钢轨轨面除锈设备和除锈方法作进一步说明。
36.如图1所示,本实用新型中提供的用于铁路钢轨轨面的除锈防锈方法的设备,是由枕木在钢轨1制成的铁路钢2上,喷涂防锈层3,一堆铁路钢轨踏面进行防锈、防腐导电处理。
37.请参阅图1至图5,一种用于铁路钢轨轨面的除锈防锈方法的设备,包括车体,车体包括连接有主动车轮的车体一4和连接有从动车轮的车体二5,车体一4和车体二5之间采用柔性连接件连接,采用连接杆和销轴17这种柔性连接方式,可以满足车体一4和车体二5之间的拆分和拼装,便于运输和搬运,尤其是铁路上的门比较小,单台车设计,体积比较大,拆分成两台小车,便于搬运,并且发电机14和驱动机构6在工作过程中会产生振动,分体的两
台小车在其连接处可以加减震缓冲结构,降低工作噪音的同时还可降低震动对小车上其他设备的性能影响。并且,采用分体式的车体结构,在遇到辙岔和护轮轨处也可以保证车体的顺利行走,弯道处也可以保证导电防锈层3的喷涂质量,确保导电防锈层3的喷涂厚度均匀,喷涂路线规则,不会发生歪斜,从而确保轨面的平整度。
38.车体一4上连接有发电机14和驱动机构6,发电机14与车体一4之间设置有减震垫,采用此结构设计,可以降低发电机14在发电过程中由于振动产生的噪音,具体的,本实施例中的减震垫采用橡胶垫,发电机14用于给设备提供电能动力,通过发电机14提供的电能驱动车体一4在钢轨1轨道上行走,并带动从动车体行走,车体二5上依次连接有激光除锈机构9、激光打粗糙面机构10、激光喷涂机构11、喷涂粉送材机构12和空压机13,激光除锈机构9通过发电机14提供电能,对钢轨1踏面进行激光除锈;激光打粗糙面机构10,通过发电机14提供电能,对钢轨1踏面进行打粗糙面,对喷涂层增加附着力,激光喷涂机构11用于喷涂防锈合金粉末,喷涂粉送材机构12,内置可装导电合金材料,为激光喷涂机构11的喷涂头提供合金材料;空压机13用于给喷涂机构和送材机构提供气源;车体二5上还连接有电气操作柜8,电气操作柜8包括中央处理器、设备调节机构和手动操作控制箱,用于连接各个部件进行控制和操作整体系统,电气操作柜8的安装以及控制为现有技术,本技术中不再赘述。
39.车体一4和车体二5之间沿车体行走方向的左右两侧中至少一侧连接有激光头处理机构16,激光头处理机构16包括除锈激光头169、打粗糙面激光头168和喷涂激光头167,激光头处理机构16与柔性连接件之间通过左右调整机构连接,左右调整机构的结构设计使得激光头处理机构16能根据钢轨1弯道的轨距变化能够调整,从而提高激光除锈和喷涂质量,进而提高钢轨1轨面喷涂质量,提高钢轨1轨面的整体平整度。
40.具体的,本实施例中的驱动机构6包括依次连接的伺服电机二61、减速机62、手动离合器63和驱动轮64,手动离合器63还连接有离合器操作机构,手动离合操作机构7由弹簧71、离合线72和手柄73组成,用于控制驱动机构6分离,方便控制车的行走和车体自由溜车,其具体连接关系为现有技术,本技术中不再赘述。
41.激光头处理机构16的安装实施例一:车体一4和车体二5之间沿车体行走方向的左右两侧分别连接有一个激光头处理机构16,该结构可以分别对两根铁路钢轨1同时进行作业。
42.激光头处理机构16的安装实施例二:车体一4和车体二5之间沿车体行走方向的左侧或者是右侧连接有所述的激光头处理机构16,该结构可以对单根铁路钢轨1进行作业。
43.激光头处理机构16的安装实施例三:车体一4和车体二5之间沿车体行走方向的左右两侧共同连接一个所述的激光头处理机构16,从而可以实现单根铁路钢轨1进行作业。
44.本实施例中的柔性连接件包括连接杆一22和连接杆二23,连接杆一22的一端与车体二5连接,另一端为连接凸块,连接凸块内开有连接孔一,连接杆二23的一端与车体一4连接,另一端为连接槽,连接槽的两侧壁上开有连接孔二,连接孔一和连接孔二之间通过销轴17连接,连接孔一内设置有减震结构,减震结构包括内轴套18、外轴套20以及位于两个轴套之间的橡胶垫19,具体的,本实施例中的连接孔一的内径大于连接孔二的内径,两个连接孔的内径差与减震结构的厚度大小相匹配。采用此结构设计,可以在一定程度上降低分体式车体在运行过程中产生的震动噪音。
45.本实施例中的左右调整机构包括连接支架161,连接支架161与连接杆一22或连接
杆二23连接,连接支架161与连接杆一22或连接杆二23之间连接有激光头处理机构16导轨,激光头处理机构16导轨上连接有激光头滑移板163,激光头处理机构16导轨上、激光头滑移板163与连接杆一22或连接杆二23之间设置有导轨弹簧165,连接支架161的下方连接有支撑轮166,激光头处理机构16通过激光处理机构导轨162和导轨弹簧165的弹性缓冲行程变量,钢轨1变宽了导轨弹簧165把激光处理机构加宽,钢轨1变窄了,导轨弹簧165压缩弥补铁路钢轨1直道和股道宽度尺寸不一致问题。本实施例中的支撑轮166有两个,用于支撑三个激光头。激光头滑移板163上连接有喷涂激光头滑台164,喷涂激光头滑台164连接有伺服电机一1610,喷涂激光头滑台164上连接有喷涂激光头167,喷涂激光头167和喷涂激光头滑台164通过伺服电机和驱动机构6组合运动对钢轨1踏面进行喷涂处理,除锈激光头169、打粗糙面激光头168和喷涂激光头167的喷嘴分别垂直设置在钢轨1轨面上方,激光喷涂是不会影响钢轨1物理性能的防锈导电材料技术,可有效保持轨道电路的特性,激光喷涂接技术是一种与基体冶金结合的工艺,结合强度高属冶金结合;基体材料在喷涂加工过程中仅表面微熔,基体不变形、不退火、不咬边和没残余应力,基体热影响区极小、不改变其金属组织状态,激光喷涂接易实现自动化;设备重量轻,可分体人工搬运、适合野外作业;使用寿命长,效率高;现场作业成本低,有极好的经济效益前景。
46.激光头固定在连接支架161上,其工作过程中上下是不需要调节的,激光头到轨面的距离可以在一定范围内浮动,且允许有误差,本实施例中的除锈激光头169、打粗糙面激光头168和喷涂激光头167与钢轨1轨面之间的距离为18~25mm,具体可以是:18mm、19mm、20mm、21mm、21mm、23mm、24mm和25mm。
47.为了保证激光机构和激光头在一定温度范围(20
°
~32
°
)内工作,本实施中的车体一4上还连接有温度调节机构15,温度调节机构15通过换热管道21分别与激光除锈机构9、激光打粗糙面机构10、激光喷涂机构11、激光除锈激光头169、激光打粗糙面激光头168、喷涂激光头167连接。本实施例中的温度调节机构15的换热介质为水,设置温度调节机构15内的水温为20
°
~32
°
,当激光机构和激光头的温度高于32
°
时,温度调节机构15对激光机构和激光头进行降温,当激光机构和激光头的温度低于20
°
时,温度调节机构15对激光机构和激光头进行加热从而维持激光机构和激光头的工作温度为20
°
~32
°
。
48.如图1所示,本实用新型中的除锈防锈方法主要是以轨道中间为基准线,向内侧偏移2mm,然后对宽度为24mm的踏面进行激光除锈、打粗糙面和喷涂处理,具体包括以下步骤:
49.通过发电机14提供的电能驱动车体一4在钢轨1轨道上行走,并带动从动车体行走,在小车行走过程中,小车上的激光除锈机构9通过发电机14提供电能依次进行激光除锈、激光打粗糙面和激光喷涂作业,具体如下:
50.1)激光除锈:通过激光除锈机构9对钢轨1踏面附着的二氧化铁及杂质进行激光处理,除锈要求有4个等级,本实施例中的激光除锈满足4级即可,采用本实用新型中的除锈防锈方法,不需要把锈蚀处理的特别干净,就可以进行喷涂,且不影响效果。
51.2)激光打粗糙面:通过激光打粗糙面机构10对钢轨1踏面打粗糙面,所述粗糙面由若干凹坑阵列排布得到,凹坑的直径为0.6-1.2mm,具体可以是:0.6mm、0.7mm、0.8mm、0.9mm、1.0mm、1.1mm、1.2mm,相邻凹坑之间的间距为1.8-2.2mm,具体可以是:1.8mm、1.9mm、2.0mm、2.1mm和2.2mm,若干凹坑的连线呈锯齿状或者是s型设置,且连线的波峰、波谷分别与钢轨1踏面的两边重合;此喷涂线路设计,防锈效果优异。
52.3)激光喷涂防锈层3:通过激光喷涂机构11对钢轨1踏面喷涂导电防锈合金材料,导电防锈合金材料为含有镍粉、金属陶瓷的合金材料,防锈层3的厚度为0.1-3mm,具体可以是:0.1mm、0.2mm、0.5mm、0.8mm、1.0mm、1.2mm、1.5mm、1.8mm、2.0mm、2.1mm、2.4mm、2.5mm、2.8mm和3.0mm。
53.在西安电务驼峰场采用本实用新型中的铁路钢轨1轨面的除锈防锈设备对钢轨1轨面进行除锈以及导电防锈合金材料的喷涂操作,以轨道中间为基准线,向内侧偏移2mm,然后对宽度为24mm的踏面进行激光除锈、打粗糙面和喷涂处理,并对涂层进行进行碾压测试,实际碾压测试共经过6367辆车、26468轮对的碾压效果依然可以,达到使用要求。而普通的喷涂只能达到3000辆车,16358轮对碾压,此处的普通喷涂是指等离子喷涂(喷镍粉)。
54.对于本领域技术人员而言,显然本实用新型不限于上述示范性实验例的细节,而且在不背离本实用新型的精神和基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的同等要件的含义和范围内的所有变化囊括在本实用新型内,不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
55.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的权利方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1