一种塔机上栏杆的快速焊接工装的制作方法
1.本实用新型涉及塔机上栏杆加工设备领域,具体涉及一种塔机上栏杆的快速焊接工装。
背景技术:
2.现在在塔机上使用的栏杆主要通过多根直杆与一根弯杆焊接而成,为便于焊接,需要将直杆与弯杆焊接处压成扁平状,这样在进行焊接的时候,便于保证焊接处的稳定性,同时减小的焊缝的大小,直杆在切断的时候采用冲切的方式进行切断,这样在直杆的两端通过冲切的方式形成扁平状,但是弯管两端的扁平状需要安装在焊接模上锤成扁平状,这样工作人员的劳动强度比较的大,同时在进行焊接前需要将弯杆的端部锤扁,这样无疑降低了栏杆的焊接效率;
3.现在的栏杆焊接模上均未设置有将栏杆按压在模具内的压紧组件,由于塔机加工车间内一般大型设备较多,大型设备在加工的时候,车间内的振动比较大,若是没有进行压紧的话,会导致栏杆在焊接的时候发生移动,这样无法保证栏杆焊接时的对接(即为在焊接的时候,拼接形成的栏杆会由于移动而导致焊接的时候发生脱开),这样影响焊接的稳定性。
技术实现要素:
4.针对上述现有技术的不足,本实用新型提出了一种塔机上栏杆的快速焊接工装,采用自动的方式将弯杆的端部压平,这样无需工作人员进行操作,这样缩短了工作人员焊接时的准备时间,这样提高效率;同时采用自动夹紧的方式对卡在焊接模上,这样可以避免在和焊接的时候栏杆发生移动而导致焊接时的稳定性降低。
5.为实现上述目的,本实用新型的方案:一种塔机上栏杆的快速焊接工装,包括固定板、栏杆卡紧模具、压紧机构与端部扁平冲压机构,固定板设置在放置架上,在固定板的顶面上通过可拆卸固定连接的方式固定有多个栏杆卡紧模具,通过多个栏杆拉紧模具对将待焊接连接的栏杆夹持在固定板上;在每根栏杆拉紧模具的上方设置有压紧机构,通过压紧机构将卡入到栏杆卡紧模具内的栏杆按压在栏杆卡紧膜内,这样可以防止在焊接过程发生上下跳动而产生焊接位置错位的情况;在栏杆弯管两端的上设置有端部扁平冲压机构,通过端部扁平冲压机构对弯管的两端进行冲压并使弯管两端形成扁平状。
6.优选地,固定板与放置架之间固定有移动座,固定板在放置架上移动,端部扁平冲压机构通过龙门架固定在放置架上,当需要对弯管的两端进行冲压的时候,将弯管的两端移动到端部扁平冲压机构下方;端部扁平冲压机构包括冲压头与液压缸,液压缸固定在龙门架且液压缸的活塞杆朝下,在液压缸的活塞杆上固定有冲压头,在固定板上固定有与冲压头上下相对的承压头,在承压头与冲压头上均设置有槽体,承压头与冲压头形成空间慢慢变成扁平的槽体,这样在承压头与冲压头的冲压下形成扁平状。
7.优选地,栏杆卡紧模具包括安装板、靠板与夹紧板,其中安装板通过螺栓固定在固
定板上,在安装板一侧的边缘上固定有靠板,在安装板的另外一侧通过滑动配合的方式设置有夹紧板,在夹紧板与安装板之间设置有拉动夹紧板远离靠板的弹簧;在靠板上固定有压紧机构,压紧机构包括压紧气缸、联动板、压柱与夹紧斜块,其中压紧气缸固定在靠板上,在压紧气缸的活塞杆通过铰接的方式固定有跟随活塞杆升降进行摆动的联动板,联动杆的中段通过连杆铰接在靠板上,在联动板的下方固定有压柱且压柱的底部按压在栏杆上,在夹紧板上方的联动板上固定有向下倾斜的夹紧斜块,当联动板下降的时候,夹紧斜块按压夹紧板向靠板移动,这样实现将栏杆夹紧在靠板与夹紧板之间。
8.与现有技术相比,本实用新型的优点在于:1、采用自动的方式将弯杆的端部压平,这样无需工作人员进行操作,这样缩短了工作人员焊接时的准备时间,这样提高效率;同时采用自动夹紧的方式对卡在焊接模上,这样可以避免在和焊接的时候栏杆发生移动而导致焊接时的稳定性降低。
附图说明
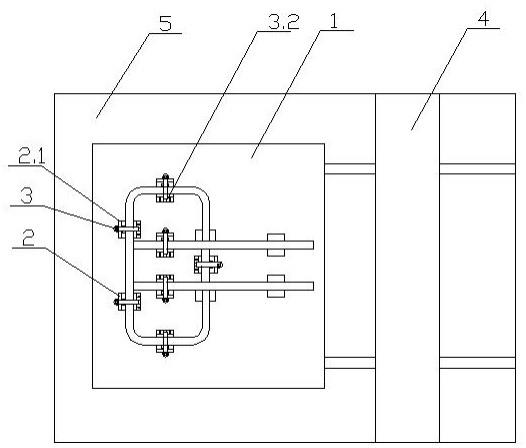
9.图1为本实用新型的俯视图。
10.图2为本实用新型的剖视图。
11.图3为本实用新型栏杆卡紧模具与压紧供的示意图。
12.图4为本实用新型端部扁平冲压机构的示意图。
13.其中,1、固定板,2、栏杆卡紧模具,2.1、安装板,2.2、靠板,2.3、夹紧板,3、压紧机构,3.1、压紧气缸,3.2、联动板,3.3、压柱,3.4、夹紧斜块,3.5、联动杆,4、端部扁平冲压机构,4.1、龙门架,4.2、冲压头,4.3、承压头,4.4、液压缸,5、放置架。
具体实施方式
14.现在结合附图,对实用新型进一步的阐述。
15.如图1-4所示,一种塔机上栏杆的快速焊接工装,包括固定板1、栏杆卡紧模具2、压紧机构3与端部扁平冲压机构4,固定板1设置在放置架5上且放置架5通过螺栓固定在地面上,在固定板1的顶面上通过可拆卸固定连接的方式(即为螺栓将栏杆卡紧模具2锁止在固定板1上)固定有多个栏杆卡紧模具2,通过多个栏杆卡紧模具2对将待焊接连接的栏杆夹持在固定板1上,同时通过栏杆卡紧模具2对拉杆摆放的位置进行限位,这样保证焊接过后栏杆的形状与稳定性;在每根栏杆卡紧模具2的上方设置有压紧机构3,通过压紧机构3将栏杆按压在栏杆卡紧模具2内,这样可以防止在焊接的时候由于栏杆转动或者移动而导致焊接位置分离开来,这样焊接后的连接稳定性降低,通过压紧机构3将卡入到栏杆卡紧模具2内的栏杆按压在栏杆卡紧模内,这样可以防止在焊接过程发生上下跳动而产生焊接位置错位的情况;在栏杆弯管两端的上设置有端部扁平冲压机构4,通过端部扁平冲压机构4对弯管的两端进行冲压并使弯管两端形成扁平状,这样通过自动压紧的方式对弯管的两端进行压扁,这样无需工作人员在焊接之前通过人工捶打的方式将弯管的端部锤扁。
16.固定板1与放置架5之间通过焊接的方式固定有移动座(移动座即为直线电机,直线电机的定子通过焊接的方式固定在放置架5上,直线电机的动子通过焊接的方式固定在固定板1上,在放置架5上通过焊接的方式固定有多道轨道,在固定板1的底部开设在多个与轨道相互配合的槽体,这样固定板1在轨道上移动),固定板1在放置架5上移动,端部扁平冲
压机构4通过龙门架4.1固定在放置架5上(即为龙门架4.1的底部通过焊接的方式固定在放置架5上,端部扁平冲压机构4通过焊接的方式固定在龙门架4.1上),当需要对弯管的两端进行冲压的时候,将弯管的两端移动到端部扁平冲压机构4下方,通过端部扁平冲压机构4将弯管的两端冲压成扁平状;端部扁平冲压机构4包括冲压头4.2与液压缸4.4,液压缸4.4的缸体通过焊接的方式固定在龙门架4.1且液压缸4.4的活塞杆朝下,在液压缸4.4的活塞杆上通过焊接的方式固定有冲压头4.2,在固定板1上通过螺栓紧固的方式固定有与冲压头4.2上下相对的承压头4.3,在承压头4.3与冲压头4.2上均开设有槽体,承压头4.3与冲压头4.2形成空间慢慢变成扁平的槽体,这样在承压头4.3与冲压头4.2的冲压下形成扁平状,将弯管的两端压成扁平状。
17.栏杆卡紧模具2包括安装板2.1、靠板2.2与夹紧板2.3,其中安装板2.1通过螺栓固定在固定板1上,在安装板2.1一侧的边缘上通过焊接的方式固定有靠板2.2,在安装板2.1的另外一侧通过滑动配合的方式设置有夹紧板2.3(即为在安装板2.1上开有向靠板2.2延伸的滑动槽,在夹紧板2.3的底部通过焊接的方式固定有在滑动槽内进行滑动的滑动块,这样使夹紧板2.3沿着滑动槽进行滑动,这样实现对栏杆的夹紧),在夹紧板2.3与安装板2.1之间通过焊接的方式固定有拉动夹紧板2.3远离靠板2.2的弹簧,通过弹簧将夹紧板2.3拉离靠板2.2,这样夹紧板2.3失去对栏杆的夹紧,这样便于将完结完毕的栏杆从栏杆卡紧模具2拿出来;在靠板2.2上通过焊接的方式固定有压紧机构3,压紧机构3包括压紧气缸3.1、联动板3.2、压柱3.3与夹紧斜块3.4,其中压紧气缸3.1的缸体通过焊接的方式固定在靠板2.2上,在压紧气缸3.1的活塞杆通过铰接的方式固定有跟随活塞杆升降进行摆动的联动板3.2,联动杆3.5的中段通过连杆铰接在靠板2.2上,在联动板3.2的下方通过焊接的方式固定有压柱3.3且压柱3.3的底部按压在栏杆上,通过压柱3.3将栏杆按压在栏杆卡紧模具2内,这样可以避免焊接时的时候发生跳动,在夹紧板2.3上方的联动板3.2上通过焊接的方式固定有向下倾斜的夹紧斜块3.4,当联动板3.2下降的时候,夹紧斜块3.4的斜面按压夹紧板2.3顶部,这样夹紧斜块3.4将夹紧板2.3向靠板2.2移动,这样实现将栏杆夹紧在靠板2.2与夹紧板2.3之间。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1