抗侧滚装置摇臂热装工装的制作方法
1.本实用新型涉及轨道车辆零部件组装技术领域,具体地,涉及一种抗侧滚装置摇臂热装工装。
背景技术:
2.目前市面上的抗侧滚装置摇臂热装工装在对摇臂进行热装时,摇臂是呈横向摆放的,例如公告号为cn203292780u的地铁抗侧滚扭杆连杆热装工装,其第一扭臂和第二扭臂在热装时是分别摆放在左面板和右面板上的,第一扭臂和第二扭臂基本呈水平状态摆放,这给组装过程带来了诸多不便,需要人工将扭臂摆放到面板上后再固定才可。
3.此外,目前车辆车型众多,所用的抗侧滚装置接口尺寸、刚度要求均有不同,因此扭力杆直径、摇臂距离尺寸也会不同,这就使得每一种车型的抗侧滚装置摇臂热装均需要重新设计制作摇臂热装工装,一来工装制作成本大,二来组装不同车型需要更换摇臂热装工装,工作效率低,经常更换工装也易导致组装精度得不到保证。
技术实现要素:
4.本实用新型解决的技术问题在于克服现有技术的缺陷,提供一种热装方便快捷、通用性强的抗侧滚装置摇臂热装工装。
5.本实用新型的目的通过以下技术方案实现:
6.一种抗侧滚装置摇臂热装工装,包括工作台及设置在工作台上用于支撑扭力杆以进行摇臂热装的压紧座,压紧座表面具有供摇臂紧贴的靠紧面,压紧座在扭力杆支撑位的正下方设有可使摇臂在重心竖直向下的状态下完成热装固定的定位结构。
7.进一步地,定位结构包括设置在压紧座上且与摇臂端孔位置对应的插孔,还包括插设在摇臂端孔和插孔中的定位件。
8.更进一步地,插孔设计为朝竖直方向延伸的腰孔,定位结构还包括贴合压紧座设置的定位块,定位块上设有与插孔及摇臂端孔位置对应的定位孔,定位件插入定位孔内,定位块位于插孔两侧的端部分别设有使定位块相对于压紧座位置固定的锁紧孔,压紧座上设有与锁紧孔位置对应的通孔,锁紧孔和通孔中设置锁紧件锁紧定位块。
9.再进一步地,锁紧孔设计为朝竖直方向延伸的腰孔,压紧座上的通孔沿插孔延伸方向设置有多个。
10.进一步地,工作台包括底板和支撑板,压紧座安装在支撑板上,底板和支撑板之间具有滑轨机构,以使支撑板可沿底板长度方向滑移,底板上还设有对支撑板滑移位置进行限制的限位孔,限位孔内设置限位件。
11.更进一步地,底板上限位孔为多个,多个限位孔沿滑轨机构延伸方向布置。
12.再进一步地,支撑板上开设有供限位件贯穿的贯穿孔。
13.还进一步地,限位件为锥销。
14.进一步地,工作台宽度方向布置有多个压紧座,多个压紧座共用支撑板。
15.更进一步地,限位孔位于任意两个相邻压紧座之间的中心位置处。
16.与现有技术相比,本实用新型具有以下有益效果:
17.1)摇臂在预装到扭力杆端部后,可在摇臂呈自然下垂的状态下进行组装紧固,无需再将摇臂上托至某固定位,仅需在摇臂重心竖直向下的情况下通过销轴定位件将摇臂端孔与压紧座、定位块相串联即可;
18.2)压紧座上插孔为腰孔设计,适用于不同长度规格的摇臂进行热装,底板和支撑板之间设置滑轨机构,支撑板位置可灵活变动,使工装能满足不同长度规格扭力杆的热装,增强了工装的组装通用性;
19.3)支撑板相对于底板的定位方式采用锥销定位,支撑板可随时快速取消限位,在需要定位时可快速限位,操作方便、省时省力,同时以锥销限位的方式使得工装精度更高,热装精度更能得到保证。
附图说明
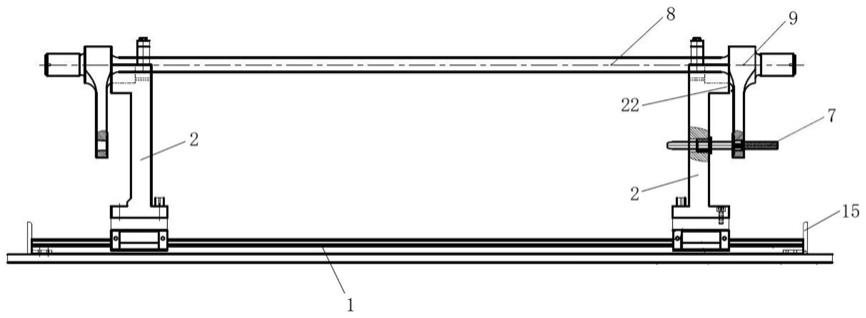
20.图1为抗侧滚装置摇臂热装工装的工作示意图;
21.图2为抗侧滚装置摇臂热装工装的俯视图;
22.图3为图2中a
‑
a剖视图。
具体实施方式
23.下面结合具体实施方式对本实用新型作进一步的说明,其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本实用新型的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
24.实施例1
25.如图2和图3所示的抗侧滚装置摇臂热装工装,包括工作台1及设置在工作台上用于支撑扭力杆8以进行摇臂9热装的压紧座2,工作台1包括底板11和支撑板12,压紧座2安装在支撑板12上,底板11和支撑板12之间具有滑轨机构使得支撑板12可沿底板11长度方向滑移,滑轨机构采用常规的轨道13和滑块14组合设计,底板11在轨道末端处设有防止滑块14脱出轨道的挡板15,底板11上设有对支撑板12滑移位置进行限制的限位孔111,在限位孔内设置限位件3可对支撑板12进行位置固定,支撑板12上则对应开设有供限位件3贯穿的贯穿孔121,当需要对支撑板12限位时,限位件3依次插入贯穿孔121和限位孔111来完成支撑板12的位置固定,底板11上限位孔设置有多个且沿轨道13延伸方向布置,便于支撑板12根据扭力杆长度需要择点定位,优选地,限位件3选用锥销,底板上限位孔111为配套锥孔,通过将锥销3轻松插入和取出,可实现支撑板12的快速移动或限位,操作方便、省时省力,此外,锥销定位相比于螺栓定位来说可使工装精度更高,定位尺寸不易发生变化,热装精度也更易得到保证。
26.如图1和图3所示,压紧座2上具有放置扭力杆的v形槽支撑位21,该支撑位上方设置下压结构4对扭力杆8进行下压固定(下压结构为现有技术);压紧座朝向工装外侧的表面具有供摇臂9紧贴的靠紧面22,压紧座2在扭力杆支撑位的正下方设有可使摇臂在重心竖直向下的状态下完成热装固定的定位结构。
27.如图3所示,定位结构包括设置在压紧座2上且与摇臂端孔位置对应的插孔23,插孔设计为朝竖直方向延伸的腰孔,定位结构还包括贴合压紧座2设置的定位块5,定位块5与摇臂9分别位于压紧座2两侧,定位块5上设有与插孔23及摇臂端孔位置对应的定位孔51,定位块5位于插孔两侧的端部则分别设有可使定位块相对于压紧座位置固定的锁紧孔52,锁紧孔52设计为朝竖直方向延伸的腰孔,压紧座2在竖直方向上设有多个与锁紧孔位置对应的通孔24,定位块5上还设有使定位块和压紧座在定位块锁紧前进行预定位的预紧孔53,预紧孔53分布在定位孔51两侧,压紧座2上设有和预紧孔对应的预定位孔25,预定位孔也是沿竖直方向设置多个,定位块5的预定位通过往定位块预紧孔53和压紧座预定位孔25内插设销轴即可实现;上述定位结构的设计大大增强了工装对于不同长度规格摇臂的热装通用性;在根据摇臂规格尺寸将定位块5预定位到压紧座2上后,往定位块锁紧孔53和压紧座通孔24中插入一锁紧件6锁紧,使定位块5位置固定,当摇臂9预装到扭力杆8上且摇臂重心竖直向下时,将一定位件7依次插入摇臂端孔、压紧座插孔23和定位块定位孔51内,之后即可进入摇臂冷却环节。定位件7优选为圆柱销,锁紧件6一般选用螺栓组件。
28.工作台1宽度方向可布置有多个压紧座2,多个压紧座共用支撑板12,底板上的限位孔111设置在任意两个相邻压紧座2之间的中心位置处;此时工装可以进行多工位组装,组装效率得以大幅提升。
29.本实施例工装的工作过程如下:将扭力杆放置方向一端的支撑板和底板通过锥销定位,根据扭力杆的摇臂间距尺寸移动另一端支撑板至对应位置后也与底板采用锥销定位;随后根据摇臂规格尺寸将定位块移动至对应位置,用销轴预定位后再采用螺栓组件将定位块锁紧紧固;将扭力杆放到压紧座v形槽支撑位上,调整位置后,采用下压结构将其压紧固定,使之不能自由旋转和移动,将加热完的摇臂装到扭力杆一端,轻微旋转并压紧,使摇臂内侧端面贴紧压紧座靠紧面,然后将圆柱销依次通过摇臂端孔、压紧座插孔和定位块定位孔,完成摇臂的热装固定,之后只需等待摇臂冷却抱紧扭力杆;待一侧摇臂冷却抱紧扭力杆后,采用上述步骤对扭力杆另一侧摇臂进行热装。
30.对不同车型抗侧滚装置摇臂热装时,将一端支撑板处的锥销敲出,根据扭力杆的摇臂间距尺寸将该支撑板移动至对应位置后,插入锥销,根据摇臂规格尺寸将两端压紧座上的定位块移动至对应位置,用销轴定位后螺钉组件紧固,按前述相同方法热装摇臂。
31.显然,上述实施例仅仅是为清楚地说明本实用新型的技术方案所作的举例,而并非是对本实用新型的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1