一种微缩型车规级半导体功率模块的焊接装配装置的制作方法
1.本实用新型涉及的是一种微缩型车规级半导体功率模块的焊接装配装置,属于功率模块生产技术领域。
背景技术:
2.在功率模块封测行业中,特别是在使用了氮化硅、碳化硅、零助焊剂预成型焊片等新一代半导体材料的功率模块的制造中,在半导体芯片、活性金属覆铜板、功率端子的焊接制造过程中经常发生陶瓷板损伤、半导体芯片损伤、功率端子装配不精准、焊接次数过多、使用富含有机物的合金焊料而导致的一系列产品不良,如:功率端子偏位、陶瓷板裂纹、陶瓷板缺角、产品绝缘性耐压失效、半导体芯片损伤、芯片功能退化、电路中离子残留等。通常的应对方法是产品返工、反复清洗、更换工装等降低产品性能、降级接受,甚至产品报废等,既影响产品产出率、可靠性,又耗费大量人力物力,一方面,功率模块制造工艺复杂,材料价格贵、设备成本高、制造周期长;另一方面成品率较低,导致产品制造效率低、出货量少,这就是现有技术所存在的不足之处。
技术实现要素:
3.本实用新型要解决的技术问题,就是针对现有技术所存在的不足,而提供一种微缩型车规级半导体功率模块的焊接装配装置,该装置的结构设计合理,可提高产品制造效率和质量。
4.本方案是通过如下技术措施来实现的:一种微缩型车规级半导体功率模块的焊接装配装置,它包括自下向上依次设置的a层载盘、b层amb限位板和端子定位装置c;
5.所述功率模块包括功率模块基板和两功率端子,所述功率模块基板的端面上贴装有两块零助焊剂预成型焊片,两零助焊剂预成型焊片上分别贴装有氮化硅陶瓷覆铜板,两功率端子分别置于两氮化硅陶瓷覆铜板上;
6.所述a层载盘的端面上开设有与功率模块基板相适应的安装槽;
7.所述b层amb限位板上开设有与零助焊剂预成型焊片数量相等且位置对应的限制区,所述b层amb限位板和a层载盘内分别内置有使两者能够相互吸附的高温磁体;
8.所述端子定位装置c包括c上层端子定位板和c下层端子定位板,所述c上层端子定位板和c下层端子定位板上均设置有供功率端子通过的定位导向孔,所述c下层端子定位板的前端与c上层端子定位板的前端之间以及c下层端子定位板的前端与b层amb限位板的前端之间分别设置有磁性限位托片ⅱ,所述c下层端子定位板的后端与c上层端子定位板的后端之间以及c下层端子定位板的后端与b层amb限位板的后端之间分别设置有磁性限位托片ⅰ,所述磁性限位托片ⅰ、磁性限位托片ⅱ和c下层端子定位板内分别内置有使磁性限位托片ⅰ和磁性限位托片ⅱ能够与c下层端子定位板相互吸附的高温磁体,所述c上层端子定位板和c下层端子定位板的左右两端与a层载盘的左右两端之间分别连接有卡合连接结构。
9.优选的,所述卡合连接结构包括连接杆,所述c上层端子定位板和c下层端子定位
板的左右两端分别开设有与连接杆间隙配合的通孔,所述连接杆的上端固连有锁附旋钮、下端固连有条形旋钮卡扣,所述b层amb限位板的左右两端分别开设有供条形旋钮卡扣通过的缺口,所述a层载盘的左右两端分别开设有供条形旋钮卡扣通过的条形孔,且条形旋钮卡扣的长度大于条形孔的宽度。
10.优选的,所述零助焊剂预成型焊片为长方形结构。
11.优选的,所述零助焊剂预成型焊片的两长边上分别开设有沿其宽度方向延伸的开口,所述开口的长度大于零助焊剂预成型焊片宽度的一半,且两长边上的开口为交错布置。
12.优选的,所述c上层端子定位板和c下层端子定位板的四角之间连接有定位柱,所述定位柱的下端延伸至a层载盘,且a层载盘上开设有与定位柱配合的定位孔a。
13.优选的,所述c上层端子定位板和c下层端子定位板之间连接有多根加强柱。
14.优选的,所述b层amb限位板的底部四角处分别固连有导向定位柱,所述a层载盘上开设有与导向定位柱配合的定位孔b。
15.本实用新型的有益效果:
16.1、本实用新型构造简单,但可以将车规级半导体功率模块的氮化硅陶瓷覆铜板、功率模块基板、功率端子等零部件实现一次性焊接装配,省工省时;
17.2、加工方便,具有经济优势,组装、维护方便,缩短了技术人员的装置维修时间;
18.3、在焊接组装功率模块产品时,成品率高,极大较少产品、材料的报废率;
19.4、装置体量小、导热快,加热升温速率高、冷却时降温速率高,节省时间,产品生产效率高;
20.5、装置重量轻、热容小,更节能。
21.由此可见,本实用新型与现有技术相比,具有实质性特点和进步,其实施的有益效果也是显而易见的。
附图说明
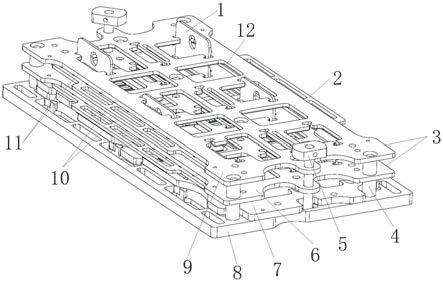
22.图1为本实用新型具体实施方式的结构示意图。
23.图2为本实用新型具体实施方式的局部结构示意图。
24.图3为功率模块的结构示意图。
25.图4为b层amb限位板的结构示意图。
26.图5为端子定位装置c的结构示意图。
27.图6为a层载盘的结构示意图。
28.图7为磁性限位托片ⅰ的结构示意图。
29.图8为零助焊剂预成型焊片的结构示意图。
30.图中,1
‑
功率模块,2
‑
磁性限位托片ⅰ,3
‑
端子定位装置c,4
‑
定位柱,5
‑
卡合连接结构,6
‑
c下层端子定位板,7
‑
b层amb限位板,8
‑
a层载盘,9
‑
c上层端子定位板,10
‑
磁性限位托片ⅱ,11
‑
2#卡位区,12
‑
1#卡位区,13
‑
定位孔a,14
‑
条形孔,15
‑
缺口,16
‑
零助焊剂预成型焊片,17
‑
氮化硅陶瓷覆铜板,18
‑
功率端子,19
‑
功率模块基板,20
‑
限制区,21
‑
连接杆,22
‑
条形旋钮卡扣,23
‑
锁附旋钮,24
‑
加强柱安装孔,25
‑
定位导向孔,27
‑
安装槽,28
‑
开口。
具体实施方式
31.为能清楚说明本方案的技术特点,下面通过具体实施方式,并结合其附图,对本方案进行阐述。
32.一种微缩型车规级半导体功率模块的焊接装配装置,如图所示,它包括自下向上依次设置的a层载盘8、b层amb限位板7和端子定位装置c3。
33.其中,所述功率模块1包括功率模块基板19和两功率端子18,所述功率模块基板19的端面上贴装有两块零助焊剂预成型焊片16,两零助焊剂预成型焊片16上分别贴装有氮化硅陶瓷覆铜板17,两功率端子18分别置于两氮化硅陶瓷覆铜板17上。所述零助焊剂预成型焊片16为长方形结构,所述零助焊剂预成型焊片16的两长边上分别开设有沿其宽度方向延伸的开口28,所述开口28的长度大于零助焊剂预成型焊片16宽度的一半,且两长边上的开口28为交错布置。
34.所述a层载盘8的端面上开设有与功率模块基板19相适应的安装槽27。
35.所述b层amb限位板7上开设有与零助焊剂预成型焊片16数量相等且位置对应的限制区20,所述b层amb限位板7和a层载盘8内分别内置有使两者能够相互吸附的高温磁体。所述b层amb限位板7的底部四角处分别固连有导向定位柱(图中未示出),所述a层载盘8上开设有与导向定位柱配合的定位孔b。
36.所述端子定位装置c3包括c上层端子定位板9和c下层端子定位板6,所述c上层端子定位板9和c下层端子定位板6上均设置有供功率端子18通过的定位导向孔25,所述c下层端子定位板6的前端与c上层端子定位板9的前端之间以及c下层端子定位板6的前端与b层amb限位板7的前端之间分别设置有磁性限位托片ⅱ10,所述c下层端子定位板6的后端与c上层端子定位板9的后端之间以及c下层端子定位板6的后端与b层amb限位板7的后端之间分别设置有磁性限位托片ⅰ2,磁性限位托片ⅰ2和磁性限位托片ⅱ10的结构相同,所述磁性限位托片ⅰ2、磁性限位托片ⅱ10和c下层端子定位板6内分别内置有使磁性限位托片ⅰ2和磁性限位托片ⅱ10能够与c下层端子定位板6相互吸附的高温磁体,所述c上层端子定位板9和c下层端子定位板6的四角之间连接有定位柱4,所述定位柱4的下端延伸至a层载盘8,且a层载盘8上开设有与定位柱4配合的定位孔a13,通过定位柱4与定位孔a13配合实现端子定位装置c3、b层amb限位板7和a层载盘8的固定,所述c上层端子定位板9和c下层端子定位板6之间连接有多根加强柱,加强柱可增强装配的牢固性。
37.所述c上层端子定位板9和c下层端子定位板6的左右两端与a层载盘8的左右两端之间分别连接有卡合连接结构5。所述卡合连接结构5包括连接杆21,所述c上层端子定位板9和c下层端子定位板6的左右两端分别开设有与连接杆21间隙配合的通孔,所述连接杆21的上端固连有锁附旋钮23、下端固连有条形旋钮卡扣22,所述b层amb限位板7的左右两端分别开设有供条形旋钮卡扣通过的缺口15,所述a层载盘8的左右两端分别开设有供条形旋钮卡扣22通过的条形孔14,且条形旋钮卡扣22的长度大于条形孔14的宽度。
38.该微缩型车规级半导体功率模块的焊接装配装置的焊接装配步骤如下。
39.步骤一:将功率模块基板19装载至a层载盘8的安装槽27之后,b层amb限位板7通过导向定位柱与定位孔b的配合定位在a层载盘8之上,然后,b层amb限位板7内置的高温磁体与a层载盘8内置的高温磁体相吸,实现a层载盘8与b层amb限位板7紧贴。零助焊剂预成型焊片16贴装到功率模块基板19上与b层amb限位板7的限制区20对应的位置,氮化硅陶瓷覆铜
板17贴装到零助焊剂预成型焊片16上,且同一功率模块基板19上的两氮化硅陶瓷覆铜板17的相对端为焊接区。
40.步骤二:将端子定位装置c3翻转平放在操作台面上,将功率端子18倒装入端子定位装置c3上的定位导向孔25,磁性限位托片ⅰ2和磁性限位托片ⅱ10内置的高温磁体与c下层端子定位板6的内置高温磁体相吸,实现磁性限位托片ⅰ2和磁性限位托片ⅱ10压制住功率端子18引脚。
41.步骤三:端子定位装置c3整体翻转,并通过定位柱4卡合到a层载盘8上的定位孔a13中,按压锁附旋钮23,条形旋钮卡扣22通过a层载盘8上的条形孔14后,将锁附旋钮23旋转90度,使条形旋钮卡扣22卡合到a层载盘8的底面,实现端子定位装置c3与a层载盘8的卡合对接。
42.步骤四:抽出磁性限位托片ⅰ2和磁性限位托片ⅱ10,功率端子18落到对应的零助焊剂预成型焊片16上。然后将磁性限位托片ⅰ2推入端子定位装置c3的1#卡位区12(即c下层端子定位板6的后端与c上层端子定位板9的后端之间的区域以及c下层端子定位板6的后端与b层amb限位板7的后端之间的区域),磁性限位托片ⅰ2与c下层端子定位板6相吸,实现对1#卡位区12内的功率端子18的精准定位,且方便拆卸;将磁性限位托片ⅱ10推入端子定位装置c3的2#卡位区11(即c下层端子定位板6的前端与c上层端子定位板9的前端之间的区域以及c下层端子定位板6的前端与b层amb限位板7的前端之间的区域),磁性限位托片ⅱ10与c下层端子定位板6相吸,实现对2#卡位区11内的功率端子18的精准定位,且方便拆卸。
43.该微缩型车规级半导体功率模块的焊接装配装置的可操作性强,使用便捷,无论对生产效率、产能提高、生产成本降低等都具有非常好的回报。
44.本实用新型中未经描述的技术特征可以通过现有技术实现,在此不再赘述。本实用新型并不仅限于上述具体实施方式,本领域普通技术人员在本实用新型的实质范围内做出的变化、改型、添加或替换,也应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1