一种异形高效加工锥度铣刀的制作方法
1.本实用新型涉及机械加工刀具技术领域,具体为一种异形高效加工锥度铣刀。
背景技术:
2.铣刀是用于铣削加工的、具有一个或多个刀齿的旋转刀具。工作时各刀齿依次间歇地切去工件的余量。铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等;主要包括圆柱形铣刀、面铣刀、立铣刀、三面刃铣刀、角度铣刀、锯片铣刀、t形铣刀;锥度是指圆锥的底面直径与锥体高度之比,如果是圆台,则为上、下两底圆的直径差与锥台高度之比值,而锥度铣刀即为一种安装有上窄下宽刀头的铣刀;圆柱形铣刀用于卧式铣床上加工平面。刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种;按齿数分粗齿和细齿两种;螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工;面铣刀又称盘铣刀,用于立式铣床、端面铣床或龙门铣床上加工平面,端面和圆周上均有刀齿,也有粗齿和细齿之分;其结构有整体式、镶齿式和可转位式3种。
3.现有的铣刀在实际加工时,尽管已经实现了对工件进行铣槽、铣面的效果,但在实际使用时,还存在一些不足,现有的铣刀在铣槽时不具备铣不同锥度的锥形槽的功能,且在进行铣槽、铣面等工作时,铣完的表面存在大量的刀纹,导致工件的表面粗糙度较大,进而使得现有的铣刀实用性不强,适用范围受限。
技术实现要素:
4.本实用新型的目的在于提供一种异形高效加工锥度铣刀,通过不同锥度的切削刃来进行不同槽的加工;以解决上述背景技术中提出的现有的铣刀在铣槽时不具备铣不同锥度的锥形槽的功能的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种异形高效加工锥度铣刀,包括刀柄,所述刀柄内部下端设有固定爪,所述固定爪内部卡接有切削刃,所述切削刃顶端卡接于固定爪内部,所述切削刃整体为锥形结构,所述切削刃内部开设有卸料槽,所述卸料槽共设有四组,所述卸料槽均匀分布于切削刃内部,所述刀柄内部上端固定卡接有刀杆,所述刀杆末端固定插接于刀柄内部,所述刀杆整体锥形结构,所述刀柄内部为中空结构,所述刀柄内部一侧开设有夹紧槽,所述夹紧槽内部与固定爪传动连接。
6.优选的,所述刀柄内部上端中间位置开设有第二盲孔,所述刀杆末端固定插接于第二盲孔内部。
7.优选的,所述刀柄内部下端中间位置开设有第一盲孔,所述切削刃顶端插接于第一盲孔内部。
8.优选的,所述卸料槽整体为弧形结构,所述卸料槽位于切削刃内部下端。
9.优选的,所述刀杆、刀柄以及切削刃总长度为100毫米至160毫米,所述切削刃锥度为3
°
至9
°
。
10.优选的,所述刀柄整体为圆柱型结构,所述刀柄柄径为30毫米至60毫米,所述切削
刃整体为铬合金一体成型。
11.与现有技术相比,本实用新型的有益效果是:
12.1、本实用新型设有切削刃、固定爪以及刀柄,实际使用时,根据实际情况,需要加工不同的槽时,可选用不同的切削刃,通过将切削刃顶部放置于刀柄内部下端,使用配套的钥匙插在夹紧槽内部,进而控制固定爪将切削刃固定卡接在刀柄下端中间位置,进而实现了可加工不同锥度的槽的效果,解决了现有的铣刀在铣槽时不具备铣不同锥度的锥形槽的功能的问题;
13.2、本实用新型切削刃整体为铬合金一体成型,且切削刃通过固定爪进行固定,进而在实际加工时,通过切削刃进行铣面以及铣槽时,铬合金硬度高且具有足够的耐磨性,进而进行工作时使得切削速度快且稳定性高,不会出现振刀的情况,使得加工后的工件粗糙度较小,加工质量更高。
附图说明
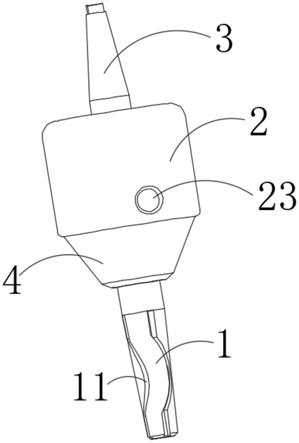
14.图1为本实用新型主体结构示意图;
15.图2为本实用新型仰视结构示意图;
16.图3为本实用新型刀柄主体结构示意图;
17.图4为本实用新型刀柄仰视结构示意图;
18.图5为本实用新型切削刃主体结构示意图。
19.图中:1、切削刃;2、刀柄;3、刀杆;4、固定爪;11、卸料槽;21、第一盲孔;22、第二盲孔;23、夹紧槽。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.请参阅图1~5,本实用新型提供一种技术方案:一种异形高效加工锥度铣刀,包括刀柄2,刀柄2内部下端设有固定爪4,固定爪4内部卡接有切削刃1,切削刃1顶端卡接于固定爪4内部,刀柄2内部下端中间位置开设有第一盲孔21,切削刃1顶端插接于第一盲孔21内部,刀柄2整体为圆柱型结构,刀柄2内部为中空结构,夹紧槽23内部与固定爪4传动连接,实际进行加工时,根据实际所需加工的要求,选用不同的切削刃1,进行安装时,先将选取的切削刃1的顶端插接于第一盲孔21内部,在选用与夹紧槽23配套的钥匙插在夹紧槽23内部,拧动钥匙,使得固定爪4向内部进行收缩,进而接触并夹紧切削刃1顶端,实现了将切削刃1进行固定卡接的效果,使用结束后,可通过向相反方向拧动钥匙,控制固定爪不再接触切削刃1,进而得以将切削刃1取下或进行更换不同的切削刃1。
22.切削刃1整体为锥形结构,切削刃1内部开设有卸料槽11,卸料槽11共设有四组,卸料槽11均匀分布于切削刃1内部,切削刃1锥度为3
°
至9
°
,切削刃1整体为铬合金一体成型,实际进行工作时,可选用不同锥度的切削刃1进行加工,进行铣槽时,通过切削刃1内部开设的卸料槽11,将切削刃1在切削过程中产生的垃圾通过卸料槽11排出,防止垃圾缠绕在切削
刃1外部,影响切削刃1的正常工作甚至造成切削刃1的损坏,铬合金硬度以及耐磨度高,进而切削刃1选用铬合金一体成型,使得切削速度更快,稳定性更好,加工面的粗糙度更小,加工出的产品品质更高。
23.刀柄2内部上端固定卡接有刀杆3,刀杆3末端固定插接于刀柄2内部,刀杆3整体锥形结构,刀柄2内部上端中间位置开设有第二盲孔22,刀杆3末端固定插接于第二盲孔22内部,实际需要进行加工时,应先将刀杆3末端固定插接在第二盲孔22内部,再通过刀杆3的锥形结构,将刀杆3卡接在机床的主轴内部,进而实现对整个锥度铣刀的安装,从而得以进行铣面、铣槽等工作。
24.刀杆3、刀柄2以及切削刃1总长度为150毫米,刀柄2柄径为45毫米,进而此时进行安装,切削刃1的总长度为46毫米,且安装在刀柄2以及固定爪4外部的切削刃1总长度为35毫米,表示此时铣刀的最大行程为35毫米。
25.工作原理:使用时,先通过将刀杆3固定插接在刀柄2内部,再根据实际情况选用不同长度以及锥度的切削刃1,再将选用好的切削刃1顶端通过固定爪4固定卡接在刀柄2内部,进而得以进行铣面、铣槽等切削工作,且由于切削刃1为铬合金一体成型的,使得此时的切削刃1切削速度更快,稳定性更好,加工面的粗糙度更小。
26.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1