一种点火线圈缠脚焊点自动化焊接装置的制作方法
1.本实用新型涉及点火线圈焊接设备,特别涉及一种点火线圈缠脚焊点自动化焊接装置。
背景技术:
2.点火线圈为内燃机常用部件,由于内燃机结构不同,通常点火线圈的形状也不同,而在现有点火线圈生产中均需要对缠脚焊接,因此需要人工对缠脚焊接,生产效率低,劳动强度高,焊接质量不稳定。
技术实现要素:
3.针对现有技术的不足,本实用新型的目的是提供一种点火线圈缠脚焊点自动化焊接装置。
4.本实用新型解决其技术问题所采用的技术方案是:一种点火线圈缠脚焊点自动化焊接装置,包括机架、设置于所述机架顶部的台面、设置于所述台面顶部且前后延伸的主滑轨,所述台面自前向后依次设有助焊剂组件、焊锡组件,所述助焊剂组件包括左右延伸的母槽、设置于所述台面上的助焊剂提升气缸、设置于所述助焊剂提升气缸上且位于所述母槽上的子槽,所述子槽位于下限位状态,所述子槽位于所述母槽内,焊锡组件包括左右延伸的主锡钵、设置于所述台面上的焊锡提升气缸、设置于所述焊锡提升气缸气缸杆上的升降架、与所述升降架连接的子锡钵,所述子锡钵位于所述主锡钵上方,所述子锡钵位于下限位状态,所述子锡钵位于所述主锡钵内,所述主锡钵顶部前侧设有加热条,所述主滑轨上设有沿所述主滑轨滑动的主滑座,所述台面上设有驱动所述主滑座前后滑动的前后平移机构。
5.上述设计中利用前后平移机构将主滑座输送到不同位置,进而便于将点火线运载到不同工位,通过助焊剂组件、焊锡组件实现点火线圈的自动焊锡,助焊剂组件采用子槽和母槽配合实现助焊剂的粘取,通过主锡钵和子锡钵实现高质量锡浆的蘸取。
6.作为本设计的进一步改进,所述主锡钵前侧的所述台面上设有刮锡组件,所述刮锡组件包括设置于所述台面上且左右延伸的副滑轨、与所述副滑轨配合且左右滑动的副滑座、竖直设置于所述副滑座上的刮板气缸、设置于所述刮板气缸的气缸杆上的连接板、设置于所述连接板上的刮锡板,所述刮锡板位于下限位,所述刮锡板位于所述主锡钵内,所述副滑轨两端设有副带轮,所述副带轮之间连接有副传动带,所述副滑轨上设有与所述副带轮连接的驱动电机,所述副滑座与所述副传动带连接。刮锡组件采用刮板实现将主锡钵顶面的氧化层刮除,实现蘸取的焊锡无氧化层。
7.作为本设计的进一步改进,所述连接板上设有散热槽,提高连接板散热性,便于防止热量传递到刮板气缸。
8.作为本设计的进一步改进,所述刮锡板底部设有向左或向右延伸的倾斜翻边,氧化层刮除效果好。
9.作为本设计的进一步改进,所述母槽后侧的所述台面上设有热风筒,所述热风筒
上设有热风枪,所述热风枪出风口与所述热风筒连通,所述热风筒顶部设有出风口,热风筒便于融化助焊剂。
10.作为本设计的进一步改进,所述前后平移机构包括设置于所述主滑轨两端的主带轮、连接所述主带轮的主传动带、输出轴与一个所述主带轮连接的主电机。结构简单,传动平稳。
11.本实用新型的有益效果是:本实用新型利用前后平移机构将主滑座输送到不同位置,进而便于将点火线运载到不同工位,通过助焊剂组件、焊锡组件实现点火线圈的自动焊锡,助焊剂组件采用子槽和母槽配合实现助焊剂的粘取,通过主锡钵和子锡钵实现高质量锡浆的蘸取。
附图说明
12.下面结合附图和实施例对本实用新型进一步说明。
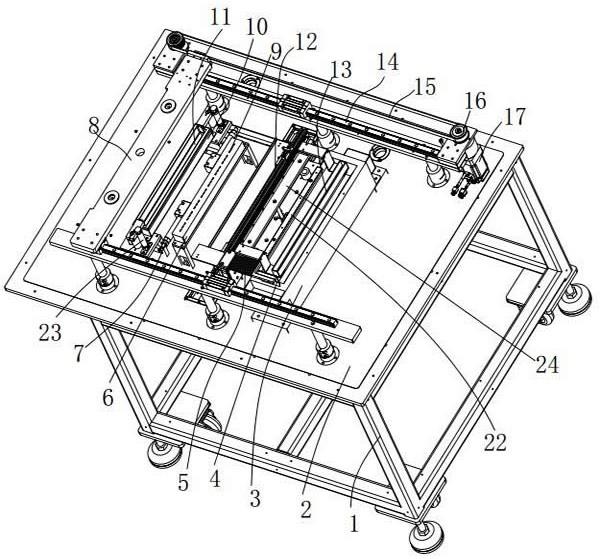
13.图1是本实用新型的整体立体结构示意图。
14.图2是本实用新型的刮锡组件立体结构示意图。
15.图3是本实用新型的子锡钵及驱动机构立体示意图。
16.图4是本实用新型的工作状态立体结构示意图。
17.在图中1.机架,2.台面,3.主锡钵,4.刮锡板,5.连接板,6.热风筒,7.热风枪,8.主滑座,9.出风口,10.母槽,11.子槽,12.副滑轨,13.子锡钵,14.主滑轨,15.主传动带,16.主带轮,17.主电机,18.驱动电机,19.副带轮,20.刮板气缸,21.副传动带,22.加热条,23.助焊剂提升气缸,24.升降架,25.副滑座,26.散热槽,27.倾斜翻边,28.焊锡提升气缸,29.点火线圈夹持组件。
具体实施方式
18.下面将结合附图以及具体实施例来详细说明本实用新型,其中的示意性实施例以及说明仅用来解释本实用新型,但并不作为对本实用新型的限定。
19.实施例:一种点火线圈缠脚焊点自动化焊接装置,包括机架1、设置于所述机架1顶部的台面2、设置于所述台面2顶部且前后延伸的主滑轨14,所述台面2自前向后依次设有助焊剂组件、焊锡组件,所述助焊剂组件包括左右延伸的母槽10、设置于所述台面2上的助焊剂提升气缸23、设置于所述助焊剂提升气缸上且位于所述母槽10上的子槽11,所述子槽11位于下限位状态,所述子槽11位于所述母槽10内,焊锡组件包括左右延伸的主锡钵3、设置于所述台面2上的焊锡提升气缸28、设置于所述焊锡提升气缸28气缸杆上的升降架24、与所述升降架24连接的子锡钵13,所述子锡钵13位于所述主锡钵3上方,所述子锡钵13位于下限位状态,所述子锡钵13位于所述主锡钵3内,所述主锡钵3顶部前侧设有加热条22,所述主滑轨14上设有沿所述主滑轨14滑动的主滑座8,所述台面2上设有驱动所述主滑座8前后滑动的前后平移机构。
20.上述设计中利用前后平移机构将主滑座8输送到不同位置,进而便于将点火线运载到不同工位,通过助焊剂组件、焊锡组件实现点火线圈的自动焊锡,助焊剂组件采用子槽11和母槽10配合实现助焊剂的粘取,通过主锡钵3和子锡钵13实现高质量锡浆的蘸取。
21.作为本设计的进一步改进,所述主锡钵3前侧的所述台面2上设有刮锡组件,所述
刮锡组件包括设置于所述台面2上且左右延伸的副滑轨12、与所述副滑轨12配合且左右滑动的副滑座25、竖直设置于所述副滑座25上的刮板气缸20、设置于所述刮板气缸20的气缸杆上的连接板5、设置于所述连接板5上的刮锡板4,所述刮锡板4位于下限位,所述刮锡板4位于所述主锡钵3内,所述副滑轨12两端设有副带轮19,所述副带轮19之间连接有副传动带21,所述副滑轨12上设有与所述副带轮19连接的驱动电机18,所述副滑座25与所述副传动带21连接。刮锡组件采用刮板实现将主锡钵3顶面的氧化层刮除,实现蘸取的焊锡无氧化层。
22.作为本设计的进一步改进,所述连接板5上设有散热槽26,提高连接板5散热性,便于防止热量传递到刮板气缸20。
23.作为本设计的进一步改进,所述刮锡板4底部设有向左或向右延伸的倾斜翻边27,氧化层刮除效果好。
24.作为本设计的进一步改进,所述母槽10后侧的所述台面2上设有热风筒6,所述热风筒6上设有热风枪7,所述热风枪7出风口9与所述热风筒6连通,所述热风筒6顶部设有出风口9,热风筒6便于融化助焊剂。
25.作为本设计的进一步改进,所述前后平移机构包括设置于所述主滑轨14两端的主带轮16、连接所述主带轮16的主传动带15、输出轴与一个所述主带轮16连接的主电机17。结构简单,传动平稳。
26.工作时,主滑座8上设置控制点火线圈转动和升降的点火线圈夹持组件29,主滑座8将点火线圈夹持组件29移动到不同工位并通过点火线圈夹持组件29控制点火线圈的升降,进而蘸取助焊剂和焊锡。
27.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1