一种针对难加工材料的立铣刀的制作方法
1.本实用新型涉及立铣刀技术领域,具体为一种针对难加工材料的立铣刀。
背景技术:
2.常见的立铣刀以高速钢或硬质合金为主,等分和小螺旋角度,随处可见的普通刀型,针对普通软材料还能发挥部分作用,但是针对难加工材料,比如不锈钢,高温合金,镍基合金或高硬度材料则刀具强度低,磨损后刀具支撑强度不够时会直接崩缺。
3.现在市场上的立铣刀刀具刚性不强,刀具容易断裂等分设计,被加工产品表面粗糙刃口不做后处理,刃口锯齿严重,导致使用寿命低和粗糙度达不到要刀尖一般是尖,加工容易崩缺和磨损,降低使用寿命,针对上述情况,在现有的立铣刀基础上进行技术创新,为此我们提出一种具有此类刀具满足合理切削量的同时,可以进行高速高效加工,刀具寿命增加让切削难加工材料有稳定的效果,降低换刀频率,同时降低采购刀具成本,刀具的不等分不等螺旋设计让加工产品表面无振纹和优异的表面粗糙度,刀尖c角设计让刀具有效降低切削冲击,增加刀具使用寿命的针对难加工材料的立铣刀。
4.针对上述问题,急需在原有立铣刀的基础上进行创新设计。
技术实现要素:
5.本实用新型的目的在于提供一种针对难加工材料的立铣刀,以解决上述背景技术中提出的不便高速高效加工、不便降低换刀频率和不够刀具使用寿命问题。
6.为实现上述目的,本实用新型提供如下技术方案:一种针对难加工材料的立铣刀,包括刀柄,所述刀柄的外侧安装有刀体,且刀体的外部设置有侧刃,并且侧刃的外侧安装有第一芯厚,所述侧刃的外壁左侧设置有c角,且侧刃的外壁右侧安装有第二芯厚,并且第二芯厚的上方安装有间隙,所述间隙的顶部安装有圆弧后角。
7.优选的,所述刀体的直径为d4—d25之间的设置,所述侧刃和圆弧后角之间为设置有不等螺旋。
8.优选的,所述第一芯厚的厚度为0.5d,所述第二芯厚的厚度为0.8d。
9.优选的,所述圆弧后角的度数为11
°
,所述刀体外壁设置有不等分齿。
10.与相关技术相比较,本实用新型提供的一种针对难加工材料的立铣刀具有如下有益效果:
11.(1)本实用新型提供有刀体,利用断齿不等分角度和侧刃不等螺旋设计,增加刀体刚性和抗震效果,适用于汽车,航空,it,医疗等多个行业,加工钛合金,高温合金,镍基合金,模具钢,不锈钢等等材料,解决了不便抗震的问题;
12.(2)本实用新型提供有第一芯厚、c角、第二芯厚、间隙,利用不等分齿和不等螺旋跟第一芯厚和第二芯厚同时完成,用1a1粗磨研磨,再用1a1砂轮精加工槽,间隙也是由1a1粗磨砂轮进行加工,用于圆弧后角的研磨避位,c角使用11v9砂轮研磨c=0.1-0.5,第一芯厚为0.5d,第二芯厚为0.8d,增加刀体刚性强度,适合粗加工和精加工,解决了不便增强刚
性的问题;
13.(3)本实用新型提供有圆弧后角,利用刀具参数周齿前角6
°
,圆弧后角11
°
,底部的c0.1增加使用寿命和耐用度,防崩等特点,特别是粗加工发挥优异性能,刀具直径d4-——d25之间都适合此种做法,整体钨钢类或者金属陶瓷类,高速钢刀具等等都适合此种结构,解决了不够提高寿命的问题。
附图说明
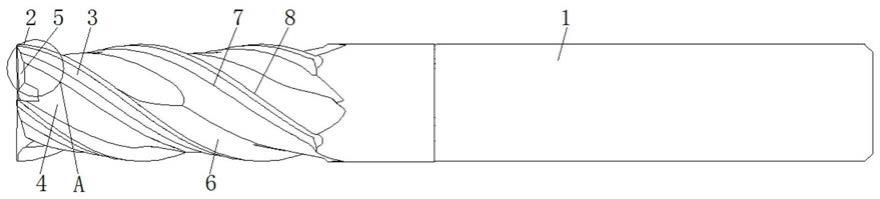
14.图1为本实用新型的正视结构示意图;
15.图2为本实用新型的侧视结构示意图;
16.图3为本实用新型的图1的a处放大结构示意图。
17.图中:1、刀柄;2、刀体;3、侧刃;4、第一芯厚;5、c角;6、第二芯厚;7、间隙;8、圆弧后角。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例;基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.实施例1:请参阅图1-3,一种针对难加工材料的立铣刀,包括刀柄1、刀体2、侧刃3、第一芯厚4、c角5、第二芯厚6、间隙7和圆弧后角8,刀柄1的外侧安装有刀体2,且刀体2的外部设置有侧刃3,并且侧刃3的外侧安装有第一芯厚4,侧刃3的外壁左侧设置有c角5,且侧刃3的外壁右侧安装有第二芯厚6,并且第二芯厚6的上方安装有间隙7,间隙7的顶部安装有圆弧后角8;
20.进一步的,刀体2的直径为d4—d25之间的设置,侧刃3和圆弧后角8之间为设置有不等螺旋,这样的设置,刀具直径d4-——d25之间都适合此种做法,整体钨钢类或者金属陶瓷类,高速钢刀具等等都适合此种结构;
21.进一步的,第一芯厚4的厚度为0.5d,第二芯厚6的厚度为0.8d,这样的设置,第一芯厚4为0.5d,第二芯厚6为0.8d,增加刀体2刚性强度,适合粗加工和精加工;
22.进一步的,圆弧后角8的度数为11
°
,刀体2外壁设置有不等分齿,这样的设置,用1a1砂轮精加工槽,间隙7也是由1a1粗磨砂轮进行加工,用于圆弧后角8的研磨避位。
23.工作原理:使用本装置时;
24.第一创新点实施步骤:
25.第一步:此类刀具是旋转类工具,由整体硬质合金或金属陶瓷材料制造;
26.第二步:表面进行纳米涂层处理,达到优异切削效果。
27.第二创新点实施步骤:
28.第一步:不等分齿和不等螺旋跟第一芯厚4和第二芯厚6同时完成,用1a1粗磨研磨,再用1a1砂轮精加工槽,间隙7也是由1a1粗磨砂轮进行加工;
29.第二步:用于圆弧后角8的研磨避位,c角5使用11v9砂轮研磨c=0.1-0.5,第一芯厚4为0.5d,第二芯厚6为0.8d;
30.第三步:增加刀体2刚性强度,适合粗加工和精加工。
31.第三创新点实施步骤:
32.第一步:断齿不等分角度和侧刃不等螺旋设计,增加刀体2刚性和抗震效果,适用于汽车,航空,it,医疗等多个行业,加工钛合金,高温合金,镍基合金,模具钢,不锈钢等等材料;
33.第二步:刀具参数周齿前角6
°
,圆弧后角811
°
,底部的c0.1增加使用寿命和耐用度,防崩等特点,特别是粗加工发挥优异性能;
34.第三步:刀具直径d4-——d25之间都适合此种做法,整体钨钢类或者金属陶瓷类,高速钢刀具等等都适合此种结构。
35.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
36.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1