一种折弯机的压紧机构的制作方法
1.本实用新型涉及板材折弯技术领域,具体是涉及一种折弯机的压紧机构。
背景技术:
2.折弯机是一种能够对薄板进行折弯的机器。折弯机一般包括有由前往后依次设置的送板机构、压紧机构和折弯机构。但是,目前的压紧机构很多都是只有固定尺寸的压刀(即刀具)。在使用时通过驱动刀具的上下移动来压紧板材,但是,这些设备一般不能根据板材的尺寸来对应调整刀具的尺寸,以至于在加工不同尺寸的板材时,很多时候刀具的底面不能与板材的顶面吻合,亦即刀具压紧在板材上时刀具的底面面积会大于或小于板材的顶面面积,使得压紧效果不够好,且不能适用于不同尺寸的板材使用。
3.因此,需要对现有技术进行改进。
技术实现要素:
4.针对以上现有技术所存在的问题,本实用新型的目的是提供一种折弯机的压紧机构,其具有结构合理、结构紧凑、使用方便和使用稳定等优点;其能够根据板材的尺寸大小来对应调整压紧刀具的尺寸,使得刀具压紧在板材上时的压紧面积与板材的顶面更吻合,从而使得压紧效果更好,且能够适用于不同尺寸板材的使用。
5.为了实现上述目的,本实用新型的技术方案是:
6.一种折弯机的压紧机构,包括有压紧底座、位于所述压紧底座上方的安装板、驱动所述安装板上下移动的安装板驱动装置、中心压刀、设置在所述安装板上的且用于驱动所述中心压刀上下移动的中心压刀驱动装置、分别设置在所述安装板上的且位于所述中心压刀左右两侧的左换刀机构和右换刀机构,以及分别设置在所述安装板上的且分别位于所述左换刀机构和右换刀机构左右两侧的左选刀机构和右选刀机构。
7.对于以上技术方案的附加结构,还包括以下方案:
8.作为一种具体的实施例,所述安装板驱动装置包括有固定设置的安装板驱动电机和与所述安装板驱动电机传动连接的且下端与所述安装板的上端铰接的安装板连杆组件。
9.进一步地,所述安装板驱动电机和所述安装板连杆组件均安装在一固定设置的固定板上;所述安装板驱动电机通过一设置在所述固定板上的支点轴与所述安装板连杆组件传动。
10.作为一种具体的实施例,所述左换刀机构和所述右换刀机构均包括有换刀移动架、固定在所述安装板上的且用于驱动所述换刀移动架左右移动的换刀驱动气缸、可上下翻转且沿左右方向并排地安装在所述换刀移动架上的多个翻转压刀、设置在所述翻转压刀上方的且用于钩紧所述翻转压刀的钩紧块、设置在所述换刀移动架上的且用于驱动所述钩紧块前后翻转的钩紧块驱动装置、可左右移动且可插设在多个所述翻转压刀的穿孔内的插杆、可左右移动且可插设在多个所述翻转压刀的插槽内的插板、安装在所述换刀移动架上的且用于驱动所述插杆和所述插板左右移动的插件驱动装置、安装在所述换刀移动架上的
且用于驱动所述插杆上下翻转的插杆翻转装置;所述插板向内伸出于所述插杆。
11.进一步地,所述钩紧块驱动装置包括有安装在所述换刀移动架上的钩紧气缸;所述钩紧块呈倒l形;所述钩紧块的一端铰接在所述钩紧气缸的输出轴上;在所述翻转压刀的下端水平地伸出有一与所述钩紧块配合的延伸部。
12.进一步地,所述插件驱动装置包括有安装在所述换刀移动架上的换刀丝杆、连接在所述换刀丝杆一端的插件移动电机和可沿左右方向移动地安装在所述换刀丝杆上的滑动块;所述滑动块分别与所述插杆和所述插板传动连接。
13.进一步地,所述插杆翻转装置包括有安装在所述换刀移动架上的转轴、连接在所述转轴一端的插杆翻转电机和连接在所述转轴和所述插杆之间的翻转连接板;所述翻转压刀安装在所述转轴上;所述滑动块的下端连接有两块可左右滑动地套设在所述转轴上的夹板,且所述翻转连接板位于两块所述夹板之间。
14.进一步地,所述左换刀机构和所述右换刀机构均还包括有一固定在所述换刀移动架上的且位于所述翻转压刀内侧的固定压刀。
15.作为一种具体的实施例,所述左选刀机构和所述右选刀机构均包括有多个并排地设置在所述安装板上的选刀组件、可左右移动地安装在所述安装板上的选刀移动板、安装在所述选刀移动板上的且设有并排的多个连接孔的选刀固定块,以及固定在所述安装板上的且用于驱动所述选刀移动板左右移动的选刀电机;每个所述选刀组件均包括有可左右移动地安装在所述安装板上的移动压刀和安装在所述移动压刀顶部的且与所述连接孔配合选刀气缸;所述选刀气缸的输出轴可前后伸展,且每个所述选刀气缸的输出轴可对应插入至所述连接孔内,以使所述选刀气缸与所述选刀固定块连接。
16.进一步地,在所述选刀移动板上设有一沿左右方向延伸的齿条,在所述选刀电机的输出轴上安装有一与所述齿条啮合的齿轮。
17.本实用新型的有益效果为:
18.本实用新型具有结构合理、结构紧凑、使用方便和使用稳定等优点;其能够根据板材的尺寸大小来调整刀具的尺寸,使得刀具压紧在板材上时的压紧面积与板材的顶面更吻合,从而使得压紧效果更好,且能够适用于不同尺寸板材的使用;同时,由于中心压刀、翻转压刀、固定压刀和移动压刀等刀具的设置可以让以上刀具压紧在板材的各个位置,从而让板材不易松动,亦即进一步提高了压紧效果。
附图说明
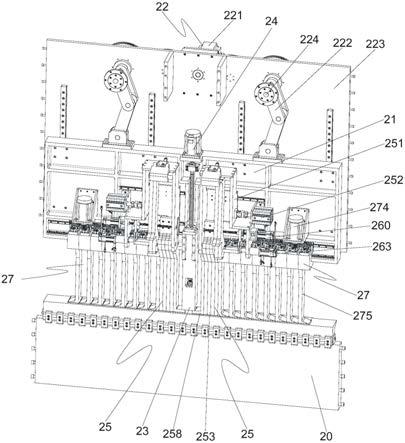
19.图1是本实用新型的整体结构示意图;
20.图2是本实用新型的局部结构示意图一;
21.图3是本实用新型的局部结构示意图二;
22.图4是本实用新型的局部结构示意图三;
23.图5是本实用新型的翻转压刀的结构示意图;
24.图6是本实用新型的局部结构示意图四;
25.图7是图6中的a处放大图;
26.图8是本实用新型在使用时的结构示意图。
27.附图标记:
28.1、送板机构;2、压紧机构;20、压紧底座;21、安装板;22、安装板驱动装置;221、安装板驱动电机;222、安装板连杆组件;223、固定板;224、支点轴;23、中心压刀;24、中心压刀驱动装置;25、左换刀机构,右换刀机构;251、换刀移动架;252、换刀驱动气缸;253、翻转压刀;2531、穿孔;2532、插槽;2533、延伸部;254、钩紧块;255、钩紧块驱动装置;2551、钩紧气缸;256、插杆;257、插板;258、固定压刀;259、换刀丝杆;260、插件移动电机;261、滑动块;262、转轴;263、插杆翻转电机;264、翻转连接板;265、夹板;27、左选刀机构,右选刀机构;271、选刀移动板;272、齿条;273、选刀固定块;274、选刀电机;2741、齿轮;275、移动压刀;276、选刀气缸;3、折弯机构。
具体实施方式
29.下面结合附图和具体实施例对实用新型做进一步阐述,下述说明仅是示例性的,不限定实用新型的保护范围。
30.如图1
‑
图8所示,一种折弯机的压紧机构2,其通过与一送板机构1和一折弯机构3配合实现板材的折弯。压紧机构2包括有压紧底座20、位于压紧底座20上方的安装板21、驱动安装板21上下移动的安装板驱动装置22、中心压刀23、设置在安装板21上的且用于驱动中心压刀23上下移动的中心压刀驱动装置24、分别设置在安装板21上的且位于中心压刀23左右两侧的左换刀机构25和右换刀机构25,以及分别设置在安装板21上的且分别位于左换刀机构25和右换刀机构25左右两侧的左选刀机构27和右选刀机构27。压紧机构2用于将对板材的水平方向上的各个位置进行压紧,以防止在折弯过程中板材的位置出现偏移而导致折弯效果不好,其中,中心压刀23用于压紧板材的中间位置,提高稳定性,而左换刀机构25、右换刀机构25、左选刀机构27和右选刀机构27的设置则可以配合地调整刀具对板材压紧时的压紧面积,使得刀具的底面面积可以与板材的表面面积更吻合,压紧效果更好。
31.如图1所示,安装板驱动装置22包括有固定设置的安装板驱动电机221和与安装板驱动电机221传动连接的且下端与安装板21的上端铰接的安装板连杆组件222。通过以上设置能够让安装板驱动电机221可通过安装板连杆组件222而带动安装板21上下移动。
32.具体的,如图1所示,安装板驱动电机221和安装板连杆组件222均安装在一固定设置的固定板223上;安装板驱动电机221通过一设置在固定板223上的支点轴224与安装板连杆组件222传动。更具体的,安装板连杆组件222的上端连接该支点轴224;安装板驱动电机221通过一齿轮组件来带动支点轴224转动,而支点轴224转动时又通过安装板连杆组件222带动安装板21上下移动,使得安装在安装板21上的零部件跟随移动,这种设置使得安装板21在向上移动时会让压紧底座20的上方与刀具之间存在一个空隙,以方便板材插入。
33.为了让安装板21在移动时更稳定,在安装板21与固定板223之间还连接有滑轨组件,当然,该滑轨组件还具有对安装板21限位的效果,防止其偏离预设行程。
34.中心压刀驱动装置24包括有固定设置的中心压刀电机、竖向地连接在中心压刀电机上的中心压刀丝杆和可上下滑动地连接在中心压刀丝杆上的中心压刀滑块,而中心压刀23与中心压刀滑块连接。
35.如图2
‑
图5所示,左换刀机构25和右换刀机构25均包括有换刀移动架251、固定在安装板21上的且用于驱动换刀移动架251左右移动的换刀驱动气缸252、可上下翻转且沿左右方向并排地安装在换刀移动架251上的多个翻转压刀253、设置在翻转压刀253上方的且
用于钩紧翻转压刀253的钩紧块254、设置在换刀移动架251上的且用于驱动钩紧块254前后翻转的钩紧块驱动装置255、可左右移动且可插设在多个翻转压刀253的穿孔2531内的插杆256、可左右移动且可插设在多个翻转压刀253的插槽2532内的插板257、安装在换刀移动架251上的且用于驱动插杆256和插板257左右移动的插件驱动装置、安装在换刀移动架251上的且用于驱动插杆256上下翻转的插杆翻转装置。优选的,插杆256和插板257可由外往内插入到穿孔2531和插槽2532中,且插板257向内伸出于插杆256,亦即插板257比插杆256更靠近内侧。在本实施例中,左换刀机构25和右换刀机构25中的翻转压刀253均设有六把且六把翻转压刀253为沿左右方向并排设置的。通过设置左换刀机构25和右换刀机构25可用于根据板材的实际尺寸来调整翻转压刀253所需的数量,例如当板材的尺寸较大或较小时,因为翻转压刀253的底面尺寸是固定的,所以可通过对应地增加或减少翻转压刀253的数量来使翻转压刀253压紧板材时与板材更吻合,如需减少翻转压刀253的数量时,则通过插杆256带动需要翻转的那部分翻转压刀253向上翻转并由钩紧块254钩紧,当需要增加时,则只需将翻转后的翻转压刀253复位即可,因此,不同数量的翻转压刀253通过与左选刀机构27和右选刀机构27的配合可以与不同尺寸板材更贴合,压紧效果更好。在使用时,利用插件驱动装置驱动插杆256和插板257向翻转压刀253的方向移动,由于插板257比插杆256更靠近内侧,因此,当插板257插入到不需要翻转的那部分翻转压刀253的插槽2532内时,插杆256也刚好插入到需要翻转的那部分翻转压刀253的穿孔2531内,接着,利用插杆翻转装置驱动插杆256向上翻转同步带动对应的翻转压刀253向上翻转,然后再通过钩紧块驱动装置255驱动钩紧块254来将向上翻转后的翻转压刀253钩紧,防止其掉落;同理,在需要增加翻转压刀253时,只需将锁紧块254复位,接着插杆翻转装置驱动插杆256向下翻转带动对应的翻转压刀253向下翻转复位,紧接着插件驱动装置驱动插杆256和插板257向外侧移动即可。
36.如图3所示,钩紧块驱动装置255包括有安装在换刀移动架251上的钩紧气缸2551;钩紧块254呈倒l形且其一端铰接在钩紧气缸2551的输出轴上,从而使钩紧气缸2551的输出轴伸缩时可带动钩紧块254上下翻转。而为了让钩紧块254可稳定地钩紧翻转压刀253,在翻转压刀253的下端水平地伸出有一与钩紧块253配合的延伸部2533,当钩紧块254钩紧该延伸部2533时即可将翻转压刀253钩紧固定好,同时,延伸部2533还能够增加翻转压刀253的底面面积,让压紧效果更好。
37.如图4所示,插件驱动装置包括有安装在换刀移动架251上的换刀丝杆259、连接在换刀丝杆259一端的插件移动电机260和可沿左右方向移动地安装在换刀丝杆259上的滑动块261;滑动块261分别与插杆256和插板257传动连接。具体的,滑动块261通过一传动板与插板257连接。通过以上设置能够方便带动插杆256和插杆257同步移动。在使用时,通过插件移动电机206驱动换刀丝杆259转动,带动滑动块261滑动,从而让插杆256和插杆257同步移动,进而在移动时可以实现对应地插入到翻转压刀253的穿孔2531和插槽2532中。
38.如图4所示,插杆翻转装置包括有安装在换刀移动架251上的转轴262、连接在转轴262一端的插杆翻转电机263和连接在转轴262和插杆256之间的翻转连接板264;翻转压刀253安装在转轴262上,具体的,在每个翻转压刀253上均设有一与转轴262对应的安装孔;滑动块261的下端连接有两块可左右滑动地套设在转轴262上的夹板265,且翻转连接板264位于两块夹板265之间。通过以上设置能够方便带动插杆256移动和翻转。在使用时,利用滑动块261滑动时带动两块夹板265移动,而位于两块夹板265之间的翻转连接板264被夹板265
推动而导致同步移动,从而达到推动翻转连接板264和插杆256的效果;当插板257和插杆256对应地插设在不需要翻转和需要翻转的翻转压刀253上之后,再通过插杆翻转电机263驱动转轴262转动,而转轴262转动时又带动翻转连接板264和插杆256同步向上翻转,这样就能够使与插杆256连接的翻转压刀253向上翻转,直至被钩紧块254钩紧固定。
39.如图3和图4所示,左换刀机构25和右换刀机构25均还包括有一固定在换刀移动架251上的且位于翻转压刀253内侧的固定压刀258。通过以上设置能够保证左换刀机构25和右换刀机构25能够分别保证至少有一个刀具用于压紧板材,防止左换刀机构25和右换刀机构25的那部分位置出现刀具缺失而影响板材的压紧。优选的,固定压刀258靠近中心压刀23。
40.如图2、图6和图7所示,左选刀机构27和右选刀机构27均包括有多个并排地设置在安装板21上的选刀组件、可左右移动地安装在安装板21上的选刀移动板271、安装在选刀移动板271上的且设有并排的多个连接孔的选刀固定块273,以及固定在安装板21上的且用于驱动选刀移动板271左右移动的选刀电机274;每个选刀组件均包括有可左右移动地安装在安装板21上的移动压刀275和安装在移动压刀275顶部的且与连接孔配合的选刀气缸276;选刀气缸276的输出轴可前后伸展且每个选刀气缸276的输出轴可对应插入至连接孔内,以使选刀气缸276与选刀固定块273连接,从而可以在选刀固定块273跟随选刀移动板271移动时同步带动选刀组件移动。优选的,连接孔的数量与选刀气缸276的数量对应匹配。优选的,移动压刀275与翻转压刀253和固定压刀258对齐,亦即在同一水平线上,从而使得移动压刀275通过向内侧移动而可以靠近在翻转压刀253上,使得各刀具可以相互靠近且可以与板材更好地贴合压紧。通过设置左选刀机构27和右选刀机构27可用于压紧板材的两侧,其可根据板材的实际尺寸来调整移动压刀275的数量,例如当板材的尺寸较大或较小时,因为移动压刀275的底面尺寸是固定的,所以可通过对应地增加或减少移动压刀275的数量来压紧板材,从而让不同数量的移动压刀275通过与左换刀机构25、右换刀机构25和中心压刀23的配合可以与不同尺寸的板材更贴合,压紧效果更好。在使用时,由于选刀固定块273安装在选刀移动板271上,因此,当选定好需要向外移动(亦即需要减少)的选刀组件时,直接利用该选刀组件上的选刀气缸276的输出轴插入到对应的选刀固定块273上的连接孔,再通过选刀电机274带动选刀移动板271向外移动,这样就可以达到驱动选刀组件向外移动的效果,亦即起到了减少移动压刀275的数量的效果,如不需要减少数量,则将选刀组件不与选刀固定块273连接即可,这样在选刀移动块271移动时就不会带动到不需要去除的选刀组件;通过选刀气缸276与选刀固定块273对应连接的数量就能够决定需要向外移动的选刀组件的数量,使用方便,一般来说,优先选择位于外侧的选刀组件,从而方便选刀组件的移动,且移动时不会影响到位于内侧的选刀组件。
41.优选的,如图7所示,在选刀移动板271上设有一沿左右方向延伸的齿条272,在选刀电机274的输出轴上安装有一与齿条272啮合的齿轮2741,从而能够方便齿轮2741转动时带动齿条272移动,同步带动选刀移动板271移动。通过以上设置能够方便选刀电机274驱动选刀移动板271移动,在使用时,选刀电机274驱动齿轮2741转动,同步带动齿条272移动,而因为齿条272是安装在选刀移动板271上的,所以选刀移动板271也同步移动。
42.如图7所示,为了提高选刀移动板271和多个移动压刀275的稳定性,选刀移动板271和多个移动压刀275分别通过一滑轨组件连接在安装板21上,同时,滑轨组件还能够起
到防止选刀移动板271和移动压刀275偏离预设行程的效果。
43.在本实施例中,左选刀机构27和右选刀机构27均包括有八个选刀组件,且八个选刀组件沿左右方向并排设置。
44.优选的,如图1和图2所示,移动压刀275的底面的尺寸大于翻转压刀253的底面的尺寸,从而使得在根据板材的尺寸来设置翻转压刀253和移动压刀275的数量时会更合理,更具体地说,优先计算若干数量的移动压刀275与中心压刀23的底面尺寸来压紧板材,当中心压刀23与若干数量的移动压刀275的底面尺寸不能与板材吻合时,再通过对应数量的翻转压刀253进行刀具底面面积的补偿,使得中心压刀23、翻转压刀253与移动压刀275等三种刀具对板材压紧时的压紧面积与板材的表面更吻合,进而使得压紧效果更好和更稳定。
45.结合图8,下面介绍本实用新型的具体使用原理,以便了解本实用新型:
46.首先,在使用时,在压紧机构2的前方和后方分别设置送板机构1和折弯机构2。板材通过送板机构1被送至压紧底座20的顶面上之后,然后系统通过检测读取板材的具体尺寸参数。读取完成后,中心压刀驱动装置24驱动中心压刀23下移到预设位置,接着左换刀机构25和右换刀机构25启动,换刀驱动气缸252驱动换刀移动架251向内侧移动,带动翻转压刀253和固定压刀258往内侧移动,亦即靠近中心压刀23;然后,系统根据所读取的板材的尺寸数据,通过运算确定需要向上翻转的翻转压刀253和需要向外移动的移动压刀175的数量,亦即确定需要减少的翻转压刀253和移动压刀275的数量;之后,插件移动电机260启动并驱动滑动块261,通过滑动块261在移动时同步带动插板257和插杆256往内侧移动若干距离,其中,在移动过程中,插板257会对应插入到不需要翻转的那部分翻转压刀253顶部插槽2532内对这些翻转压刀253进行固定,而插杆256又刚好会对应插入到需要翻转的那部分翻转压刀253的穿孔2531内,接着插杆翻转电机263启动,驱动转轴262转动,而转轴262转动时带动翻转连接板264及与翻转连接板264连接的插杆256由下往上翻转,插杆256又同步带动其所插入的翻转压刀253同步翻转,当翻转压刀253翻转到预设位置时停止,紧接着钩紧气缸2551启动,驱动钩紧块254向前翻转而钩紧在向上翻转后的翻转压刀253的延伸部2533上,完成了翻转压刀253的固定;接着左选刀机构27和右选刀机构27启动,各个选刀气缸276对应插入到选刀固定块273的连接孔内之后,选刀电机274通过齿轮2741与齿条272的啮合带动选刀移动块271往内侧移动,亦即移动压刀275往翻转压刀253贴近;然后,位于内侧的且不需要向外移动的选刀组件上的选刀气缸276的输出轴收缩,使选刀气缸276与选刀固定块273脱开,接着,选刀电机274启动,带动选刀固定块273往外侧复位,而需要往外移动的那部分选刀组件由于还与选刀固定块273连接,因此也会同步往外侧复位;复位完成后,安装板驱动电机221通过安装板连杆组件222驱动安装板21向下移动,同步带动中心压刀23、翻转压刀253、固定压刀258和移动压刀275等刀具向下移动,直至压紧在板材上,然后即可利用折弯机构3对板材进行折弯,折弯完成后再驱动安装板21向上移动即可松开板材;当需要增加翻转压刀253和移动压刀275时,首先将未移动的那部分选刀组件的选刀气缸276与选刀固定块273连接,接着选刀电机274驱动这部分选刀组件往外侧复位,然后即可进行翻转压刀253的复位,翻转压刀253复位完成后可以再根据情况来调整翻转压刀253和移动压刀275的数量。
47.综上所述,本实用新型具有结构合理、结构紧凑、使用方便和使用稳定等优点;其能够根据板材的尺寸大小来调整压紧刀具的尺寸,使得刀具压紧在板材上时的压紧面积与
板材的顶面更吻合,从而使得压紧效果更好,且能够适用于不同尺寸板材的使用;同时,由于中心压刀23、翻转压刀253、固定压刀258和移动压刀275等刀具的设置可以让以上刀具压紧在板材的各个位置,从而让板材不易松动,亦即提高了压紧效果。
48.本实用新型并不局限于上述实施方式,如果对本实用新型的各种改动或变形不脱离本实用新型的精神和范围,倘若这些改动和变形属于本实用新型的权利要求和等同技术范围之内,则本实用新型也意图包含这些改动和变形。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1