一种泵体连接件夹具的制作方法
1.本技术涉及工装夹具的领域,尤其是涉及一种泵体连接件夹具。
背景技术:
2.泵体的连接件主要用于连接泵体内的构件,是使得构件与构件之间起连接作用的零件,由于连接件起传递作用,从而成为泵体不可缺少的组件之一,连接件在加工时通常先固定到夹具上,以免连接件在加工时晃动。从而影响加工精度,之后再对连接件进行加工。
3.但是通常夹具一次性只能夹持一个连接件进行加工,导致每个连接件的加工时间长,致使连接件的生产效率缓慢。
技术实现要素:
4.为提高连接件的加工效率,本技术提供一种泵体连接件夹具。
5.本技术提供的一种泵体连接件夹具采用如下的技术方案:
6.一种泵体连接件夹具,包括底座、第一定位块、第二定位块和夹紧机构,所述底座水平布设,第一定位块和第二定位块对称固定在底座上,夹紧机构设置在底座上且位于第一定位块和第二定位块之间,夹紧机构用于将两个连接件分别夹紧在第一定位块、第二定位块上。
7.通过采用上述技术方案,当连接件进行加工时,将两个连接件分别放置在第一定位块和第二定位块上,夹紧机构通过抵紧连接件,从而将连接件夹持在第一定位块与第二定位块上进行加工,因此夹具可一次性夹持两个连接件进行加工,继而提高连接件的加工效率。
8.优选的,所述夹紧机构包括第一滑块、第二滑块、v形压块和夹紧气缸,所述第一滑块和第二滑块均水平设置在底座上,第一滑块和第二滑块沿第一定位块和第二定位块的对称轴线对称布设,v形压块竖直设置在底座上且位于第一滑块和第二滑块之间,第一滑块与第二滑块相对一侧均开设有与v形压块贴合的锥面,夹紧气缸竖直固定在底座内,v形压块固定在夹紧气缸的活塞杆上。
9.通过采用上述技术方案,夹紧机构在工作时,夹紧气缸驱动v形压块沿竖直方向向下滑动,进而推动第一滑块、第二滑块沿靠近连接件的方向移动,从而夹紧连接件,一套夹紧机构对两个连接件同时进行限位,从而保持连接件在夹具上同步性,提高夹紧机构的利用率,进而提高夹具的结构稳定性。
10.优选的,所述底座上固定有第一滑套和第二滑套,第一滑套滑动套设第一滑块、第二滑套滑动套设第二滑块。
11.通过采用上述技术方案,当第一滑块、第二滑块在滑动时,第一滑套套和第二滑套分别限定第一滑块、第二滑块沿靠近和远离连接件方向滑动,避免第一滑块和第二滑块在移动时沿竖直方向晃动,从而提高夹具的结构精密性。
12.优选的,所述第一滑套、第二滑套内壁上均固定有限位块,第一滑块和第二滑块均
开设有用于供限位块滑动的开口槽,第一滑块和第二滑块在开口槽内均设置有弹簧,弹簧的一端抵紧限位块,另一端分别抵紧第一滑块、第二滑块。
13.通过采用上述技术方案,当第一滑块、第二滑块在沿靠近连接件的方向滑动时,弹簧压缩,第一滑块与第二滑块抵紧连接件,当连接件脱离夹具时,弹簧由于压缩产生的弹力推动第一滑块和第二滑块沿远离连接件方向滑动,限位块防止第一滑块和第二滑块在滑动过程中脱离第一滑套和第二滑套,从而完成对连接件的夹紧与放松,进而提高夹具的结构紧密性。
14.优选的,所述v形压块的下端面固定有沿竖直方向布设的连接套,连接套远离v形压块的一端螺纹套设在夹紧气缸的活塞杆上。
15.通过采用上述技术方案,当v形压块沿竖直方向滑动时,夹紧气缸驱动活塞杆带动连接套沿竖直方向移动,从而v形压块沿竖直方向运动,当v形压块损伤不能使用时,通过连接套旋离活塞杆,从而将v形压块进行更换,避免由于v形压块损伤整体不能使用的情况,继而提高夹具的灵活性。
16.优选的,所述第一定位块、第二定位块、第一滑块、第二滑块上均设置有与连接件贴合的弧形夹持面。
17.通过采用上述技术方案,当连接件进行装夹时,第一定位块与第一滑块一组、第二定位块与第二滑块一组同时将两个连接件外表贴合进行夹紧,从而避免连接件在加工时沿水平方向晃动,从而提高连接件的加工精度。
18.优选的,所述底座包括支撑底板、支撑顶板和支撑杆,所述支撑底板水平布设,支撑顶板水平位于支撑底板的正上方,且用于支撑第一定位块、第二定位块和夹紧机构,支撑杆位于支撑底板和支撑顶板之间,且支撑杆的两端分别固定在支撑底板、支撑顶板上,所述夹紧气缸竖直固定在支撑底板上,所述连接套沿竖直方向滑动穿过支撑顶板。
19.通过采用上述技术方案,底座布设时,支撑底板固定在机器上,支撑顶板进行连接件的夹持,当夹紧机构进行工作时,夹紧气缸位于支撑定杆下方,v形压块位于支撑顶板上方,夹紧气缸带动连接套沿竖直方向滑动,连接套使得活塞杆与v形压块进行连接,从而提高夹具的结构稳定性。
20.优选的,所述支撑底板上还设置有用于防止连接件沿竖直方向晃动的导向组件,所述导向组件包括导向板、导向气缸、第一顶杆、第二顶杆,所述导向板水平位于支撑顶板和支撑底板之间,导向气缸竖直固定在支撑底座上,导向板固定在导向气缸的活塞杆上,第一顶杆和第二顶杆均沿竖直方向固定在导向板上,且第一顶杆和第二顶杆均沿正对连接件方向滑动穿过支撑顶板。
21.通过采用上述技术方案,导向组件在工作时,导向气缸驱动活塞杆沿竖直方向移动,导向板带动第一顶杆和第二顶杆沿竖直方向向上运动,直至第一顶杆、第二顶杆抵紧连接件,从而防止连接件在加工时沿竖直方向晃动,从而提高连接件的加工精度。
22.综上所述,本技术包括以下至少一种有益技术效果:
23.1.两个连接件能够分别放置在第一定位块、第二定位块上,夹紧机构能够同时对两个连接件进行夹紧,从而使得夹具一次性夹持两个连接件进行加工,继而提高连接件的加工效率;
24.2.夹紧气缸能够驱动v形压块沿竖直方向滑动,v形压块能够推动第一滑块与第二
滑块沿靠近连接件的滑动,从而使一套夹紧机构能够同时完成对两个连接件的夹紧,从而提高夹具的工作效率;
25.3.导向气缸能够带动导向板沿竖直方向向上移动,导向板能够带动第一顶杆、第二顶杆抵紧连接件,从而防止连接件在加工时沿竖直方向晃动。
附图说明
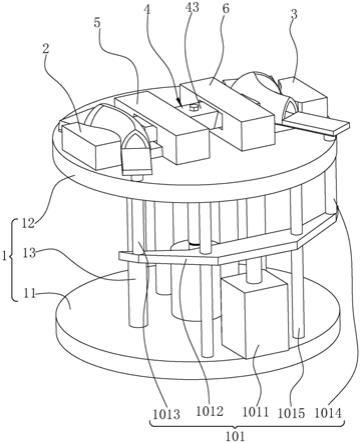
26.图1是一种泵体连接件夹具的整体示意图。
27.图2是本技术实施例中夹紧机构的结构示意图。
28.图3是本技术实施例中第一定位块和第二定位块位置示意图。
29.图4是图2中a部分的放大图。
30.图5是本技术实施例中v形压块的连接示意图。
31.图6是本技术实施例中导向组件的结构示意图。
32.图中:1、底座;11、支撑底板;12、支撑顶板;13、支撑杆;2、第一定位块;3、第二定位块;4、夹紧机构;41、第一滑块;42、第二滑块;43、v形压块;44、夹紧气缸;5、第一滑套;6、第二滑套;7、限位块;8、弹簧;9、连接套;10、弧形夹持面;101、导向组件;1011、导向板;1012、导向气缸;1013、第一顶杆;1014、第二顶杆;1015、导向柱。
具体实施方式
33.以下结合附图1
‑
5对本技术作进一步详细说明。
34.本技术实施例公开一种泵体连接件夹具。参照图1,一种泵体连接件夹具包括底座1、第一定位块2、第二定位块3和夹紧机构4,底座1包括支撑底板11、支撑顶板12和支撑杆13,支撑底板11水平布设,支撑顶板12水平位于支撑底板11正上方,支撑杆13位于支撑底板11与支撑顶板12之间,且一端与支撑底板11相固定,另一端与支撑顶板12相固定,第一定位块2与第二定位块3对称固定在支撑顶板12上,夹紧机构4设置在底座1上且位于第一定位块2与第二定位块3之间。
35.当夹具夹持连接件时,两个连接件分别放置在第一定位块2、第二定位块3处,夹紧机构4通过抵紧两个连接件,从而将两个连接件分别夹紧在第一定位块2、第二定位块3处,进而一套夹具同时夹持两个连接件进行加工,继而提高连接件的加工效率。
36.参照图1和图2,夹紧机构4包括第一滑块41、第二滑块42、v形压块43和夹紧气缸44,第一滑块41和第二滑块42均水平设置在支撑顶板12上,第一滑块41和第二滑块42沿第一定位块2和第二定位块3的对称轴线对称布设,支撑顶板12上固定有第一滑套5和第二滑套6,第一滑套5上套设第一滑块41,第二滑套6上套设第二滑块42,v形压块43竖直设置在底座1上且位于第一滑块41和第二滑块42之间,第一滑块41与第二滑块42相对一侧均开设有与v形压块43贴合的锥面,夹紧气缸44竖直固定在支撑底板11上,v形压块43的下端面与夹紧气缸44的活塞杆连接,参照图3,第一定位块2、第二定位块3、第一滑块41、第二滑块42上均设置有与连接件贴合的弧形夹持面10,以防止连接件在加工时沿水平方向晃动。
37.当夹紧机构4夹紧连接件时,夹紧气缸44驱动活塞杆沿竖直方向向下移动,活塞杆带动v形压块43向下滑动,以驱使第一滑块41、第二滑块42沿靠近连接件的方向滑动,从而夹紧连接件,第一滑套5和第二滑套6限定第一滑块41与第二滑块42的滑动方位,防止第一
滑块41与第二滑块42在滑动时受力不均从而沿竖直方向倾斜,继而完成对连接件的夹紧。
38.参照图2和图4,第一滑套5与第二滑套6内壁均固定有限位块7,第一滑块41和第二滑块42均开设有供限位块7滑动的开口槽,第一滑块41和第二滑块42在开口槽内均设置有弹簧8,弹簧8的一端抵紧限位块7,另一端分别抵紧第一滑块41、第二滑块42,当第一滑块41、第二滑块42夹紧连接件时,弹簧8开始压缩,当连接件脱离夹具时,弹簧8由于压缩产生弹力进而推动第一滑块41、第二滑块42远离连接件,限位块7防止第一滑块41、第二滑块42在滑动时分别脱离第一滑套5、第二滑套6,继而提高夹具的结构稳定性。
39.参照图2和图5,v形压块43下方设置有连接套9,且v形压块43通过螺钉与连接套9连接固定,连接套9沿竖直方向滑动穿过支撑顶板12,连接套9远离v形压块43的一端螺纹套设在夹紧气缸44的活塞杆上,当v形压块43不能使用时,连接套9旋离夹紧气缸44,v形压块43脱离连接套9进行更换,从而避免由于v形压块43导致整套夹具不能使用的情况,进而提高夹具的结构稳定性。
40.参照图1和图6,底座1上还设置有导向组件101,导向组件101包括导向板1011、导向气缸1012、第一顶杆1013、第二顶杆1014,导向板1011水平位于支撑顶板12和支撑底板11之间,导向气缸1012竖直固定在支撑底座1上,导向板1011固定在导向气缸1012的活塞杆上,第一顶杆1013和第二顶杆1014均沿竖直方向固定在导向板1011上,且第一顶杆1013和第二顶杆1014均沿正对连接件方向滑动穿过支撑顶板12,支撑底座1上沿竖直方向固定有导向柱1015,导向柱1015滑动穿过导向板1011,且一端固定在支撑底板11上,另一端固定在支撑顶板12上。
41.当导向组件101在工作时,导向气缸1012驱动活塞杆沿竖直方向移动,导向板1011带动第一顶杆1013和第二顶杆1014沿竖直方向向上运动,直至第一顶杆1013、第二顶杆1014抵紧连接件,从而防止连接件在加工时沿竖直方向晃动,导向柱1015引导导向板1011沿竖直方向移动,避免导向板1011因受力不均而晃动,从而提高连接件的加工精度。
42.本技术实施例一种泵体连接件夹具的实施原理为:当连接件进行加工时,首先将两个连接件分别对称放置在第一定位块2、第二定位块3上,其次夹紧气缸44驱动活塞杆沿竖直方向向下移动,从而带动v形压块43沿竖直方向向下滑动,第一滑块41、第二滑块42沿靠近连接件的方向滑动,直至抵紧连接块,然后导向气缸1012驱动导向板1011沿竖直方向向上移动,从而带动第一顶杆1013、第二顶杆1014靠近连接件,直至第一顶杆1013、第二顶杆1014抵紧连接件,最后对两个连接件进行加工,最终提高连接件的加工效率。
43.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1