一种自动冲孔机的制作方法
1.本实用新型涉及机械技术领域,尤其涉及一种自动冲孔机。
背景技术:
2.我公司电动床用管件的冲孔采用人工冲孔方式,过程费时费力,生产效率不高。现有加工生产方式的各工序采用人工操作方式,主要技术缺点:自动化程度低,整个过程耗时、费力、效率低;中间物流周转频次多,中间物流周转频繁;工人劳动强度大,作业现场存在较高安全风险。
技术实现要素:
3.本实用新型提供一种自动冲孔机,以解决管件冲孔自动化程度低的技术问题。
4.为此,本实用新型提供的一种自动冲孔机,其特征在于,包括:管件输送机构、第一冲孔机构和第四机架;其中,所述管件输送机构和所述第一冲孔机构均设于所述第四机架上;所述第一冲孔机构架设于所述管件输送机构的上方;所述管件输送机构驱动管件流经所述第一冲孔机构;当管件到达冲孔位,所述第一冲孔机构对管件进行冲孔。
5.进一步地,还包括:视觉识别装置和变位装置;其中,所述视觉识别装置架设于所述管件输送机构的上方,所述视觉识别装置用于识别焊缝;所述变位装置设于所述第四机架上,所述变位装置用于转动管件;当管件的顶面存在焊缝时,所述变位装置转动管件使得管件的其他面朝上。
6.进一步地,所述管件输送机构包括:夹料气缸组、升降装置、移位送料装置;其中,所述夹料气缸组设于所述升降装置上;所述夹料气缸组和所述升降装置设于所述移位送料装置上;所述升降装置驱动所述夹料气缸组相对于所述第四机架的往复升降;所述移位送料装置驱动所述夹料气缸组沿物料行进方向往复平移。
7.进一步地,所述视觉识别装置为视觉相机。
8.进一步地,升降气缸组和旋转气缸组;其中,所述旋转气缸组设于所述升降气缸组上,升降气缸组驱动所述旋转气缸组相对于所述第四机架往复升降;所述旋转气缸组用于驱动管件旋转。
9.进一步地,所述第一冲孔机构包括:第一孔模装置、第一冲压装置;其中,所述第一孔模装置架设于管件的行进路径的上方;所述第一冲压装置架设于所述第一孔模装置的上方;当管件到达冲孔位,所述第一孔模装置的自由端伸入管件内腔,所述第一冲压装置朝向所述第一孔模装置冲切。
10.进一步地,所述第一冲孔机构还包括:对中定位装置,所述对中定位装置对管件进行对中。
11.进一步地,还包括:第二冲孔机构;其中,所述第二冲孔机构包括:第二孔模装置、第二冲压装置;所述第二孔模装置架设于管件的行进路径的上方;所述第二冲压装置设于所述第二孔模装置的侧方或上方;当管件到达冲孔位,所述第二孔模装置的自由端深入管
件内腔,所述第一冲压装置朝向所述第二孔模装置冲切。
12.进一步地,还包括:滑台模组和伺服电机;其中,所述滑台模组和所述伺服电机均设于所述第四机架上;所述管件输送机构、所述视觉识别装置、所述第一冲孔机构各自均呈镜像的分为两个部分并可滑动的设于所述滑台模组的上;所述伺服电机可驱动两个部分之一沿滑台模组朝向对方移动。
13.本实用新型通过管件输送机构和第一冲孔机构的配合,实现管件双头自动冲孔,缩短了生产节拍,提高了单位时间产能;减少了生产人员的投入,降低了人员劳动强度和作业安全风险;产品一致性更好,生产成本更低,且更安全。
附图说明
14.通过阅读参照以下附图所作的对非限制性实施例所作的详细描述,本实用新型的其它特征、目的和优点将会变得更明显:
15.图1为本实用新型实施例的一种管件自动加工生产线的立体结构示意图;
16.图2为本实用新型实施例中自动上料机使用状态立体结构示意;
17.图3为本实用新型实施例中自动上料机的侧视图;
18.图4为本实用新型实施例中自动上料机的立体结构示意图;
19.图5为本实用新型实施例中自动切割机的立体结构示意图;
20.图6为本实用新型实施例中自动去毛刺机的立体结构示意图;
21.图7为本实用新型实施例中旋转板的立体结构示意图;
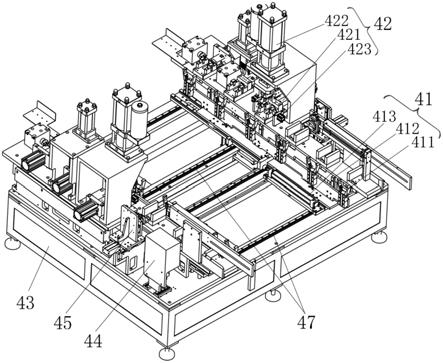
22.图8为本实用新型实施例中自动冲孔机的立体结构示意图;
23.图9为本实用新型实施例中自动冲孔机的俯视图;
24.图10为本实用新型实施例中第一输送链的立体结构示意图;
25.图11为本实用新型实施例中第二输送链的立体结构示意图;
26.图12为本实用新型实施例中第三输送链的立体结构示意图。
27.附图标记说明:
28.0-长管;
29.1-自动上料机、2-自动切割机、3-自动去毛刺机、4-自动冲孔机、第一机架 11、顶升机构12、输送机构13和齐头送料机构14、121-储料仓、122-顶升装置、123-导向装置、1231-导向板、1232-分料板、1233-第一顶出装置、131-传送装置、132-第一挡停装置、133-导正板、134-排料机构、1341-排料架、1342
‑ꢀ
挡停板、1343-第二顶出装置、1344-重力压料板、141-送料装置、142-第二挡停装置、1411-导料装置、1412-后送料装置;
30.21-第二机架、22-第一夹持装置、23-第二夹持装置23、24-第三夹持装置、 25-切割装置、26-输送装置;
31.31-输送装置、32-去毛刺装置、33-第三机架、311-限位件、34-管件旋转装置、341-旋转槽、35-料道、36-顶料气缸、351-第一挡料板、352-第二挡料板、 331-调节装置;
32.41-管件输送机构、411-夹料气缸组、412-升降装置、413-移位送料装置、 42-第一冲孔机构、421-第一孔模装置、422-第一冲压装置、423-对中定位装置、 43-第四机架、44-视觉识别装置、45-变位装置、451-升降气缸组、452-旋转气缸组、453-对中夹紧气缸组、46-第二冲孔机构、461-第二孔模装置、462-第二冲压装置、47-滑台模组;
33.5-第一输送链、51-第一链板输送线、52-第一推料气缸、53-第一齐头装置;
34.6-第二输送链、61-第二链板输送线、62-第二齐头装置、63-第一集料装置、 631-第一伸缩杆、632-集料气缸;
35.7-第三输送链、71-第三链板输送线、72-第三推料气缸、73-第三齐头装置、 74-第二集料装置、741-第二伸缩杆;8-搬运机器人。
具体实施方式
36.下面结合附图对本实用新型作进一步详细描述。
37.需要说明的是,长管0是指未经切割、且长度较长的管件,无法直接用于智能床(即电动床)的生产,推荐横截面为矩形、方形的焊管或其他管材矩形焊管和方管。管件是指用于智能床(即电动床)床架生产的矩形焊管和方管。管件通过焊接或者其他拼接工序后组成床架。
38.图1为本实用新型实施例的一种管件自动加工生产线的立体结构示意图,如图1所示,本实用新型提供的管件自动加工生产线包括:自动上料机1、自动切割机2、自动去毛刺机3和自动冲孔机4;其中,所述自动上料机1的出料口与所述自动切割机2的进料口连通,所述自动切割机2的出料口与所述自动去毛刺机3的进料口连通,所述自动去毛刺机3的出料口和所述自动冲孔机4 的进料口连通。
39.成捆的长管0装入自动上料机1,自动上料机1将一根或多根长管0根据生产节拍连续不断的送入自动切割机2中;自动切割机2对长管0进行自动去料头处理后,对余下的部分长管0进行定长切割,按预设长度切割而成的管件流入自动去毛刺机3;达不到预设长度的料尾经废料口流出自动切割机2;自动去毛刺机3对管件的两端进行去毛刺处理,完成去毛刺工序的管件流入自动冲孔机4;自动冲孔机4再根据需求对管件进行冲孔,最后的管件流出自动冲孔机4。
40.本实用新型通过自动上料机1、自动切割机2、自动去毛刺机3和自动冲孔机4之间的配合,实现了床架用管件的自动化生产;自动上料机1完成成捆的长管0的取料和连续自动供料,每次可选供料一根或多根;自动切割机2对长管0进行定长切割以得到符合预设长度的管件,并具有料头和料尾自动处理功能;自动去毛刺机3可以去除锯断管件的端面毛刺,有助于后续拼接工序中管件的齐平;自动冲孔机4实现对管件的自动冲孔,冲孔的规格、数量可根据需求设定,且具有自动识别并避开焊管的焊缝面进行冲孔功能,有助于床架生产效率和质量的提高,减少人员投入。全自动化的生产代替各工序单独手工作业,减少了物料周转和人员需求,劳动强度大大降低,管件的一致性更好,且避免了毛刺对后续工序品质的影响,生产成本更低,生产效率更高,还杜绝了人工操作的安全隐患,适宜工业化连续生产,有助于降低整床的成本。
41.图2为本实用新型实施例中自动上料机使用状态立体结构示意、图3为本实用新型实施例中自动上料机的侧视图、图4为本实用新型实施例中自动上料机的立体结构示意图,如图2至图4所示,自动上料机1用于长管0自动上料,包括:第一机架11、顶升机构12、输送机构13和齐头送料机构14;其中,所述顶升机构12、所述输送机构13和所述齐头送料机构14依序设置在所述第一机架11上;所述顶升机构12的出料口与所述输送机构13的进料口相匹配;所述输送机构13的出料口与所述齐头送料机构14的进料口相匹配;所述顶升机构12用
于驱使长管0依序进入所述输送机构13;所述输送机构13用于驱使长管0进入所述齐头送料机构14;所述齐头送料机构14用于控制长管0至预设位置。
42.成捆的长管0装入自动上料机1,规则堆叠的长管0放置在顶升机构12中,顶升机构12负载着成捆的长管0沿预设方向上升,顶升机构12可选用伺服电机驱动四个丝杆同步顶升机;当成捆的长管0最上层与输送机构13的进料口对齐,顶升机构12停止上升,成捆的长管0最上层的一排在重力、推力或其他驱动力的作用下依序进入输送机构13,直至成捆的长管0最上层的一排全部流出;然后,顶升机构12继续沿预设方向继续上升,重复前述动作,依次反复完成成捆的长管0的自动上料;长管0经输送机构13依序流入后齐头送料机构14中,长管0达到预设位置完成齐头定位后,可使一次送料的多根管件头部对齐,流出自动上料机1进入后续切割工序。通过顶升机构12、输送机构13和齐头送料机构14之间的配合,自动完成成捆的长管0的分料,实现单根或多根长管0 的自动规整、齐头和送料,消除中间物流周转,实现长管0加工的连续自动上料,有助于减少用工,提高生产效率,降低生产成本,提升生产的安全等级。
43.具体地,如图3和图4所示,所述顶升机构12包括:储料仓121、顶升装置122和导向装置123;其中,所述储料仓121设于所述第一机架11的顶部,所述储料仓121的出料口与所述输送机构13的进料口相匹配;所述顶升装置 122设于所述第一机架11;所述导向装置123设于所述储料仓121的底部;所述顶升装置122驱动所述导向装置123沿所述储料仓121上移;当所述长管0 随所述导向装置123上升至所述储料仓121的出料口,所述导向装置123驱使位于所述储料仓121的出料口的所述长管0进入所述输送机构13的进料口。
44.成捆的长管0装入储料仓121,并放置在导向装置123上,顶升装置122 驱动导向装置123上升从而带动成捆的长管0上升,直至成捆的长管0最上层达到储料仓121的出料口,成捆的长管0最上层的一排在重力、推力或其他驱动力的作用下依序进入输送机构13的进料口,直至成捆的长管0最上层的一排从储料仓121全部流出;然后,顶升机构12驱动导向装置12继续上升,并重复前述动作,依次反复完成成捆的长管0的自动上料。通过储料仓121、顶升装置122和导向装置123的配合,仅通过简单的直线运动就完成了成捆的长管 0的分料,简单快捷,维护方便。
45.优选地,如图3和图4所示,所述导向装置123包括:导向板1231,所述导向板1231的顶端为斜面,所述长管0沿所述导向板1231滑落至所述储料仓 121的出料口。
46.当成捆的长管0最上层达到储料仓121的出料口时,在导向板1231斜面的作用下,成捆的长管0最上层的一排在自身重力的作用下滑落进入所述输送机构13。通过导向板1231顶部的倾斜设计,无需增设新的动力装置,即实现了相同的功能,制造成本极低,简单耐用,且有助于降低能耗,降低成本。
47.具体地,如图3和图4所示,所述导向装置123还包括:分料板1232和第一顶出装置1233;其中,所述分料板1232的顶部朝向所述导向板1231的一面设有开口,所述开口与长管0的形状相匹配;所述分料板1232与所述导向板 1231相交;所述第一顶出装置1233设于所述分料板1232上,所述第一顶出装置1233的自由端朝向所述导向板1231的顶部,所述第一顶出装置1233可驱使位于所述开口处的长管0越过所述分料板1232的顶部进入所述输送机构13的进料口。
48.成捆的长管0最上层的一排在重力作用下,滑入设置在分料板1232的顶部的开口,
第一顶出装置1233上方的开口处有一根长管0,第一顶出装置1233 的自由端顶出后将开口处的长管0顶入输送机构13,第一顶出装置1233缩回后,后续一根长管0滑入开口,依次反复动作,成捆的长管0最上层的一排全部流入输送机构13;然后,顶升装置122继续驱动导向板1231上升,重复前述动作。通过增设带有开口的分料板1232对长管0进行预定位,并配合第一顶出装置1233控制生产节拍,防止出现卡料,保证设备稳定运行,有助于连续生产的稳定。
49.进一步地,如图3所示,所述输送机构13包括:传送装置131、第一挡停装置132;其中,所述传送装置131设于所述第一机架11,所述传送装置131 的进料口与所述顶升机构12的进料口相适应;所述第一挡停装置132设置在所述传送装置131的出料口处;当所述第一挡停装置132进行挡停时,长管0被挡停在所述传送装置131的出料口;当所述第一挡停装置132未进行挡停时,长管0经所述传送装置131进入所述齐头送料机构14的进料口。
50.长管0流入输送机构13,传送装置131将长管0朝齐头送料机构14的进料口方位输送;传送装置131可选用平行链条组、传送带或传送辊等现有技术;第一挡停装置132离开挡停位置时,长管0流入齐头送料机构14;若齐头送料机构14料满,第一挡停装置132进入挡停位置阻止来料继续进入;第一挡停装置132可选用气缸、伸缩杆或自动阀等现有技术。通过传送装置131、第一挡停装置132配合,实现长管0的输送并控制出料,并提供增设的传送形成,便于自动上料机1节拍的调整和容错率,增强设备的通用性和可靠性。
51.优选地,如图3所示,输送机构13还包括:导正板133,导正板133架设于输送机构13进料口的上方。通过控制导正板133与输送机构13垂直间距,将长管0按照预设方向导正,如矩形的长管0长边与传送装置131垂直,可以通过控制导正板133与输送机构13垂直间距使矩形的长管0倒下,矩形的长管 0长边与传送装置131平行,将来料导正。通过导正板133控制来料长管0姿态的统一,便于后续行进,防止堆叠卡机,保证运行的稳定。
52.具体地,如图3所示,还包括:排料机构134,所述排料机构134包括:排料架1341;所述排料架1341倾斜地设于所述传送装置131和所述齐头送料机构14之间;所述排料架1341的一端设于所述传送装置131的出料口下方,所述排料架1341的另一端与所述齐头送料机构14的进料口对齐;长管0通过所述排料架1341滑落进入所述齐头送料机构14。
53.排料机构134与齐头送料机构14之间增设排料架,增加长管0的行程,方便生产节拍的调整和控制,便于第一挡停装置132挡停作业,改善设备的稳定性,提升连续供料可靠性。
54.具体地,如图3所示,所述排料机构134还包括:挡停板1342和第二顶出装置1343;其中,所述挡停板1342固设于所述排料架1341的另一端形成“√”形;所述第二顶出装置1343设于所述第一机架11上,所述第二顶出装置1343 的自由端朝向所述挡停板1342的顶部,所述第二顶出装置1343可驱使位于所述排料架1341与所述挡停板1342交界处的长管0越过所述挡停板1342的顶部进入所述齐头送料机构14。
55.长管0通过排料架1341滑向齐头送料机构14时,长管0会被挡停板1342 挡住并依序排列在排料架1341上,等待第二顶出装置1343将其顶起越过挡停板1342进入齐头送料机构14。通过挡停板1342进行储料和排料,方便生产节拍的调节,便于连续生产,减少停机,提高生产效率。
56.具体地,如图3所示,所述排料机构134还包括:重力压料板1344;所述重力压料板
1344可活动地架设在所述输送机构13的出料口的上方。
57.重力压板1344采用长条厚钢板制成,重力压板1344的上端部通过螺栓安装机架上,重力压板1344的下端部可沿着螺栓旋转运动。在重力作用下,重力压板1344的下端部绕着上端部螺栓旋转垂落,当有长管0沿排料架1341落料时,重力压板1344的下端部被长管0顶起,长管0落下过程将减速并被整齐地排列在斜料道上,方便后续取料。
58.长管0进一步地,如图4所示,所述齐头送料机构14包括:送料装置141 和第二挡停装置142;其中,所述送料装置141设于所述第一机架11上;所述第二挡停装置142设于所述送料装置141的出料口;当所述第二挡停装置142 进行挡停时,长管0被挡停在所述送料装置141的出料口;当所述第一挡停装置132未进行挡停时,长管0经所述送料装置141的出料口流出。
59.长管0进入齐头送料机构14,送料装置141将其向出料口方向输送,送料装置141可选用平行链条组、传送带或传送辊等现有技术;至第二挡停装置142 处被挡停,完成预定位后第二挡停装置142移开不再进行挡停,第二挡停装置 142可选用气缸、伸缩杆或自动阀等现有技术;长管0被送入后续工序。通过第二挡停装置142进行预定位,统一出料位置,既方便控制生产节拍,又便于后续工序的标准化和自动化。
60.具体地,如图3所示,所述送料装置141包括:导料装置1411和后送料装置1412;其中,所述导料装置1411上沿长管0行进方向间隔设有多个“v”形送料辊;所述后送料装置1412设于导料装置1411的一端;所述第二挡停装置 142设于导料装置1411的另一端;所述后送料装置1412可驱动长管0朝所述第二挡停装置142运动。
61.长管0进入送料装置141落在导料装置1411上,后送料装置1412推动长管0朝导料装置1411的另一端运动,第二挡停装置142挡停齐头后再进入后续工序。通过一端设置后送料装置1412,改善设备通用性,且不易出现卡料的情况,稳定可靠。
62.图5为本实用新型实施例中自动切割机的立体结构示意图,如图5所示,自动切割机包括:第二机架21、第一夹持装置22、第二夹持装置23、第三夹持装置24和切割装置25;其中,所述第一夹持装置22设置在所述第二机架21 的一端;所述第二夹持装置23、所述第三夹持装置24依序间隔地设置在所述第二机架21的另一端;所述第一夹持装置22、所述第二夹持装置23和所述第三夹持装置24处于同一水平轴线上;所述第一夹持装置22和所述第三夹持装置24均可相对于所述第二夹持装置23沿长管0行进方向往复移动;所述切割装置25设置在所述第二机架21的另一端,所述切割装置25用于沿所述第二夹持装置23与所述第三夹持装置24之间的间隔切割长管0。
63.自动上料机1中流出长管0,第一夹持装置22移动至预设位置夹紧长管0,随后第一夹持装置22带动长管0朝第二夹持装置23移动,第三夹持装置24 此时应缩回在最右侧,长管0头部将第二夹持装置23内残留的上一根长管0 尾料顶出,实现料尾自动排料;同时,当长管0送料到位后,第二夹持装置23 夹紧,切割装置25动作,实现料头锯切和自动排料。料头、料尾自动排料完成后,自动锯切机执行自动定长锯切工序,第三夹持装置24松开并按照预设距离向第二夹持装置23移动到位,第一夹持装置22松开退至预定送料位,第一夹持装置22到位后夹紧管件,第二夹持装置23松开,然后第一夹持装置22定长送料,定长送料到位后,第二夹持装置23、第三夹持送料装置24同时夹紧,锯切装置25动作锯断管件,此时第一夹持装置22松开退回至预定位置并夹紧长管0等待下一次送料;锯切装置25锯断完成后退
回,第二夹持装置23、第三夹持装置24松开,第一夹持装置22夹持长管0向第二夹持装置23、第三夹持装置24移动,第三夹持装置24中的管件被顶入输送装置26;如前述,各装置依序配合动作,完成连续自动定长锯切。
64.长管0锯切最后一根管件时,锯切装置25退回后,第三夹持装置24夹持管件向输送装置26移动,第三夹持装置24到位后松开并停留该位置,管件流入输送装置26,第一夹持装置22松开并移动至送料位,第二夹持装置23松开。长管0被锯下来的部分流出自动切割机2,可通过在第三夹持装置24下方设置落料口、传送带或动力辊筒等方式实现;如前述依次反复动作,即可实现长管 0自动定长连续锯切。
65.通过第一夹持装置22、第二夹持装置23、第三夹持装置24之间的配合,保证长管0夹紧牢固、可靠,利用三个夹持装置之间的相对位移定长切割,并实现料头、料尾的自动排料,全自动切割生产效率更高,也便于前后工序成产节拍的调整。
66.进一步地,还包括:输送装置26,所述输送装置26设置在所述第二夹持装置23、所述第三夹持装置24和所述输送装置26依序设置在所述第二机架21 的另一端。
67.对于同一长管0,第一夹持装置22第一次送料,第三夹持装置24朝远离第二夹持装置23的方向移动,到位后第二夹持装置23、第三夹持装置24之间的空档即为废料落料口,第二夹持装置23夹紧,切割装置25锯断长管0的头部作为废料,切割装置25锯断长管退回后,第二夹持装置23自动松开,第一夹持送料装置22夹紧长管0向第二夹持装置23进料,废料自第二夹持装置23 与第三夹持装置24之间的空档落下,实现长管0的料头处理,可在第二机架 21上设置落料口或输送装置26将锯下来的部分送出自动切割机2;第一夹持装置22复位并重新夹紧等待进行再次送料,第二夹持装置23和第三夹持装置24 复位重新夹紧,切割装置25进行锯切,第三夹持装置24松开后,成品管件被动力辊筒运走,重复该步骤直至无法产出成品件;长管0最后一段符合预设长度的部分锯切完成后,第一夹持装置22送入新的长管0,将留在第二夹持装置 23中料尾顶出,料尾经第二夹持装置23、第三夹持装置24之间的空档流出自动切割机。优选地,所述输送装置26为动力辊筒、传送链条或传送带。通过增设输送装置26将管件送出自动切割机2,防止管件堆积,避免了顶料方式的碰撞风险,提升安全等级;更重要的是,采用带有动力驱动的输送装置26将管件直接输出,即可平衡产线的节拍,又避免了成品对顶碰撞的问题,减少噪音。
68.优选地,所述第一夹持装置22、所述第二夹持装置23、所述第三夹持装置24均为液压夹钳。液压夹钳夹紧力大、夹紧可靠、工作平稳,使用方便,适宜工业化生产的需要。
69.优选地,所述切割装置25为数控切割机。数控切割机进刀力恒定,可有效地提高切割地效率和切割质量,切割面更加平整,同时延长锯片使用寿命,降低使用成本;减轻操作者地劳动强度,降低人力成本。
70.优选地,所述第一夹持装置22和所述第三夹持装置24均可通过伺服送料丝杆驱动移动。高精度的送料,保证批量化尺寸的稳定性。
71.图6为本实用新型实施例中自动去毛刺机的立体结构示意图,如图6所示,本实用新型提供的自动去毛刺机包括:用于输送管件的输送装置31、去毛刺装置32和第三机架33;其中,所述输送装置31和所述去毛刺装置32均设于所述第三机架33上;所述输送装置31的两侧分别设有一所述去毛刺装置32,所述去毛刺装置32对应管件端部的行进路径设置以去除管件端部的毛刺。
72.管件流入输送装置31并被驱动继续行进,管件行进过程中,去毛刺装置 32在管件行进过程中同步去除管件两端的毛刺,随后管件流出自动去毛刺机3。去毛刺装置32可采用辊刷、研磨刷或砂轮等方式,根据工艺的需求进行选择即可;还可根据管件的尺寸,调节输送装置31、去毛刺装置32和管件的相对位置来保证去毛刺的稳定。通过输送装置31两侧的去毛刺装置32便捷的去除管件两端的毛刺,自动去毛刺速度更快,节省人力,安全性更好,提升生产效率和产品品质。
73.进一步地,所述输送装置31的作业面上间隔地设有多个限位件311。
74.输送装置31可采用输送链、板式输送机和带式输送机等。在输送装置31 的作业面上设置多个限位件311,最好成对间隔设置,以限制管件的移动,防止去毛刺过程中产生的位移甚至飞出,更加安全;并保证管件的两端露出以便去毛刺。通过增设限位件311,限位更加简便,适配性更好,容错率高,便于持续运转,去毛刺效率更高。
75.进一步地,自动去毛刺机3还包括:管件旋转装置34,所述管件旋转装置34设于所述第三机架33,所述管件旋转装置34用于旋转管件。
76.管件流入自动去毛刺机3并沿输送装置31行进,去毛刺装置32去除管件端部毛刺,同时管件旋转装置34驱使管件旋转,从而保证管件的端部四边的毛刺都均匀去除,保证管件两端打磨效果。
77.优选地,图7为本实用新型实施例中旋转板的立体结构示意图,如图7所示,所述管件旋转装置34为旋转板;其中,所述旋转板的顶部间隔地设置有多个v形旋转槽341;所述旋转板设于所述输送装置31与所述去毛刺装置32之间,并沿管件的行进路径延伸。
78.增设v形旋转槽341就能实现管件的旋转,简单实用,成本极低,适配性极好,效率高。
79.优选地,所述管件旋转装置34为顶出气缸;其中,多个顶出气缸间隔地设于所述传送装置,并沿管件的行进方向排布;当顶出气缸的自由端伸出时,所述顶出气缸顶起管件使其沿自身轴向发生旋转。
80.当管件流经顶出气缸时,顶出气缸顶出将管件顶翻使管件翻转,简单高效,适配性好。
81.进一步地,如图6所示,自动去毛刺机3还包括:料道35和顶料气缸36;其中,所述料道35倾斜地设置在所述第三机架33上,所述料道35的出料口与所述输送装置31的进料口连通;所述料道35上沿管件的行进路径设有第一挡料板351;所述顶料气缸36设于所述料道35的下方,用于顶出所述料道35与所述第一挡料板351交界处的管件以便其越过所述第一挡料板351进入所述输送装置31的进料口。
82.管件进入料道35并被第一挡料板351挡停,顶料气缸36将第一挡料板351 处的管件顶起使其越过第一挡料板351,随之管件落入输送装置31中。料道35 方便与前序工序对接或人工放入管件,且根据料道35的长短能够起到储备管件的作用。通过第一挡料板351和顶料气缸36的的配合,控制生产节拍,防止卡顿,并在料道35的配合下出料,保证生产的连续性。
83.进一步地,所述料道35的侧壁上设有吹扫装置,所述吹扫装置的出风口朝向管件的端部。
84.切断的管件流入料道35中,管件在料道35中进行缓存分料、管端吹扫,管件排布倾
斜的料道上,吹扫装置将管件内部的切屑、切削液、氧化皮等吹扫出,便于后续加工,防止出现卡顿或污损,进一步提升生产效率和产品品质。
85.进一步地,自动去毛刺机3还包括:料道35和顶料气缸36;其中,所述料道35倾斜地设置在所述第三机架33上,所述料道35的出料口与所述输送装置31的进料口相匹配;所述料道35上沿管件的行进路径依序设有第一挡料板 351和第二挡料板352;所述顶料气缸36设于所述料道35的下方,用于顶出所述料道35与所述第一挡料板351交界处的管件以便其越过所述第一挡料板351 滑落至所述第二挡料板352处;当所述限位件311自下而上经过所述第二挡料板352处时,所述限位件311将管件带入所述输送装置31中。
86.管件进入料道35并被第一挡料板351挡停,顶料气缸36将第一挡料板351 处的管件顶起使其越过第一挡料板351,随之管件落至第二挡料板352出并挡停,限位件311将管件带入输送装置31中,限位件311可采用直杆,通过控制直杆与第二挡料板352的长度,配合输送装置31的转动将管件取走加工。料道 35方便与前序工序对接或放入管件,且根据料道35的长短能够起到一定地储备管件的作用。通过第一挡料板351和顶料气缸36的的配合,控制生产节拍,防止卡顿,并在料道35的配合下出料,保证生产的连续性;直杆和第二挡料板 352简单实用,故障率极低。
87.进一步地,所述第三机架33上设有调节装置331,所述输送装置31和所述去毛刺装置32各自均呈镜像的分为两个部分并可相对滑动的设于所述调节装置331上。
88.调节装置331可采用旋转丝杠、导轨或者两者结合的方式。自动去毛刺机 3整体上采用镜像对称的方式设置,可分为左右两个部分,旋转丝杆驱动自动去毛刺机3的左部朝向右部移动或者远离,以满足不同长度管件去毛刺生产要求,简单实用。
89.图8为本实用新型实施例中自动冲孔机的立体结构示意图,如图8所示,自动冲孔机4包括:管件输送机构41、第一冲孔机构42和第四机架43;其中,所述管件输送机构41和所述第一冲孔机构42均设于所述第四机架43上;所述第一冲孔机构42架设于所述管件输送机构41的上方;所述管件输送机构41 驱动管件流经所述第一冲孔机构42;当管件到达冲孔位,所述第一冲孔机构42 对管件进行冲孔。
90.管件流入自动冲孔机4的进料口,管件输送机构41驱动管件通过第一冲孔机构42,管件达到冲孔位时,第一冲孔机构42对管件进行冲孔;冲孔完成后管件流出自动冲孔机4。本实用新型通过管件输送机构41和第一冲孔机构42 的配合,实现管件双头自动冲孔,缩短了生产节拍,提高了单位时间产能;减少了生产人员的投入,降低了人员劳动强度和作业安全风险;产品一致性更好,生产成本更低,且更安全。
91.进一步地,图9为本实用新型实施例中自动冲孔机的俯视图,如图8和图 9所示,还包括:视觉识别装置44和变位装置45;其中,
92.所述视觉识别装置44架设于所述管件输送机构41的上方,所述视觉识别装置44用于识别焊缝;
93.所述变位装置45设于所述第四机架43上,所述变位装置45用于转动管件;
94.当管件的顶面存在焊缝时,所述变位装置45转动管件使得管件的其他面朝上。
95.待打孔的管件进入自动冲孔机4,管件输送机构41驱动管件依序流经视觉识别装置44、变位装置45、第一冲孔机构42;视觉识别装置44对管件待打孔的面进行识别并存储管件的焊缝面位置,推荐视觉相机;如该面存在焊缝,变位装置45使管件旋转90度或180度,以
便使管件的另一面朝向第一冲孔机构 42,后即进入冲孔工位进行打孔;如该面无焊缝,则直接进入冲孔工位进行打孔;管件进入冲孔位,第一冲孔机构42对管件进行冲孔;冲孔完成后管件流出自动冲孔机4。通过增设视觉识别装置44和变位装置45,对管件进行焊缝识别和自动翻转,避免在有焊缝的面进行冲孔,保证管件冲孔后管件的强度,自动化生产成品一致性好,效率更高,成本更低且安全。
96.进一步地,如图8所示,所述管件输送机构41包括:夹料气缸组411、升降装置412、移位送料装置413;其中,
97.所述夹料气缸组411设于所述升降装置412上;
98.所述夹料气缸组411和所述升降装置412设于所述移位送料装置413上;
99.所述升降装置412驱动所述夹料气缸组411相对于所述第四机架43的往复升降;
100.所述移位送料装置413驱动所述夹料气缸组411沿物料行进方向往复平移。
101.管件流入管件输送机构41,夹料气缸组411夹紧管件,升降装置412驱动夹料气缸组411水平上升,升起到位后,位送料装置413驱动夹料气缸组411 向管件输送机构41的出料口方向平移达到第一冲孔位上方,升降装置412驱动夹料气缸组411下降至初始位置后,夹料气缸组411松开管件,移位送料装置 413驱动夹料气缸组411反向平移回到初始位置,完成一个动作;不断重复即可实现管件在不变通冲孔位置的移位和冲孔。通过夹料气缸组411整体上下、前后移动,实现管件从前一工位向后一工位自动流转,便于生产节拍的控制,通配性强。
102.优选地,所述视觉识别装置为视觉相机。视觉相机定位精度高,可靠性好;在同样精度下,成本最低。
103.进一步地,如图9所示,所述变位装置45包括:升降气缸组451和旋转气缸组452;其中,所述旋转气缸组设于所述升降气缸组上,升降气缸组451驱动所述旋转气缸组相对于所述第四机架43往复升降;所述旋转气缸组452用于驱动管件旋转。
104.管件的焊缝面朝上时,需对管件进行旋转变位,避免在管件的焊缝面上冲孔。管件进入变位工位,旋转气缸组452夹紧管件,待升降气缸组451驱动旋转气缸组452上升,从而带动管件升起至一定高度,旋转气缸组452将管件旋转90
°
或180
°
,旋转到位后升降气缸组451返回初始位置后,旋转气缸组452 松开管件,变位装置45完成一次焊缝变位动作;管件的焊缝面不处于顶面时,焊缝变位动作不执行。通过简单的直线运动和转动,完成管件的翻转,稳定可靠,维护方便,且便于生产节拍的控制。
105.进一步地,所述变位装置45还包括:对中夹紧气缸组453,所述对中夹紧气缸组453设于所述第四机架43上,升降气缸组451垂直安装与对中夹紧气缸组453上,对中夹紧气缸组453驱动升降气缸组451、旋转气缸组452相对于第四机架43往复平行伸缩。
106.管件的焊缝面朝上时,需对管件进行旋转变位,避免在管件的焊缝面上冲孔。管件进入变位工位,对中夹紧气缸组453伸出,旋转气缸组452夹紧管件,待升降气缸组451驱动旋转气缸组452上升,从而带动管件升起至一定高度,旋转气缸组452将管件旋转90
°
或180
°
,旋转到位后升降气缸组451返回初始位置后,对中夹紧气缸组453缩回,旋转气缸组452松开管件,变位装置45 完成一次焊缝变位动作;管件的焊缝面不处于顶面时,焊缝变位动作不执行。通过简单的直线运动和转动,完成管件的翻转,稳定可靠,维护方便,且便于生产节拍的控制。
107.进一步地,如图8所示,所述第一冲孔机构42包括:第一孔模装置421、第一冲压装置422;其中,所述第一孔模装置421架设于管件的行进路径的上方;所述第一冲压装置422架设于所述第一孔模装置421的上方;当管件到达冲孔位,所述第一孔模装置421的自由端伸入管件内腔,所述第一冲压装置422 朝向所述第一孔模装置421冲切。
108.管件达到冲孔位,第一孔模装置421的自由端伸入管件内腔并贴合在管件上部,确保冲孔后管件不变形;第一冲压装置422驱动冲孔凹模向下冲切,冲切到位后,第一孔模装置421、第一冲压装置422返回初始位置;如前述步骤,第一冲孔机构42完成一次冲孔动作流程。管件冲孔数量及规格可以通过更换冲头及冲孔凹模实现。若管件不需冲孔,可以屏蔽冲压动作。通过增设第一孔模装置421,确保冲孔后管件不变形,提高产品的成品率和美观性。
109.进一步地,所述第一冲孔机构42还包括:对中定位装置423,所述对中定位装置423对管件进行对中。
110.管件通过管件输送机构41进入冲孔工位后,对中定位装置423从管件的两侧对管件进行定位,对中定位装置423的自由端装有“l”形治具,可将管件精准对中并定位,以便第一孔模装置421的自由端进入管件内腔。有助于提高其他部位到位的准确度,保证孔位的一致性,提高生产效率。
111.进一步地,如图9所示,还包括:第二冲孔机构46;其中,所述第二冲孔机构46包括:第二孔模装置461、第二冲压装置462;
112.所述第二孔模装置461架设于管件的行进路径的上方;
113.所述第二冲压装置462设于所述第二孔模装置461的侧方或上方;
114.当管件到达冲孔位,所述第二孔模装置461的自由端深入管件内腔,所述第一冲压装置422朝向所述第二孔模装置461冲切。
115.管件焊接成智能床(电动床)的框架过程中,喷塑时需要进行水洗,消水孔是用于排出床架焊管内腔积水,根据产品规格不同,选择在管件的的长尺寸面或短尺寸面冲消水孔。为兼容所有产品规格,可设置多套第二冲孔机构46。管件流经该工位时,可以选择是否进行冲孔,从而提高整机的加工柔性。
116.管件流入上消水孔冲孔位,第二孔模装置461的冲孔凹模自由端伸入管件内腔并贴合管件上表面,确保冲孔后管件不变形;第二冲压装置462驱动冲孔冲头进行冲切,冲切到位后,第二冲压装置462返回初始位置,后冲孔凹模也返回初始位置;如前述步骤,第二冲孔机构46完成一次冲上消水孔动作流程。管件流入侧消水孔冲孔位,第三孔模装置的冲孔凹模自由端伸入管件内腔并贴合矩形焊管左右侧表面,确保冲孔后管件不变形;第三冲压装置驱动左右两侧冲孔冲头进行冲切,冲切到位后,第三冲压装置返回初始位置,后冲孔凹模装置也返回初始位置;如前述步骤,第三冲孔机构完成一次冲侧消水孔动作流程。
117.第一冲孔机构42、第二冲孔机构46和第三冲孔机构的驱动动力机构可采用气液增压缸、液压缸等形式。
118.自动冲孔机4通过多套冲孔设备的配合进行多工位双头打孔,进一步提高生产节拍,提升单位时间产能,适应不同规格管件和工艺的要求,提高了整机的适配性和使用效率,还有助于降低设备成本。
119.进一步地,如图8所示,还包括:滑台模组47和伺服电机;其中,所述滑台模组47和所述伺服电机均设于所述第四机架43上;所述管件输送机构41、所述视觉识别装置44、所述
第一冲孔机构42各自均呈镜像的分为两个部分并可滑动的设于所述滑台模组47的上;所述伺服电机可驱动两个部分之一沿滑台模组47朝向对方移动。
120.所述管件输送机构41包括镜像对称的两个部分、所述视觉识别装置44包括镜像对称的两个部分、所述第一冲孔机构42包括镜像对称的两个部分。当管件长度发生变化时,管件输送机构41、视觉识别装置44和第一冲孔机构42同侧的一个部分在伺服电机的驱动下沿滑台模组47朝向相对侧的另一部分移动,以适配不规格管件的加工。提升自动冲孔机适配性,增强设备加工柔性,提高设备利用率,降低设备成本;另方便设备维护管理。
121.进一步地,图10为本实用新型实施例中第一输送链的立体结构示意图,如图1和图10所示,管件自动加工生产线还包括:第一输送链5,所述第一输送链5包括:第一链板输送线51、第一推料气缸52、第一齐头装置53;其中,所述自动切割机2的出料口与所述自动去毛刺机3的进料口通过第一链板输送线51连通;所述第一推料气缸52设于所述第一链板输送线51的一侧;所述第一齐头装置53设于所述第一链板输送线51的尾部;所述自动去毛刺机3位于所述第一链板输送线51的另一侧;当管件被第一齐头装置53挡停时,所述第一推料气缸52将管件推入所述自动去毛刺机3的进料口。
122.自动切割机2对长管定长切断成的管件流入第一输送链5中,第一链板输送线51负载管件依次向前行进,第一链板输送线51驱动管件流向第一齐头装置53,直至管件被第一齐头装置53挡停、对齐后,第一推料气缸52将管件推入自动去毛刺机3进行去毛刺作业。通过第一输送链5衔接自动切割机2和自动去毛刺机3,实现管件的自动流转,便于生产节拍的控制,准确、高效;将自动去毛刺机3安放在第一输送链5的侧边,有助于减少管件自动加工生产线的长度,提高车间利用率。
123.进一步地,图11为本实用新型实施例中第二输送链的立体结构示意图,如图1和图11所示,管件自动加工生产线还包括:第二输送链6,所述第二输送链6包括:第二链板输送线61、进料气缸和第二齐头装置62;其中,所述自动去毛刺机3的出料口和所述自动冲孔机4的进料口通过第二链板输送线61连通;进料气缸设于所述第二链板输送线61的一侧或所述自动冲孔机的进料口;所述第二齐头装置62设于所述第二链板输送线61的尾部;所述自动去毛刺机 3和所述自动冲孔机4均位于所述第二链板输送线61的另一侧;当管件被第二齐头装置62挡停时,所述进料气缸将管件推入或拉入所述自动冲孔机4的进料口。
124.第二链板输送线61负载管件依次向前行进,管件至第二齐头装置62处被挡停并定位,进料气缸负责将管件送入自动冲孔机4中进行冲孔。进料气缸通过第二输送链6衔接自动去毛刺机3和自动冲孔机4,实现管件的自动流转,便于生产节拍的控制,准确、高效;将自动去毛刺机3和自动冲孔机4安放在第二输送链6的同侧,不仅便于配合前后设备的安装,还有助于减少管件自动加工生产线的长度,提高车间利用率。
125.进一步地,所述第二输送链6还包括:第一集料装置63;其中,所述第一集料装置63与所述第二链板输送线61连通;当第二齐头装置62未进行挡停时,管件依序进入所述第一集料装置63。
126.若管件无需冲孔,第二齐头装置62不进行挡停作业,管件沿第二链板输送线61继续行进流入第一集料装置63,等待码垛入框。通过第二齐头装置62的分流作用,同一管件自动加工生产线能够生产有孔、无孔两种管件,降低设备成本,减少车间占地,提高设备使用率。
127.进一步地,所述第一集料装置63设有第一伸缩杆631和集料气缸632;所述第一伸缩杆可相对于所述第一集料装置63的作业面伸缩;所述集料气缸632 设于所述第一集料装置63的一侧;所述集料气缸632将管件推至第一预设位置;当管件到达第一预设位置时,所述第一伸缩杆631伸出将下一个管件挡停在第二预设位置。
128.未冲孔的管件流入第一集料装置63后,集料气缸632将管件朝第一伸缩杆 631所在方位推送,直至管件达到第一预设位置后返回初始位置,第一伸缩杆631伸出第一集料装置63的作业面以阻挡后续管件被送入第一预设位置,随后集料气缸632将另一根管件朝第一伸缩杆631方向推送至第二预设位置并返回初始位置,也可以利用第一伸缩杆631挡停来确定第二预设位置。管件被排列整齐并保持一定间距,便于后续机器人抓取、码放,便于自动化生产。
129.进一步地,图12为本实用新型实施例中第三输送链的立体结构示意图,如图1和图12所示,管件自动加工生产线还包括:第三输送链7,所述第三输送链7包括:第三链板输送线71、第三推料气缸72、第三齐头装置73和第二集料装置74;其中,所述自动冲孔机4的出料口与所述第二集料装置74通过所述第三链板输送线71连通;所述第三推料气缸72设于所述第三链板输送线71 的一侧;所述第三齐头装置73设于所述第三链板输送线71的尾部;所述自动冲孔机4的出料口与所述第二集料装置74均位于所述第三链板输送线71的另一侧;当管件被第三齐头装置73挡停时,所述第三推料气缸72将管件推入所述第二集料装置74中。
130.自动冲孔机4流出的冲孔完成的管件流入第三输送链7,第三链板输送线71负载管件依次向前行进流向第二集料装置74,直至管件被第三齐头装置73 挡停、对齐后,第三推料气缸72将管件推入第二集料装置74等待码垛入框。通过第三输送链7集料,便于后续码垛入框,避免自动冲孔机4的出料口堆料,防止停机,保持生产连续性。
131.进一步地,所述第二集料装置74设有第二伸缩杆741;所述第二伸缩杆741 可相对于所述第二集料装置74的作业面伸缩;当管件达到第一预设位置,所述第二伸缩杆741伸出等待下一根管件到达第二预设位置。
132.冲孔的管件流入第二集料装置74后,第三推料气缸72将管件朝第二伸缩杆741所在方位推送,直至管件达到第一预设位置后返回初始位置,第二伸缩杆741伸出第二集料装置74的作业面以阻挡后续管件被送入第一预设位置,随后第三推料气缸72将另一根管件朝第一伸缩杆631方向推送至第二预设位置并返回初始位置,也可以利用第一伸缩杆631挡停来确定第二预设位置。管件被排列整齐并保持一定间距,可以是一根、两根或多根管件,便于后续机器人抓取、码放,便于自动化生产。
133.进一步地,如图1所示,管件自动加工生产线还包括:搬运机器人8,所述搬运机器人8用于取走第一集料装置63或第二集料装置74中的管件。
134.当管件流入第一集料装置63或第二集料装置74,搬运机器人8移动至管件上方抓取管件,抓取后将管件码放入料框;搬运机器人8推荐六轴搬运机器人,并配备电磁铁抓手。料框可选用自动料车,以便配合后续自动化生产设备;也可兼容配普通料车。通过第二输送链6、第三输送链7和搬运机器人8的配合实现管件自动抓取和码放,完善生产线自动化生产;无需人工码放,大大降低了工作强度。
135.管件自动加工生产线实现上述功能还需要电控系统,如plc、工控机、程序、电路、气路布置等,上述功能均可通过现有技术的电气控制实现,此处不再详述。
136.本领域技术人员在考虑说明书及实践这里公开的实用新型后,将容易想到本实用新型的其它实施方案。本技术旨在涵盖本实用新型的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本实用新型的一般性原理并包括本公开未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本实用新型的真正范围和精神由下面的权利要求指出。
137.应当理解的是,本实用新型并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1