一种缓解应力的PCD燕尾倒角T型刀的制作方法
一种缓解应力的pcd燕尾倒角t型刀
技术领域
1.本实用新型涉及加工刀具技术领域,具体涉及一种缓解应力的pcd燕尾倒角t型刀。
背景技术:
2.众所周知,燕尾倒角t型刀是一种用于机械生产过程中,对机械构件进行加工的辅助装置,其在生产加工领域中得到广泛的使用,机械加工有去处材料加工的,有增加材料加工的,还有材料不变的,比如切削加工,就属于去处材料加工,加工过程中,刀具刀刃在切削力下挤入工件,工件会产生塑性变形,这里就有加工应力材料不变的加工,像铸造,锻造,肯定都有变形,不仅有宏观的形状的变形,材料内部晶粒的境界也要发生变形,这些都会产生应力增加材料的典型的就如焊接件了,工件受热不均,焊接过程中会产生大量的热应力,焊接性能不是很好的材料,该热应力会在工件内部产生裂纹,总的来说,就是机械加工过程中,改变了晶粒内晶格的原子排列布局。
3.现有技术存在以下不足:现有的pcd燕尾倒角t型刀在加工时产生的应力,难以消除,应力会在工件内部产生裂纹,使pcd燕尾倒角t型刀的耐久性变差,在加工时变形产生的内应力,会降低pcd燕尾倒角t型刀的结构刚性,使切削时产生的热应力无法消除,产生热应力,导致刀片变形。
技术实现要素:
4.为此,本实用新型提供一种缓解应力的pcd燕尾倒角t型刀,通过设置了开槽设置为圆柱型,细钢柱侧面与开槽之间设有一毫米空隙,十组负倒棱一和六组消振棱,三组散热孔孔径设置为0.6毫米,以解决背景技术中的问题。
5.为了实现上述目的,本实用新型提供如下技术方案:一种缓解应力的pcd燕尾倒角t型刀,包括t型刀本体一和t型刀本体二,所述t型刀本体一顶部安装有刀头,所述刀头顶部外表面开设开槽,所述开槽底部内壁安装有细钢柱,所述t型刀本体一外表面开设负倒棱一,所述t型刀本体一外表面开设消振棱,所述t型刀本体一外表面固定套接加固环,所述刀头外表面开设散热孔。
6.优选的,所述开槽设置为圆柱型,所述细钢柱侧面与开槽之间设有一毫米空隙。
7.优选的,所述负倒棱一均匀开设在t型刀本体一刀身的外表面,所述负倒棱一的数量设置为十组。
8.优选的,所述消振棱均匀开设在刀头与t型刀本体一的连接处,所述消振棱设置为六组。
9.优选的,所述散热孔均匀开设在刀头外表面,所述散热孔的数量设置为三组,所述散热孔的孔径设置为0.6毫米。
10.优选的,所述t型刀本体二外表面均匀开设负倒棱二,所述负倒棱二的数量设置为十组。
11.本实用新型的有益效果是:
12.1、开槽设置为圆柱型,细钢柱侧面与开槽之间设有一毫米空隙,当使用t型刀本体一进行切削时,t型刀本体一由于切削工件时会产生振动,此时开槽内壁的细钢柱在外力作用下产生共振,使工件内部发生微观变形从而均化、消除工件残余应力;
13.2、负倒棱一均匀开设在t型刀本体一刀身的外表面,负倒棱一的数量设置为十组,负倒棱一是在正前角前刀面上沿着切削刃磨出宽度很小,前脚γ≤08的倒棱面,其作用是增强切削刃特别是对冲击韧性差的道具材料,提高t型刀本体一的韧性,防止t型刀本体一的内应力,使t型刀本体一开裂;
14.3、消振棱均匀开设在刀头与t型刀本体一的连接处,消振棱设置为六组,六组消振棱可以减小道具破损,消振棱是在后刃面上沿切削刃磨出宽度很小,后角α《08的倒棱面,增强了刀具挤压阻尼作用,有助于消除切削过程中的低频振动,减小刀头与t型刀本体一的连接处的低频振动,有利于提高连接处的稳定性,防止应力使刀头断开;
15.4、散热孔均匀开设在刀头外表面,散热孔的数量设置为三组,散热孔的孔径设置为0.6毫米,散热孔在t型刀本体一带动刀头进行切削时高速运转,此时通过空气进入刀头的散热孔内,为刀头提供散热性,减小刀头在切削时产生的高热量,而产生的热应力,防止刀头发生形变,导致断裂,孔径设置为.毫米,几乎不会影响刀头的结构强度;
16.5、加固环的材质设置为铝合金,作用为加固t型刀本体一刀身,防止刀身受到刀头热传导的热量产生热应力而产生变形。
附图说明
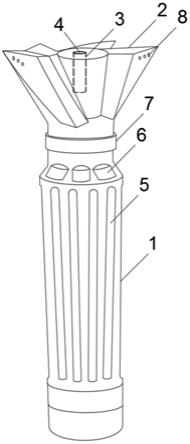
17.图1为本实用新型提供的实施例1t型刀本体一效果图;
18.图2为本实用新型提供的实施例1t型刀本体一结构示意图;
19.图3为本实用新型提供的实施例1示意顶视图;
20.图4为本实用新型提供的实施例2t型刀本体一效果图。
21.图中:t型刀本体一1、刀头2、开槽3、细钢柱4、负倒棱一5、消振棱6、加固环7、散热孔8、t型刀本体二9、负倒棱二10。
具体实施方式
22.以下结合附图对本实用新型的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,并不用于限定本实用新型。
23.实施例1:
24.参照附图1-3,本实用新型提供的一种缓解应力的pcd燕尾倒角t型刀,包括t型刀本体一1和t型刀本体二9,t型刀本体一1顶部安装有刀头2,刀头2顶部外表面开设开槽3,开槽3底部内壁安装有细钢柱4,t型刀本体一1外表面开设负倒棱一5,t型刀本体一1外表面开设消振棱6,t型刀本体一1外表面固定套接加固环7,刀头2外表面开设散热孔8。
25.进一步地,开槽3设置为圆柱型,细钢柱4侧面与开槽3之间设有一毫米空隙,具体的,当使用t型刀本体一1进行切削时,t型刀本体一1由于切削工件时会产生振动,此时开槽3内壁的细钢柱4在外力作用下产生共振,使工件内部发生微观变形从而均化、消除工件残余应力。
26.进一步地,负倒棱一5均匀开设在t型刀本体一1刀身的外表面,负倒棱一5的数量设置为十组,具体的,负倒棱一5是在正前角前刀面上沿着切削刃磨出宽度很小,前脚γ≤08的倒棱面,其作用是增强切削刃特别是对冲击韧性差的道具材料,提高t型刀本体一1的韧性,防止t型刀本体一1的内应力,使t型刀本体一1开裂。
27.进一步地,消振棱6均匀开设在刀头2与t型刀本体一1的连接处,消振棱6设置为六组,具体的,六组消振棱6可以减小道具破损,消振棱6是在后刃面上沿切削刃磨出宽度很小,后角α《08的倒棱面,增强了刀具挤压阻尼作用,有助于消除切削过程中的低频振动,减小刀头2与t型刀本体一1的连接处的低频振动,有利于提高连接处的稳定性,防止应力使刀头2断开。
28.进一步地,散热孔8均匀开设在刀头2外表面,散热孔8的数量设置为三组,散热孔8的孔径设置为0.6毫米,具体的,散热孔8在t型刀本体一1带动刀头2进行切削时高速运转,此时通过空气进入刀头2的散热孔8内,为刀头2提供散热性,减小刀头2在切削时产生的高热量,而产生的热应力,防止刀头2发生形变,导致断裂,孔径设置为0.6毫米,几乎不会影响刀头2的结构强度。
29.本实用新型的使用过程如下:当使用t型刀本体一1进行切削时,t型刀本体一1由于切削工件时会产生振动,此时开槽3内壁的细钢柱4在外力作用下产生共振,使工件内部发生微观变形从而均化、消除工件残余应力,细钢柱4的材质设置为工业钢,具有韧性高和高弹性的优点,提高细钢柱4产生共振的频率和延长细钢柱4的使用寿命,负倒棱一5是在正前角前刀面上沿着切削刃磨出宽度很小,前脚γ≤08的倒棱面,其作用是增强切削刃特别是对冲击韧性差的道具材料,提高t型刀本体一1的韧性,防止t型刀本体一1的内应力,使t型刀本体一1开裂,六组消振棱6可以减小道具破损,消振棱6是在后刃面上沿切削刃磨出宽度很小,后角α《08的倒棱面,增强了刀具挤压阻尼作用,有助于消除切削过程中的低频振动,减小刀头2与t型刀本体一1的连接处的低频振动,有利于提高连接处的稳定性,防止应力使刀头2断开,三组散热孔8在t型刀本体一1带动刀头2进行切削时高速运转,此时通过空气进入刀头2的散热孔8内,为刀头2提供散热性,减小刀头2在切削时产生的高热量,而产生的热应力,防止刀头2发生形变,导致断裂,孔径设置为0.6毫米,几乎不会影响刀头2的结构强度,加固环7的材质设置为铝合金,作用为加固t型刀本体一1刀身,防止刀身受到刀头热传导的热量产生热应力而产生变形。
30.实施例2:
31.参照附图4,本实用新型提供的一种缓解应力的pcd燕尾倒角t型刀,包括t型刀本体二9和负倒棱二10,具体的,t型刀本体二9外表面均匀开设负倒棱二10,负倒棱二10的数量设置为十组。
32.本实用新型的使用过程如下:负倒棱二10均匀开设在t型刀本体二9刀身的外表面,负倒棱二10的数量设置为十组,负倒棱二10是在正前角前刀面上沿着切削刃磨出宽度很小,前脚γ≤08的倒棱面,其作用是增强切削刃特别是对冲击韧性差的道具材料,提高t型刀本体二9的韧性,防止t型刀本体二9的内应力,使t型刀本体二9开裂。
33.以上所述,仅是本实用新型的较佳实施例,任何熟悉本领域的技术人员均可能利用上述阐述的技术方案对本实用新型加以修改或将其修改为等同的技术方案。因此,依据本实用新型的技术方案所进行的任何简单修改或等同置换,尽属于本实用新型要求保护的
范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1