一种拉丝模盒及应用该拉丝模盒的拉丝机的制作方法
1.本技术涉及线材加工的领域,尤其是涉及一种拉丝模盒及应用该拉丝模盒的拉丝机。
背景技术:
2.拉拔工序是线材生产的重要环节,直接影响生产效率和线材的性能。线材的拉拔工序是钢丝生产的重要环节, 直接影响生产效率和线材成品的性能。拉丝机是用于线材拉拔的主要设备,能够对牵引中的线材进行拉拔。在进行高速拉拔前,线材的表面与拉丝模具的工作表面均需要具备良好的润滑状态,线材在进入拉丝模具之前需要穿过装有润滑剂的拉丝模盒。
3.相关技术中的拉丝模盒大多采用拉丝粉进行润滑,拉丝粉在线材拉丝过程中,起到润滑性能的作用,降低摩擦系数,节约能量消耗,减少线材在拉拔过程中断裂的可能,延长拉丝模具的使用寿命。虽然经过润滑处理后的线材对拉丝模具的磨损有所降低,但由于线材拉拔时变形区局部温度非常高,线材上本身附着的大量金属粉末和拉丝粉会在高温下结块,导致线材在拉拔过程中,带粉效果差,润滑效果大打折扣,线材经过拉丝模具时表面容易损伤,同时使拉丝模具用量变大,模耗增加,生产成本增加。
技术实现要素:
4.为了改善拉丝过程中线材带粉效果差的问题,本技术提供一种拉丝模盒及应用该拉丝模盒的拉丝机。
5.第一方面,本技术提供的一种拉丝模盒,采用如下的技术方案:
6.一种拉丝模盒,包括底座和底座上的导向轮、润滑机构、拉拔机构,所述底座与导向轮固定,所述润滑机构包括用于放置拉丝粉等固体润滑剂的储粉盒,所述润滑机构还包括便于线材表面粘连拉丝粉的液油组件。
7.通过采用上述技术方案,线材在经过拉拔机构前,包括两次润滑,第一次润滑通过液油组件表面包覆油膜,第二次润滑经过储粉盒时表面粘连拉丝粉,且第一次润滑后表面形成的油膜增加了线材表面的粘性,改善了线材经过储粉盒时带粉效果差的问题,从而减少了线材经过拉丝模具时产生损伤的可能。
8.可选的,所述液油组件包括固定连接于底座顶部的储油盒,所述储油盒内设有吸油海绵,所述吸油海绵内设有供线材穿过的穿线槽。
9.通过采用上述技术方案,经过储油盒时,线材穿过吸油海绵,在线材被拉拔牵引时,吸油海绵对经过的线材表面进行滑擦,使得线材表面包覆的油膜分布均匀,从而使得线材经过储粉盒后表面带粉均匀,进而使得线材表面润滑均匀,线材拉拔后发生的拉伸变形较为均匀。
10.可选的,所述储油盒上远离底座的一端设有防尘盖,所述防尘盖与储油盒铰接,所述防尘盖背向底座的一端连接有滴油件。
11.通过采用上述技术方案,防尘盖减少储油盒内液油被粉尘污染的可能,滴油件的设置使得储油盒的液油得到续给补充。
12.可选的,所述滴油件包括油箱和与油箱底部连接的输油管,所述油箱底面的高度高于防尘盖顶面的高度,所述防尘盖上一体成型有进油孔,所述进油孔贯穿防尘盖,所述输油管远离油箱的一端与进油孔远离底座的一端连接。
13.通过采用上述技术方案,由于油箱与储油盒存在高度差,贮存于油箱内的液油可通过输油管自然流入储油盒内,便于储油盒内液油的补充。
14.可选的,所述滴油件还包括用于调节输油管输油速度的调速器,所述调速器包括调速架和设于调速架内的调速轮,所述调速架包括供调速轮滚动的调速槽,所述输油管为弹性体且穿过调速槽,所述调速轮背向油箱滚动时,所述调速轮与输油管逐渐抵接,且所述调速轮轴心到调速槽底壁的距离越来越小。
15.通过采用上述技术方案,可通过调节调速轮在调节槽中的所在位置可以改变输油管向储油盒内输油的速度,使得液油得到补充的同时,减少液油过剩从而产生浪费的可能。
16.可选的,所述储油盒侧壁连接有吸油管,所述吸油管远离储油盒的一端连接有微型泵,所述微型泵的输出端连接有出油管,所述出油管远离微型泵的一端与油箱连接。
17.通过采用上述技术方案,微型泵可将储油盒内的过剩的液油抽送至油箱内,减少储油盒内的液油过剩甚至溢出的问题产生。
18.可选的,所述储粉盒远离底座的一端相对设置有侧挡板,所述侧挡板竖直设置且与储粉盒固定,所述储粉盒顶部远离防尘盖的一端铰接有进料板。
19.通过采用上述技术方案,进料板与防尘盖铰接,一方面非工作期间进料板可作为储粉盒的盖子,减少空气中的金属粉末和灰尘污染储粉盒内拉丝粉的可能;一方面工作期间可旋转进料板,与侧挡板形成三面围挡,减小添加拉丝粉时拉丝粉散落的可能,便于拉丝粉的补充。
20.可选的,所述储粉盒与储油盒一体成型,所述拉拔机构包括拉丝模具,所述拉丝模具与储粉盒通过连接组件可拆卸连接。
21.通过采用上述技术方案,拉丝模具的工作表面因与线材表面摩擦而不断地产生磨损,属于消耗品,拉丝模具与储粉盒可拆卸连接便于拉丝模具的更换。
22.可选的,所述储粉盒远离储油盒的一端设有安装槽,所述安装槽朝向储油盒的一端与拉丝模具抵接,所述连接组件包括连接板和与连接板一体成型的限位板,所述限位板位于安装槽与拉丝模具之间,所述连接板与拉丝模具远离储油盒的一端抵接,所述连接板与储粉盒通过螺栓固定。
23.通过采用上述技术方案,限位板限制了安装槽内拉丝模具竖直方向的自由度,连接板限制了安装槽内拉丝模具水平方向的自由度,减少线材拉拔时拉丝模具发生偏离的可能,从而提高线材的拉拔质量。
24.本技术还提供的一种应用该拉丝模具的拉丝机,采用如下的技术方案:
25.一种应用该拉丝模盒的拉丝机,包括放线装置和拉拔装置,还包括上述拉丝模盒,所述拉丝模盒位于放线装置与拉拔装置之间。
26.通过采用上述技术方案,线材通过拉拔装置进行进一步拉拔前,拉丝模盒内的润滑机构完成对线材表面的润滑处理,使得线材进一步拉拔时直径均匀变细,拉拔效果良好。
27.综上所述,本技术包括以下至少一种有益技术效果:
28.1.线材在进行六连拉时,需要进行多次拉拔减径,如果润滑效果较差,线材可能会发生拉拔不均匀甚至断裂的问题。通过液油组件的设置,便于线材在穿过拉丝模具前粘连拉丝粉,提升了线材的润滑效果,减少了线材拉拔不均匀和断裂的可能,增加了拉丝模盒的使用寿命,减少了生产成本。
29.2.通过吸油海绵的设置,使得线材通过储油盒时穿过吸油海绵,能够使线材表面的液油涂覆均匀,一方面使得线材通过储粉盒后线材表面的润滑剂分布均匀,从而使线材的拉拔效果均匀,减少了拉丝后成品粗细不一的问题,另一方面,改善线材通过储油盒时线材表面液油过多的问题,减少液油滴入储粉盒造成拉丝粉等固体润滑剂凝结的现象,减小了生产浪费。
30.3.通过调速轮和调速架的设置,可以调节输油管通入储油盒的进油速度,使得工作人员能够根据线材拉丝的放线速度对进油速度进行调节,从而液油能够得到及时补充且减少了因进油速度过快,液油溢出储油盒的可能。
附图说明
31.图1是本技术实施例中体现拉丝模盒的整体结构示意图。
32.图2是本技术实施例中体现拉丝模盒具体结构的剖视图。
33.图3是图2中a处的局部放大示意图。
34.图4是图2中b处的局部放大示意图。
35.图5是图2中c处的局部放大示意图。
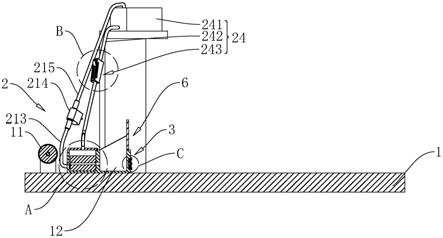
36.图6是本技术实施例中体现拉丝机的整体结构示意图。
37.附图标记说明:1、底座;11、导向轮;12、储粉盒;121、侧挡板;122、进料板;2、液油组件;21、储油盒;211、进线孔;212、吸油孔;213、吸油管;2131、橡胶圈;214、微型泵;215、出油管;22、吸油海绵;221、穿线槽;23、防尘盖;231、进油孔;24、滴油件;241、油箱;242、输油管;243、调速器;2431、调速架;2432、调速槽;2433、滚动槽;2434、调速轮;3、拉拔机构;31、拉丝模具;32、连接组件;321、连接板;322、限位板;33、安装槽;4、放线装置;5、拉拔装置;51、安装架;6、拉丝模盒。
具体实施方式
38.以下结合附图1
‑
6,对本技术作进一步详细说明。
39.实施例:
40.第一方面,本技术实施例公开一种拉丝模盒。参照图1,拉丝模盒6包括底座1和固定于底座1顶部的导向轮11。拉拔时通过放线架进行放线,在经过拉丝模盒6前,导向轮11对线材进行稳定和导向,减少线材通过拉丝模盒6时发生晃动、偏离的可能。底座1上设有润滑机构,润滑机构包括用于放置拉丝粉等固体润滑剂的储粉盒12和便于线材表面粘连拉丝粉的液油组件2,储粉盒12固定连接于底座1的顶部。
41.参照图2和图3,液油组件2包括固定连接于底座1的储油盒21,储油盒21内设有吸油海绵22,吸油海绵22内开设有供线材穿过的穿线槽221,储油盒21靠近导线轮一端设有进线孔211,拉拔时线材依次穿过导向轮11的轮槽、进线孔211和吸油海绵22的穿线槽221。
42.参照图2和图3,储油盒21远离底座1的一端铰接有防尘盖23,防尘盖23背向底座1的一端连接有滴油件24,滴油件24包括油箱241和与油箱241底部固定的输油管242,输油管242材料选用橡胶,防尘盖23背向底座1的一端一体成型有进油孔231,进油孔231贯穿防尘盖23,输油管242远离油箱241的一端依靠自身的弹性与进油孔231远离防尘盖23的一端套接。油箱241底面的高度需高于防尘盖23顶面的高度,使油箱241内的液油与储油盒21内的液油始终存在液面高度差,便于油箱241内的液油通过输油管242流入储油盒21内。
43.参照图4,滴油件24还包括用于调节输油管242输油速度的调速器243,调速器243包括调速架2431,输油管242穿过调速架2431且与调速架2431滑动连接。调速架2431内开设有调速槽2432,调速槽2432侧壁沿开设有滚动槽2433,滚动槽2433有两个且相互平行,滚动槽2433内滚动连接有调速轮2434。滚动槽2433靠近油箱241的一端与输油管242之间的距离大于滚动槽2433远离油箱241的一端与输油管242之间的距离,且滚动槽2433到输油管242的距离均匀变化。这样,当调速轮2434朝向远离油箱241的方向滚动时,调速轮2434与输油管242逐渐抵接,调速轮2434轴心到滚动槽2433底壁的距离越来越小,输油管242内液油的流速也越来越缓。非工作期间,将调速轮2434滚到滚动槽2433远离油箱241的一端,此时调速轮2434挤压输油管242,使输油管242在挤压处闭合,输油管242停止向储油盒21内输送液油。
44.参照图2和图3,储油盒21侧壁开设有吸油孔212,吸油孔212为一通孔,吸油孔212顶壁的高度低于进线孔211底壁的高度,储油盒21侧壁连接有吸油管213,吸油管213材料为橡胶且穿过吸油孔212,吸油管213远离储油盒21的一端连接有微型泵214。吸油管213远离微型泵214的一端一体成型有橡胶圈2131,橡胶圈2131减少吸油管213脱离吸油孔212的可能,橡胶圈2131的外径大于吸油孔212的外径,增加了吸油孔212处的密封效果。微型泵214的输出端套接有出油管215,出油管215远离微型泵214的一端与油箱241顶端连接。当储油盒21内液油的液面高度高于进线孔211底壁时,微型泵214启动,通过吸油孔212将储油盒21内富余的液油吸取出来,再通过出油管215将富余的液油排放到油箱241内,形成循环,直至储油盒21内液油的液面在吸油管213管道之下,吸油管213无法继续吸取液油,微型泵214停止运行。
45.参照图1,储粉盒12与储油盒21一体成型,储粉盒12远离底座1的一端沿储粉盒的宽度方向相对设置有侧挡板121,侧挡板121竖直设置且与储粉盒12一体成型,储粉盒12顶部远离防尘盖23的一端铰接有进料板122,进料板122旋转时侧壁始终与侧挡板121抵接。非工作期间,旋转进料板122,使进料板122远离铰接位置的一端与储粉盒12顶部远离铰接位置的一端抵接,这样可以减少车间内空气中的金属粉末和灰尘污染储粉盒12内拉丝粉的可能;工作期间,线材进行拉丝时,打开进料板122,使得进料板122远离储粉盒12的一端位于储粉盒12远离储油盒21的一侧,且进料板122远离储粉盒12的一端高于进料板122靠近储粉盒12的一端,以便于将拉丝粉等固体润滑剂添加到储粉盒12内。
46.参照图2和图5,拉丝模盒6还包括拉拔机构3,拉拔机构3包括拉丝模具31,拉丝模具31与储粉盒12通过连接组件32可拆卸连接。储粉盒12储远离储油盒21的一端设有安装槽33,安装槽33朝向储油盒21的一端与拉丝模具31抵接,连接组件32包括连接板321和与连接板321一体成型的限位板322,限位板322位于安装槽33的侧壁与拉丝模具31的侧壁之间,且限位板322靠近安装槽的一端端面与安装槽33的侧壁贴合抵接,限位板322靠近拉丝模具31
的一端与拉丝模具31的侧壁贴合抵接。连接板321与拉丝模具31远离储油盒21的一端抵接,连接板321与储粉盒12通过螺栓固定。为增加储粉盒12与拉丝模具31的固定强度,连接组件32沿安装槽33的周向阵列有多个,可以是4个。
47.本技术实施例一种拉丝模盒的实施原理为:当线材进行拉拔前,将调速轮2434滚动到任意位置,使输油管242往储油盒21内输送液油,同时旋转进料板122,往储粉盒12内添加拉丝粉或其它固体润滑剂,待储粉盒12的拉丝粉没过线材时,开始进行线材拉丝。拉丝过程中一方面可根据线材放线速度调节输油管242的输油速度,另一方面,当输油速度过快时,启动微型泵214可将储油盒21内富余的液油输送回油箱241内,与此同时每间隔一定的时间往储粉盒12内添加拉丝粉。
48.拉丝模具31因长期使用磨损严重时,拉丝效果不佳,此时需要更换拉丝模具31,取下连接组件32后安装槽33内装上新的拉丝模具31,然后将连接组件32的限位板322嵌入安装槽33与拉丝模具31之间,最后通过螺栓将连接板321与储粉盒12进行固定。随着拉丝模盒6的使用,储油盒21内的吸油海绵22也因老化和油污积累而产生吸油性能减弱的问题,此时,可打开防尘盖23更换新的吸油海绵22。
49.第二方面,本技术实施例还公开了一种拉丝机。参照图6,一种拉丝机,包括支撑腿、放线装置4、拉拔装置5和上述拉丝模盒6,拉丝模盒6位于放线装置4与拉拔装置5之间。放线装置4便于线材拉拔时进行稳定放线,拉拔装置5用于对线材进一步拉拔减径。底座1通过支撑腿固定于地面,底座1上除了放置拉丝模盒6外,还放置有拉拔装置5。底座1远离支撑腿的一端固定有安装架51,油箱241安装于安装架上51。
50.本技术实施例一种拉丝机的实验原理为:进行放线时,线材被牵引,放线装置4旋转,放线装置4上的线圈开始进行放线,随后线材经过该拉丝模盒6的储油盒21,线材表面包覆着一层液油油膜,因此经过储粉盒12时,线材表面能够粘连更多的拉丝粉。线材通过该拉丝模盒6中的拉丝模具31时,线材被拉拔减径,最后线材经过拉拔装置5做进一步的拉拔。拉拔装置5和该拉丝模盒6可以设置多组,均匀分配每组拉拔强度,这样线材经过多道拉拔工序后,直径均匀变细,拉拔效果良好。
51.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1