一种试制上下翻边工序共用模具的制作方法
1.本实用新型涉及冷冲压成形模具技术领域,具体为一种试制上下翻边工序共用模具。
背景技术:
2.试制是根据设计图纸制造出一到二件样品,以便检验样品的结构和性能是否达到设计要求。在目前常规的冲压行业中,一套模具只能完成一次翻边工艺,对于同时存在向上和向下翻边工艺的零件时,需要两套模具才能完成对零件的加工。因此,想要完成零件的加工就需要制作两套模具,而制作两套模具的设计工作量大,模具的加工时间长,从而增大了零件在试制阶段的经济成本和时间成本,延长了零件的试制周期。另外,两套模具只能完成相互独立的冲压工序,模具之间不能共用,模具共用性低,导致项目的节约性差,造成资源浪费。附图1示出了现有翻边整形模具的结构示意图,图中1为上模、2为下压料芯、3为下模。在零件放置于下压料芯2和上模1之间时,驱动上模1 朝下模3移动,从而对零件实施冲压翻边。
技术实现要素:
3.本实用新型的主要目的在于其提供一种试制上下翻边工序共用模具,其中翻边刀块、第一模具、压料芯和第二模具通过组合的方式形成对零件实施不同翻边工序的两个模具,从而能通过一套模具对零件实施两次不同的翻边工艺,进而降低了零件试制阶段的经济成本和时间成本。
4.本实用新型的另一目的在于其提供一种试制上下翻边工序共用模具,其中第一模具通过第一通孔对翻边刀块进行适配容纳,第二模具通过第二通孔对压料芯进行适配容纳,提高配合的稳定性,从而提高模具对零件加工的精度。
5.本实用新型的另一目的在于其提供一种试制上下翻边工序共用模具,其中第一模具和第二模具在移动过程中通过导向结构进行导向,提高两者在配合过程中的精度,从而提高了模具对零件加工的精度。
6.为实现上述至少一目的,本实用新型用于翻边零件,所述试制上下翻边工序共用模具包括翻边刀块、第一模具、压料芯和第二模具。
7.所述翻边刀块被可拆卸地设置于所述第一模具。
8.所述压料芯被可拆卸地设置于所述第二模具。
9.所述第一模具、所述第二模具和所述压料芯构成第一次翻边模具,所述第一模具构成所述第一次翻边模具的上模,所述第二模具和所述压料芯构成所述第一次翻边模具的下模。
10.所述第一模具、所述翻边刀块和所述压料芯构成第二次翻边模具,所述压料芯构成所述第二次翻边模具的上模,所述第一模具和所述翻边刀块构成所述第二次翻边模具的下模。
11.所述第一模具沿竖直方向设置有与所述翻边刀块相适配的第一通孔;
12.所述第二模具沿竖直方向设置有与所述压料芯相适配的第二通孔。
13.所述试制上下翻边工序共用模具还包括可沿竖直方向定向移动的至少两第一顶杆,其中至少一所述第一顶杆抵接于所述第一模具远离所述第二模具的一侧;
14.其中至少一所述第一顶杆抵接于所述压料芯远离所述第一模具的一侧。
15.所述第二模具设置有与所述压料芯相适配的盲孔。
16.所述第二模具设置有可沿竖直方向定向移动的至少一第二顶杆,所述第二顶杆延伸至所述盲孔的内部,并与所述压料芯远离所述第一模具的一侧相抵。
17.所述试制上下翻边工序共用模具还包括至少两导向结构;
18.所述导向结构包括一导向块和一配合块,所述导向块被设置于所述第一模具,所述配合块被设置于所述第二模具,所述导向块设置有与所述配合块相适配的导向槽。
19.所述导向结构被实施为四个,四个所述导向块被均匀地设置于所述第一模具的两侧。
20.所述试制上下翻边工序共用模具还包括至少四起吊棒,其中至少两所述起吊棒沿所述第一模具的周向被均匀地设置于所述第一模具的侧面,其中至少两所述起吊棒沿所述第二模具的周向被均匀地设置于所述第二模具的侧面。
21.至少四所述起吊棒可拆卸地连接于对应的所述第一模具和所述第二模具。
22.所述第一模具和所述第二模具相背离的一侧均设置有固定结构。
附图说明
23.图1示出了现有技术的结构示意图;
24.图2示出了本实用新型的第一次翻边模具的结构示意图;
25.图3示出了本实用新型的第二次翻边模具的结构示意图;
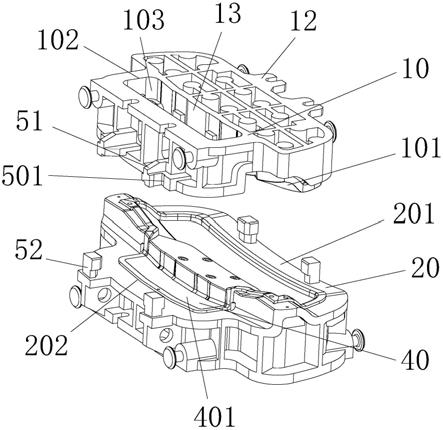
26.图4示出了本实用新型倒置的结构示意图;
27.图5示出了本实用新型的整体结构示意图;
28.图6示出了本实用新型的第二模具的结构示意图;
29.图7示出了本实用新型的翻边刀块的结构示意图。
具体实施方式
30.以下描述用于揭露本实用新型以使本领域技术人员能够实现本实用新型。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。在以下描述中界定的本实用新型的基本原理可以应用于其他实施方案、变形方案、改进方案、等同方案以及没有背离本实用新型的精神和范围的其他技术方案。
31.本领域技术人员应理解的是,在本实用新型的揭露中,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系是基于附图所示的方位或位置关系,其仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此上述术语不能理解为对本实用新型的限制。
32.可以理解的是,术语“一”应理解为“至少一”或“一个或多个”,即在一个实施例中,
一个元件的数量可以为一个,而在另外的实施例中,该元件的数量可以为多个,术语“一”不能理解为对数量的限制。
33.参考图2至图7,依本实用新型一较佳实施例的一种试制上下翻边工序共用模具,用于对零件实施两次翻边,所述试制上下翻边工序共用模具包括第一模具10、第二模具 20、翻边刀块30和压料芯40。所述翻边刀块30被可拆卸地设置于所述第一模具10。所述压料芯40被可拆卸地设置于所述第二模具20。所述第一模具10、所述第二模具20、所述翻边刀块30和所述压料芯40按照两种组合构成第一次翻边模具和第二次翻边模具。
34.所述第一模具10具有一第一工作面101,其中所述第一工作面101构成所述第一次翻边模具的上工作面。所述压料芯40具有一压料工作面401,所述第二模具20具有一第二工作面201。所述压料芯40装入所述第二模具20的内部后,所述第二工作面201 和所述压料工作面401构成所述第一次翻边模具的下工作面。通过所述第一次翻边模具的上下工作面对所述零件实施第一次翻边。
35.所述翻边刀块30具有一翻边工作面301。所述压料工作面401为第二次翻边模具的上工作面。所述翻边刀块30装入所述第一模具10后,所述翻边工作面301与所述第一工作面101构成所述第二翻边模具的下工作面,通过所述第二次翻边模具的上下工作面对所述零件实施第二次翻边。通过一套模具对零件实施两次不同的翻边工艺,进而降低了零件试制阶段的经济成本和时间成本。
36.所述第一模具10沿竖直方向设置有与所述翻边刀块30相配合的第一通孔102。所述第一通孔102的内部具有一第一容纳腔103,以容纳所述翻边刀块30。所述第一模具 10于所述第一通孔102的内壁设置有至少两第一引导面104。所述翻边刀块30设置有与所述第一引导面104配合的第一配合面302,以使所述翻边刀块30的外壁与所述第一容纳腔103的内壁进行紧密的配合,提高所述翻边刀块30于所述第一模具10内部的稳定性,防止所述翻边刀块30在所述第一容纳腔103的内部晃动,进而提高了模具在加工零件时的精度。同时,所述第一引导面104和所述第一配合面302也使所述翻边刀块 30能精准地落入所述第一容纳腔103的内部。
37.所述第二模具20沿竖直方向设置有与所述压料芯40相配合的第二通孔202,所述第二通孔202的内部具有一第二容纳腔203,以容纳所述压料芯40。所述第二容纳腔203 的内部设置有至少两第二引导面204。所述压料芯40设置有与所述第二引导面204相配合的第二配合面402,以使所述压料芯40能稳定地位于所述第二容纳腔203,使所述压料芯40不会在所述第二模具20的内部晃动,进而提高了模具在加工零件时的精度。
38.所述第一模具10、所述第二模具20、所述翻边刀块30和所述压料芯40采用组合的方式能对零件实施两次不同的翻边工艺,避免了需要加工两套模具而带来的成本增加以及周期延长的问题,从而降低了零件在试制阶段的成本,缩短了零件的制备周期。
39.所述试制上下翻边工序共用模具还包括至少两第一顶杆。所述第一顶杆被实施为四个,其中两个所述第一顶杆抵接于所述第一模具10远离所述第一工作面101的一侧。在所述翻边刀块30被固定时,以通过所述第一顶杆推动所述第一模具10沿所述翻边刀块30的侧壁向上移动;其中两个所述第一顶杆抵接于所述压料芯40远离所述压料工作面401的一侧,以通过所述第一顶杆推动所述压料芯40于所述第二通孔202的内部定向移动。所述第一顶杆与压机相连,通过所述压机提供带动所述第一顶杆定向移动的动力。
40.所述第二模具20设置有可沿竖直方向定向移动的至少一第二顶杆,所述第二顶杆延伸至所述盲孔的内部,并与所述压料芯40远离所述压料工作面401的一侧相抵。所述第二顶杆贯穿所述盲孔后再所述压料芯40推动。由于所述第二顶杆贯穿所述盲孔。所述第二顶杆与所述压机相连,通过所述压机推动所述压料芯40于所述盲孔内移动。
41.所述第一模具10和所述压料芯40相背的一侧均设置有抵接面。所述抵接面可被实施为弧形,以在所述抵接面与所述第一顶杆或所述第二顶杆相抵时,能保证所述第一顶杆或所述第二顶杆对所述第一模具10或所述压料芯40稳定推动。
42.所述试制上下翻边工序共用模具还包括至少两导向结构50。所述导向结构50包括一导向块51和一配合块52,其中所述导向块51被设置于所述第一模具10,其中所述配合块被设置于所述第二模具20。所述导向块51上开设有与所述配合块52相适配的导向槽501,以通过所述配合块52与所述导向槽501的配合引导所述第一模具10和所述第二模具20相互配合。
43.所述导向结构50被实施为两个。两个所述导向块51沿所述第一模具10的周向被相对地设置于所述第一模具10。也就是说,两个所述导向块51呈对角地分布在所述第一模具10。由于所述配合块52需要与所述导向槽501配合,那么两个所述配合块52 也对应地呈对角地分布在所述第二模具20。两个所述导向块51中所述导向槽501的开口朝向相背。所述配合块52具有与所述配合槽501相配合的第一凸起5201。因此,两个所述第一凸起5201的凸出部位的朝向相对。当所述第一模具10和所述第二模具20 相对移动,通过两个凸起相对的所述第一凸起5201延伸进入两个开口相背的所述导向槽501的内部,从而限制了所述第一模具10和所述第二模具20在平行于所述第一工作面101的平面上发生相对位移,进而提高所述模具对零件加工时的精度。
44.所述导向结构50被实施为四个。四个所述导向块51被均匀地设置于所述第一模具 10的两侧,与所述导向块51相对的,四个所述配合块52也被均匀地设置于所述第二模具10的两侧。通过四个所述导向块51和四个所述配合块52的配合,从而能更好地引导所述第一模具10和所述第二模具20在配合过程中的稳定性。
45.所述配合块52靠近所述第一模具10的一侧为倒角设置,以使所述配合块能顺利地插入所述导向槽501的内部。
46.所述试制上下翻边工序共用模具还包括至少四起吊棒11,其中至少两起吊棒11沿所述第一模具10的周向被均匀地设置于所述第一模具10的侧面,以便于对所述第一模具10起吊翻转;其中至少两所述起吊棒11沿所述第二模具20的周向被均匀地设置于所述第二模具20的侧面,以便于对所述第二模具20起吊翻转。
47.至少四所述起吊棒11可拆卸地连接于对应的所述第一模具10和所述第二模具20。所述第一模具10和所述第二模具20上均设置有螺纹孔。所述起吊棒11的一端设置有与所述螺纹孔相配合的螺纹槽,所述起吊棒11通过旋入所述螺纹孔的方式实现可拆卸连接。
48.所述第一模具10和所述第二模具20相背离的一侧均设置有固定结构12,以便于所述第一模具10和所述第二模具20固定在所述压机上。
49.所述固定结构12包括至少两第一压板部121。所述第一模具10远离所述第一工作面101的一端设置有至少两第一压板部121。至少两第一压板部121沿所述第一模具10 的周向均匀地分布于所述第一模具10,以便于将所述第一模具10固定在所述压机。
50.所述固定结构12还包括至少两第二安装槽1201。所述第二安装槽1201被设置于所述第二模具20远离所述第二工作面201的一端,以便于将所述第二模具20固定在所述压机。
51.所述固定结构12还包括至少两第三安装槽1202。所述第三安装槽1202被设置于所述翻边刀块30远离所述翻边工作面301的一端,以便于将所述翻边刀块30固定于所述压机。
52.所述固定结构12还包括至少两第四安装槽1203。所述第四安装槽1203被设置于所述压料芯40远离所述压料工作面401的一端,以便于将所述压料芯40固定于所述压机。所述固定结构12中的安装槽均呈u字形。
53.工作原理,在对零件进行第一次翻边工序前,先将所述压料芯40装入所述第二模具20中,并通过所述第二模具20上的所述第二安装槽1202将两者固定在所述压机的下台面;将所述第一模具10通过所述第一压板部121安装在所述压机的上台面,从而形成所述第一次翻边模具。在第一次翻边工序进行时,先将零件放置于所述第一次翻边模具,再通过所述第一顶杆或所述第二顶杆推动所述压料芯40向上移动,再使所述压机推动所述第一模具10向下移动,从而完成零件的第一次翻边工序。
54.在零件完成第一次翻边工序后,先将所述第一模具10、所述第二模具20和所述压料芯40从所述压机上拆卸,再将所述翻边刀块30通过第三安装槽1202固定于所述压机的下台面,再将所述第一模具10套设于所述翻边刀块30的外部,保持所述第一工作面101和所述翻边工作面301朝上,再将所述压料芯40通过所述第四安装槽固定于所述压机的上台面,从而形成所述第二次翻边模具。在第二次翻边工序进行时,先将零件放置于所述第二次翻边模具,通过第一顶杆推动所述第一模具10向上移动,再通过所述压机推动所述压料芯40向下移动,从而完成所述零件的第二次翻边工序。
55.本领域的技术人员应理解,上述描述及附图中所示的本实用新型的实施例只作为举例而并不限制本实用新型。本实用新型的优势已经完整并有效地实现。本实用新型的功能及结构原理已在实施例中展示和说明,在没有背离所述原理下,本实用新型的实施方式可以有任何变形或修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1