一种异形板卷圆成型装置的制作方法
1.本实用新型属于机械加工技术领域,具体是一种异型截面钣金零件的卷圆成型装置,适用于钣金零件为异型截面结构的情况。
背景技术:
2.环形散热器的材料通常为不锈钢,但由于航空领域的飞行器对自重要求越来越高,轻量化是一个大趋势,因此需要预研制新型的铝制环形散热器,环形散热器采用新型截面铝制型材。
3.为有效的将新型铝制型材加工成为环形散热器散热主体,需要将新型型材弯曲卷圆成需要的圆弧形状。通常钣金卷圆方法采取普通卷圆机进行卷圆,而普通卷圆装置的成型面部分与新型铝制型材的界面不能完全贴模,达不到设计要求结构,卷圆效果差,尺寸控制难。
技术实现要素:
4.本实用新型旨在提供一种异形板卷圆成型装置,解决异形截面板料零件卷圆成型困难达不到设计要求的问题,根据异形零件的截面特点设计专用卷圆装置,保证板料异型截面各处均与装置成型面贴合,从而保证卷圆零件成型准确。进一步,该卷圆成型装置能够在普通的滚圆机上使用,从而降低制造成本和加工、调整难度。
5.本实用新型是通过如下技术方案予以实现的:
6.一种异形板卷圆成型装置,所述异形板的一侧表面中间区域带有凸起,且凸起内部有多条平行并沿着异形板长度方向延伸的空腔,卷圆成型装置包括轴线平行且外径相等的第一卷圆机芯轴、第二卷圆机芯轴和第三卷圆机芯轴,其中,
7.所述第一卷圆机芯轴轴线和第二卷圆机芯轴轴线的垂直连线垂直于卷圆零件的进料方向,且第一卷圆机芯轴为光面芯轴并置于卷圆零件的内表面侧,第二卷圆机芯轴置于卷圆零件的外表面侧,且第二卷圆机芯轴上对称套接有两个滚套,两个滚套端面之间的轴向距离大于等于异形板上凸起的宽度,滚套上还设置有定位环形凸起,两个滚套上定位环形凸起之间的轴向距离大于等于异形板的宽度;
8.所述第三卷圆机芯轴置于卷圆零件的外表面侧并位于异形板从第一卷圆机芯轴和第二卷圆机芯轴成型后的出口侧,且其轴线所在竖直高度介于第一卷圆机芯轴轴线竖直高度和第二卷圆机芯轴轴线竖直高度之间,第三卷圆机芯轴上对称套接有两个滚套,两个滚套端面之间的轴向距离大于等于异形板上凸起的宽度,滚套上还设置有定位环形凸起,两个滚套上定位环形凸起之间的轴向距离大于等于异形板的宽度;需要说明的是,滚套对称布置是指滚套在第二卷圆机芯轴(或第三卷圆机芯轴上同轴,且关于异形板的凸起对称布置)。
9.所述滚套的外径与第二卷圆机芯轴、第三卷圆机芯轴的外径之差等于凸起的厚度;
10.所述定位环形凸起的外径与滚套的外径之差大于等于异形板的厚度。
11.作为一种选择,所述第一卷圆机芯轴、第二卷圆机芯轴和第三卷圆机芯轴为阶梯芯轴,在保证芯轴刚度不变的情况下降低芯轴的自重。
12.作为一种选择,所述滚套胀接在第二卷圆机芯轴、第三卷圆机芯轴上,胀接的连接方式确保滚套与芯轴连接牢固的同时也能兼顾滚套的拆卸便利。胀接时利用滚套内径与第二卷圆机芯轴、第三卷圆机芯轴外径的公差配合以及材质膨胀系数的差异连接在一起。
13.作为另一种选择,滚套通过焊接在第二卷圆机芯轴和第三卷圆机芯轴上,又或者定位环形凸起与滚套为一体成型,二者整体通过螺钉直接连接在第二卷圆机芯轴和第三卷圆机芯轴上。
14.作为一种选择,所述滚套上周向表面开有第一安装孔,所述定位环形凸起上开有第二安装孔,定位环形凸起通过定位销、第二安装孔和第一安装孔固定在滚套上,定位销的连接定位方式可以准确固定二者之间的位置。
15.作为一种选择,所述滚套和定位环形凸起的端面有倒角,在滚套和定位环形凸起与异形板接触的端面进行倒角处理,避免损伤异形板表面。
16.本实用新型在卷圆成型过程中,滚套和定位环形凸起配合滚圆机的芯轴形成与异形板截面匹配的成型面,成型时,因截面紧密贴合,确保了异形板的卷圆成型效果,避免因截面骤变引起的成型不到位情况。贴合的成型面包括异形板上所有的表面,即异形板的内表面(第一卷圆机芯轴外表面),外表面(滚套外表面)和两个侧端面(环形定位凸起的内侧端面),凸起的外表面和两个侧端面(第二卷圆机芯轴和第三卷圆机芯轴外表面,以及滚套的内侧端面)。
17.与现有技术相比,本实用新型提供的异形板卷圆成型装置具有以下优点:
18.1、通过在第二卷圆机芯轴和第三卷圆机芯轴上安装滚套、定位环形凸起,确保卷圆成型装置与异形板的表面贴合紧密;
19.2、滚套、定位环形凸起之间的距离设置确保最终成型尺寸符合要求;
20.3、可适用于大批量生产,第一卷圆机芯轴、第二卷圆机芯轴和第三卷圆机芯轴可安装在普通滚圆机上,对设备改动较小,改造成本低;
21.4、滚套、定位环形凸起的制作难度低,第一卷圆机芯轴、第二卷圆机芯轴和第三卷圆机芯轴之间的间隙调整难度小。
附图说明
22.图1为异形板的异型截面示意图;
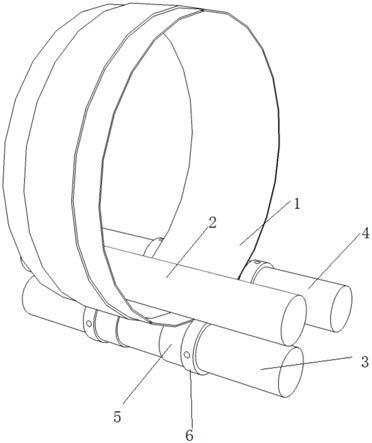
23.图2卷圆过程及卷圆装置示意图;
24.图3为图2的另一个方向视图;
25.图4为卷圆成型装置的轴线方向视图;
26.图5为滚套和定位环形凸起的结构示意图;
[0027]1‑‑
卷圆零件;2—第一卷圆机芯轴;3—第二卷圆机芯轴;4-第三卷圆机芯轴;5-滚套;6-定位环形凸起。
具体实施方式
[0028]
下面结合附图和具体实施例对本实用新型作进一步的说明,但不应就此理解为本实用新型所述主题的范围仅限于以下的实施例,在不脱离本实用新型技术思想情况下,凡根据本领域普通技术知识和惯用手段做出的各种修改、替换和变更,均包括在本实用新型的范围内。
[0029]
如图1所示,异形板的一个表面上中间位置带有凸起结构,凸起结构中有多个平行且沿着异形板长度方向延伸的空腔(作为换热介质的流道),当采用该异形板卷圆形成环形散热器时,存在零件成型位置材料延展路线急剧变化的问题,且异形板各曲面上受力不均匀,材料流动方向不规则,导致异形板钣金件成型过程中中性层急剧变化导致异形板成型不到位等情况。本实用新型根据异形板截面情况设计卷圆成型装置,保证卷圆成型芯轴的成型面与异形板的截面紧密贴合,进而进行弯曲成型,保证零件截面不同位置统一弯曲卷圆成型,从而满足设计要求。
[0030]
本实施例中,异形截面板料弯曲成型的方法是这样实现的:
[0031]
1、设计卷圆成型装置:
[0032]
根据板料截面结构特点,并结合现有卷圆设备,设计卷圆成型装置,确保卷圆成型装置与异形板料截面紧密贴合。
[0033]
如图2~图5,卷圆成型装置包括轴线平行且外径相等的第一卷圆机芯轴2、第二卷圆机芯轴3和第三卷圆机芯轴4,第一卷圆机芯轴2、第二卷圆机芯轴3和第三卷圆机芯轴4为阶梯芯轴。其中,第一卷圆机芯轴2轴线和第二卷圆机芯轴3轴线的垂直连线垂直于卷圆零件1的进料方向,且第一卷圆机芯轴2为光面芯轴并置于卷圆零件1的内表面侧,第二卷圆机芯轴3置于卷圆零件1的外表面侧,且第二卷圆机芯轴3上对称套接有两个滚套5,两个滚套5端面之间的轴向距离大于等于异形板上凸起的宽度,滚套5上还设置有定位环形凸起6,两个滚套5上定位环形凸起6之间的轴向距离大于等于异形板的宽度;第三卷圆机芯轴4置于卷圆零件1的外表面侧并位于异形板从第一卷圆机芯轴2和第二卷圆机芯轴3成型后的出口侧,且其轴线所在竖直高度介于第一卷圆机芯轴2轴线竖直高度和第二卷圆机芯轴3轴线竖直高度之间,第三卷圆机芯轴4上对称套接有两个滚套5,两个滚套5端面之间的轴向距离大于等于异形板上凸起的宽度,滚套5上还设置有定位环形凸起6,两个滚套5上定位环形凸起6之间的轴向距离大于等于异形板的宽度;滚套5的外径与第二卷圆机芯轴3、第三卷圆机芯轴4的外径之差等于凸起的厚度;定位环形凸起6的外径与滚套5的外径之差大于等于异形板的厚度。滚套5胀接在第二卷圆机芯轴3、第三卷圆机芯轴4上。滚套5上周向表面开有第一安装孔,定位环形凸起6上开有第二安装孔,定位环形凸起6通过定位销、第二安装孔和第一安装孔固定在滚套5上。滚套5和定位环形凸起6的端面有倒角。
[0034]
2、设备改造:
[0035]
将上述卷圆成型装置装配到普通三轴滚圆机上,对设备进行较小改造。
[0036]
3、零件成型:
[0037]
运用改造好的设备卷圆异形截面板料零件,达到要求的圆弧设计要求,同时进行圆弧校正。异形板从第一卷圆机芯轴2、第二卷圆机芯轴3之间的间隙里进入,然后从间隙里出来并与第三卷圆机芯轴4接触并弯曲。滚套5之间的距离以及定位环形凸起6之间的距离,滚套5的外径以及定位环形凸起6的外径使得所有成型面与异形板的截面表面紧贴成型。
[0038]
卷圆零件1在卷圆成型过程中的来料为异形板截面(如图1),卷圆零件1在卷圆时各处中间位置与两侧位置中性层不一致,单一的卷圆方法将导致卷圆零件1截面变化过渡位置急剧变化,该处卷圆效果差,尺寸控制难。为解决以上难点,采用了图2所示的卷圆装置进行成型。
[0039]
以上为本实施例的工作原理和结构特点,凡是依据本结构方案制作的该类装置,均属本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1