一种高效自动化装配线设备的制作方法
1.本实用新型涉及自动化设备技术领域,具体为一种高效自动化装配线设备。
背景技术:
2.在汽车椅背板小桌板总成中一套金属核心件的装配流水线设备中,所有需装配作业动作都在该自动化装配设备上完成,人工只是做(辅助工作)简单的装上取下的动作。
3.传统的装配工装中,工作人员是起到主要作业工作的,工装设备只是起到辅助作用的,这样人工成本倍数增加且产品品质和工作效率、产能计划得不到有效保障以及安全事故频发。
技术实现要素:
4.基于此,本实用新型的目的是提供一种高效自动化装配线设备,以解决现有技术中人工成本增加且产品品质较差以及工作效率较低和安全事故频发的技术问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种高效自动化装配线设备,包括连杆衬套压装机、四连杆旋铆机、连杆支架安装定位螺丝机、连杆支架扭力测试机、内部骨架侧面铆压机以及内部骨架侧面阻尼安装机,所述四连杆旋铆机包括旋转铆压机构、连杆固定块、旋转铆压架和光缆感应器;
6.所述旋转铆压机构设置在旋转铆压架的顶部,所述旋转铆压架顶部且位于旋转铆压机构下方设置有连杆固定块,所述旋转铆压架内侧且位于旋转铆压机构一端的两侧皆设置有光缆感应器。
7.通过采用上述技术方案,四连杆旋铆机在使用时,工作人员将连杆放置到连杆固定块上,工作人员肢体离开光缆感应器的感应范围后,旋转铆压机构自动完成旋转铆压,有效的保证工作人员的安全,有效的避免了安全频发的问题。
8.本实用新型进一步设置为,所述连杆衬套压装机包括压装机构、连杆固定机构和冲压件料箱,所述压装机构安装在连杆衬套压装机内部的两端位置处,所述连杆衬套压装机内部两端位于压装机构下方皆设置有连杆固定机构,所述连杆衬套压装机内部中间位置处设置有冲压件料箱。
9.通过采用上述技术方案,对产品进行冲压。
10.本实用新型进一步设置为,所述连杆支架安装定位螺丝机包括螺丝安装机构和连杆支架,所述连杆支架安装定位螺丝机内部的中间位置处,所述连杆支架安装定位螺丝机内部设置有与螺丝安装机构相配合的连杆支架。
11.通过采用上述技术方案,对产品进行安装螺丝。
12.本实用新型进一步设置为,所述连杆支架扭力测试机包括连杆固定器和扭矩测力器,所述连杆支架扭力测试机内部设置有连杆固定器,所述连杆支架扭力测试机内部底端设置有延伸至连杆固定器下方的扭矩测力器。
13.通过采用上述技术方案,测试产品的扭矩承受能力是否达到合格标准。
14.本实用新型进一步设置为,所述内部骨架侧面铆压机包括铆压机构和第一内部骨架固定机构,所述内部骨架侧面铆压机内部两端皆设置有铆压机构,两组所述铆压机构之间设置有第一内部骨架固定机构。
15.通过采用上述技术方案,对产品内部骨架进行铆压。
16.本实用新型进一步设置为,所述内部骨架侧面阻尼安装机包括阻尼安装机构和第二内部骨架固定机构,所述内部骨架侧面阻尼安装机内部中间位置处设置有阻尼安装机构,所述内部骨架侧面阻尼安装机内部一侧中间位置处且位于阻尼安装机构下方设置有第二内部骨架固定机构。
17.通过采用上述技术方案,对产品内部骨架的位置处进行安装阻尼机构。
18.综上所述,本实用新型主要具有以下有益效果:
19.1、本实用新型内部的四连杆旋铆机在使用时,工作人员将连杆放置到连杆固定块上,工作人员肢体离开光缆感应器的感应范围后,旋转铆压机构自动完成旋转铆压,有效的保证工作人员的安全,有效的避免了安全频发的问题;
20.2、本实用新型整体装配线根据各零件在工装内采用了仿型、防错以及力距测定,由此可知,经过本装配线的每件产品都是合格产品,大大保证了品质质量;
21.3、本实用新型整体装配线最初设置的装配节拍为六十秒,随着工作人员作业熟练度的提高,装配线的装配节拍可提高了五十秒以内,且需要四位工作人员即可完成操作,工作效率较高。
附图说明
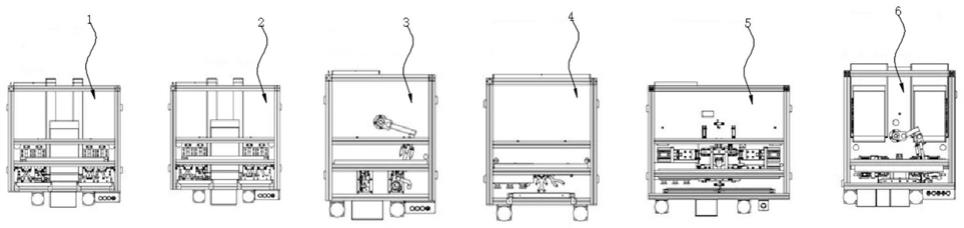
22.图1为本实用新型一字形排列的分布图;
23.图2为本实用新型u形排列的分布图;
24.图3为本实用新型连杆衬套压装机的结构示意图;
25.图4为本实用新型四连杆旋铆机的结构示意图;
26.图5为本实用新型连杆支架安装定位螺丝机的结构示意图;
27.图6为本实用新型连杆支架扭力测试机的结构示意图;
28.图7为本实用新型内部骨架侧面铆压机的结构示意图;
29.图8为本实用新型内部骨架侧面阻尼安装机的结构示意图。
30.图中:1、连杆衬套压装机;101、压装机构;102、连杆固定机构;103、冲压件料箱;2、四连杆旋铆机;201、旋转铆压机构;202、连杆固定块;203、旋转铆压架;204、光缆感应器;3、连杆支架安装定位螺丝机;301、螺丝安装机构;302、连杆支架;4、连杆支架扭力测试机;401、连杆固定器;402、扭矩测力器;5、内部骨架侧面铆压机;501、铆压机构;502、第一内部骨架固定机构;6、内部骨架侧面阻尼安装机;601、阻尼安装机构;602、第二内部骨架固定机构。
具体实施方式
31.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
32.下面根据本实用新型的整体结构,对其实施例进行说明。
33.一种高效自动化装配线设备,如图1、图2和图4所示,包括连杆衬套压装机1、四连杆旋铆机2、连杆支架安装定位螺丝机3、连杆支架扭力测试机4、内部骨架侧面铆压机5以及内部骨架侧面阻尼安装机6,四连杆旋铆机2包括旋转铆压机构201、连杆固定块202、旋转铆压架203和光缆感应器204;
34.旋转铆压机构201设置在旋转铆压架203的顶部,旋转铆压架203顶部且位于旋转铆压机构201下方设置有连杆固定块202,旋转铆压架203内侧且位于旋转铆压机构201一端的两侧皆设置有光缆感应器204,四连杆旋铆机2在使用时,工作人员将连杆放置到连杆固定块202上,工作人员肢体离开光缆感应器204的感应范围后,旋转铆压机构201自动完成旋转铆压,有效的保证工作人员的安全,有效的避免了安全频发的问题。
35.请参阅图1、图2和图3,连杆衬套压装机1包括压装机构101、连杆固定机构102和冲压件料箱103,压装机构101安装在连杆衬套压装机1内部的两端位置处,连杆衬套压装机1内部两端位于压装机构101下方皆设置有连杆固定机构102,连杆衬套压装机1内部中间位置处设置有冲压件料箱103,本实用新型通过设置以上结构,对产品进行冲压。
36.请参阅图1、图2和图5,连杆支架安装定位螺丝机3包括螺丝安装机构301和连杆支架302,连杆支架安装定位螺丝机3内部的中间位置处,连杆支架安装定位螺丝机3内部设置有与螺丝安装机构301相配合的连杆支架302,本实用新型通过设置以上结构,对产品进行安装螺丝。
37.请参阅图1、图2和图6,连杆支架扭力测试机4包括连杆固定器401和扭矩测力器402,连杆支架扭力测试机4内部设置有连杆固定器401,连杆支架扭力测试机4内部底端设置有延伸至连杆固定器401下方的扭矩测力器402,本实用新型通过设置以上结构,测试产品的扭矩承受能力是否达到合格标准。
38.请参阅图1、图2、图7和图8,内部骨架侧面铆压机5包括铆压机构501和第一内部骨架固定机构502,内部骨架侧面铆压机5内部两端皆设置有铆压机构501,两组铆压机构501之间设置有第一内部骨架固定机构502,内部骨架侧面阻尼安装机6包括阻尼安装机构601和第二内部骨架固定机构602,内部骨架侧面阻尼安装机6内部中间位置处设置有阻尼安装机构601,内部骨架侧面阻尼安装机6内部一侧中间位置处且位于阻尼安装机构601下方设置有第二内部骨架固定机构602,本实用新型通过设置以上结构,对产品内部骨架进行铆压以及对其进行安装阻尼机构。
39.本实用新型的工作原理为:使用时,本实用新型的连杆衬套压装机1、四连杆旋铆机2、连杆支架安装定位螺丝机3、连杆支架扭力测试机4、内部骨架侧面铆压机5以及内部骨架侧面阻尼安装机6可根据实施场地的情况按照一字形排列或者u形排列的摆放方式进行分布;
40.本实用新型内部的四连杆旋铆机2在使用时,工作人员将连杆放置到连杆固定块202上,工作人员肢体离开光缆感应器204的感应范围后,旋转铆压机构201自动完成旋转铆压,有效的保证工作人员的安全,有效的避免了安全频发的问题;
41.进一步的说,装配线根据各零件在工装内采用了仿型、防错以及力距测定,由此可知,经过本装配线的每件产品都是合格产品,大大保证了品质质量,且装配线最初设置的装配节拍为六十秒,随着工作人员作业熟练度的提高,装配线的装配节拍可提高了五十秒以
内,且需要四位工作人员即可完成操作,工作效率较高。
42.尽管已经示出和描述了本实用新型的实施例,但本具体实施例仅仅是对本实用新型的解释,其并不是对实用新型的限制,描述的具体特征、结构、材料或者特点可以在任何一个或多个实施例或示例中以合适的方式结合,本领域技术人员在阅读完本说明书后可在不脱离本实用新型的原理和宗旨的情况下,可以根据需要对实施例做出没有创造性贡献的修改、替换和变型等,但只要在本实用新型的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1