一种便于焊接的无铅型焊锡丝的制作方法
1.本实用新型涉及焊锡丝领域,尤其涉及的是一种便于焊接的无铅型焊锡丝。
背景技术:
2.汽车尤其是高档次的乘用车,后挡风玻璃为了防止结霜会具备加热功能,其烧结在玻璃上的银浆作为发热元件,通过加载电流发热来融化、蒸发聚集在后挡风玻璃上的霜和水汽,给驾驶人员提供良好的视线,从而增加驾驶的安全性。长期以来,用于后挡风玻璃与之连接电路用的导电端子使用含铅的非环保焊料进行焊接,已经使用几十年了,随着人类对环境的重视,环保的要求越来越高,含铅的焊料已经逐渐的被替代。
3.现有技术中,市面上的无铅焊锡丝普遍存在熔点较高、锡的延展性低,焊接质量差的缺点,不便于连续焊接作业;同时,焊锡丝的表面抗化能力普遍较差,容易氧化变质,从而影响焊锡丝的产品质量;另外,当焊接设备对焊锡丝进行夹持焊接时,由于焊锡丝的表面较为光滑,在焊接时,焊锡丝容易发生松动,从而影响焊接的精度。
4.因此,现有技术存在缺陷,需要改进。
技术实现要素:
5.本实用新型所要解决的技术问题是:提供一种熔点较低、延展性好,焊接质量稳定的便于焊接的无铅型焊锡丝。
6.为了实现上述目的,本实用新型技术方案如下:一种便于焊接的无铅型焊锡丝,包括三根助焊剂线芯、第一焊锡层、第二焊锡层、助焊剂层及防氧化层,三根所述助焊剂线芯分别设于第一焊锡层内,且三根所述助焊剂线芯两两之间相互靠拢,所述助焊剂层包覆在第一焊锡层外侧,所述第二焊锡层包覆在助焊剂层的外侧,所述防氧化层包覆在第二焊锡层的外侧;
7.所述第一焊锡层为锡银合金,所述第二焊锡层为锡铜合金,所述防氧化层的截面为圆形,所述防氧化层沿圆周方向设有若干均匀排布的防滑凸条,所述防滑凸条顶部设有过渡圆弧。
8.采用上述技术方案,所述的便于焊接的无铅型焊锡丝中,所述第二焊锡层与防氧化层之间还设有第三焊锡层,所述第三焊锡层为锡铋合金。
9.采用上述各个技术方案,所述的便于焊接的无铅型焊锡丝中,三根所述助焊剂线芯的直径大小相等。
10.采用上述各个技术方案,所述的便于焊接的无铅型焊锡丝中,三根所述助焊剂线芯均采用水溶性助焊剂制成。
11.采用上述各个技术方案,所述的便于焊接的无铅型焊锡丝中,所述第一焊锡层的直径为0.4~0.6mm,所述第二焊锡层的厚度为0.1~0.3mm,所述助焊剂层的厚度为0.02~0.04mm,所述防氧化层的厚度为0.05~0.08mm。
12.采用上述各个技术方案,所述的便于焊接的无铅型焊锡丝中,所述第三焊锡层的
厚度为0.1~0.2mm。
13.采用上述各个技术方案,所述的便于焊接的无铅型焊锡丝中,所述防滑凸条的个数至少为八个。
14.采用上述各个技术方案,本实用新型设置的三根助焊剂线芯及助焊剂层,可先于第一焊锡层及第二焊锡层发生熔化,避免第一焊锡层及第二焊锡层内的锡合金在熔化膨胀作用下发生飞溅,提高焊接时的稳定性;第一焊锡层为锡银合金,第二焊锡层为锡铜合金,避免添加铅,可减少污染及对人体的伤害,有效改善焊锡的延展性,便于进行连续焊接作业;第三焊锡层为锡铋合金,锡铋合金可降低焊锡的熔点,从而提高焊接的工作效率;防氧化层的设置,可防止焊锡丝表面发生氧化;在防氧化层表面设置的防滑凸条,可提高锡焊设备夹持焊锡丝的稳定性,防止焊锡丝在焊接过程中发生松动,从而提高对工件的焊接质量;整体焊接熔点较低、延展性好、焊接质量稳定,可推广使用。
附图说明
15.图1为本实用新型实施例1的整体结构示意图;
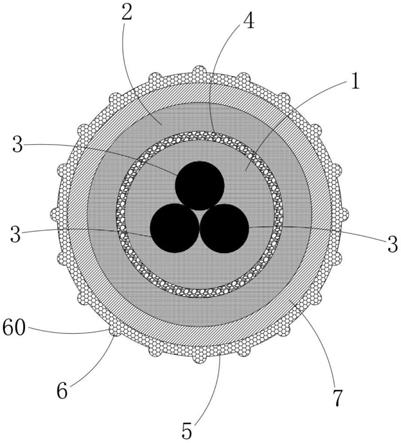
16.图2为本实用新型实施例2的整体结构示意图。
具体实施方式
17.以下结合附图和具体实施例,对本实用新型进行详细说明。
18.实施例1
19.如图1所示,本实施例提供一种便于焊接的无铅型焊锡丝,包括三根助焊剂线芯3、第一焊锡层1、第二焊锡层2、助焊剂层4及防氧化层5,三根所述助焊剂线芯3分别设于第一焊锡层1内,且三根所述助焊剂线芯3两两之间相互靠拢,所述助焊剂层4包覆在第一焊锡层1外侧,所述第二焊锡层2包覆在助焊剂层4的外侧,所述防氧化层5包覆在第二焊锡层2的外侧。
20.所述第一焊锡层1为锡银合金,所述第二焊锡层2为锡铜合金,所述防氧化层5的截面为圆形,所述防氧化层5沿圆周方向设有若干均匀排布的防滑凸条6,所述防滑凸条6顶部设有过渡圆弧60。本实施例中,三根助焊剂线芯3及助焊剂层4的设置,可先于第一焊锡层1及第二焊锡层2发生熔化,避免第一焊锡层1及第二焊锡层2内的锡合金在熔化膨胀作用下发生飞溅,提高焊接时的稳定性;第一焊锡层1为锡银合金,第二焊锡层2为锡铜合金,避免添加铅,可减少污染及对人体的伤害,有效改善焊锡的延展性,便于进行连续焊接作业。防氧化层5的设置,可防止焊锡丝表面发生氧化;在防氧化层5表面设置的防滑凸条6,可提高锡焊设备夹持焊锡丝的稳定性,防止焊锡丝在焊接过程中发生松动,从而提高对工件的焊接质量;过渡圆弧60的设置,可防止焊锡丝的表面划伤人手,实用方便。
21.进一步的,所述第二焊锡层2与防氧化层5之间还设有第三焊锡层7,所述第三焊锡层7为锡铋合金。本实施例中,第三焊锡层7为锡铋合金,锡铋合金可降低焊锡的熔点,从而提高焊接的工作效率。
22.进一步的,三根所述助焊剂线芯3的直径大小相等。
23.进一步的,三根所述助焊剂线芯3均采用水溶性助焊剂制成。
24.进一步的,所述第一焊锡层1的直径为0.4~0.6mm,所述第二焊锡层2的厚度为0.1
~0.3mm,所述助焊剂层4的厚度为0.02~0.04mm,所述防氧化层5的厚度为0.05~0.08mm。本实施例中,第一焊锡层1的直径为0.4mm,第二焊锡层2的厚度为0.1mm,助焊剂层4的厚度为0.02mm,防氧化层5的厚度为0.05mm。
25.进一步的,所述第三焊锡层7的厚度为0.1~0.2mm。本实施例中,第三焊锡层7的厚度为0.1mm。
26.进一步的,所述防滑凸条6的个数至少为八个。本实施例中,防滑凸条6的个数为二十个,当然,用户还可根据实际需要设置成不同数量的防滑凸条6,本实施例不作过多限制。
27.实施例2
28.如图2所示,本实施例提供一种便于焊接的无铅型焊锡丝,包括三根助焊剂线芯3、第一焊锡层1、第二焊锡层2、助焊剂层4及防氧化层5,三根所述助焊剂线芯3分别设于第一焊锡层1内,且三根所述助焊剂线芯3两两之间相互靠拢,所述助焊剂层4包覆在第一焊锡层1外侧,所述第二焊锡层2包覆在助焊剂层4的外侧,所述防氧化层5包覆在第二焊锡层2的外侧。
29.所述第一焊锡层1为锡银合金,所述第二焊锡层2为锡铜合金,所述防氧化层5的截面为圆形,所述防氧化层5沿圆周方向设有若干均匀排布的防滑凸条6,所述防滑凸条6顶部设有过渡圆弧60。本实施例中,三根助焊剂线芯3及助焊剂层4的设置,可先于第一焊锡层1及第二焊锡层2发生熔化,避免第一焊锡层1及第二焊锡层2内的锡合金在熔化膨胀作用下发生飞溅,提高焊接时的稳定性;第一焊锡层1为锡银合金,第二焊锡层2为锡铜合金,避免添加铅,可减少污染及对人体的伤害,有效改善焊锡的延展性,便于进行连续焊接作业。防氧化层5的设置,可防止焊锡丝表面发生氧化;在防氧化层5表面设置的防滑凸条6,可提高锡焊设备夹持焊锡丝的稳定性,防止焊锡丝在焊接过程中发生松动,从而提高对工件的焊接质量;过渡圆弧60的设置,可防止焊锡丝的表面划伤人手,实用方便。
30.进一步的,三根所述助焊剂线芯3的直径大小相等。
31.进一步的,三根所述助焊剂线芯3均采用水溶性助焊剂制成。
32.进一步的,所述第一焊锡层1的直径为0.4~0.6mm,所述第二焊锡层2的厚度为0.1~0.3mm,所述助焊剂层4的厚度为0.02~0.04mm,所述防氧化层5的厚度为0.05~0.08mm。本实施例中,第一焊锡层1的直径为0.6mm,第二焊锡层2的厚度为0.3mm,助焊剂层4的厚度为0.04mm,防氧化层5的厚度为0.08mm。
33.进一步的,所述防滑凸条6的个数至少为八个。本实施例中,防滑凸条6的个数为二十个,当然,用户还可根据实际需要设置成不同数量的防滑凸条6,本实施例不作过多限制。
34.采用上述各个技术方案,本实用新型设置的三根助焊剂线芯及助焊剂层,可先于第一焊锡层及第二焊锡层发生熔化,避免第一焊锡层及第二焊锡层内的锡合金在熔化膨胀作用下发生飞溅,提高焊接时的稳定性;第一焊锡层为锡银合金,第二焊锡层为锡铜合金,避免添加铅,可减少污染及对人体的伤害,有效改善焊锡的延展性,便于进行连续焊接作业;第三焊锡层为锡铋合金,锡铋合金可降低焊锡的熔点,从而提高焊接的工作效率;防氧化层的设置,可防止焊锡丝表面发生氧化;在防氧化层表面设置的防滑凸条,可提高锡焊设备夹持焊锡丝的稳定性,防止焊锡丝在焊接过程中发生松动,从而提高对工件的焊接质量;整体焊接熔点较低、延展性好、焊接质量稳定,可推广使用。
35.以上仅为本实用新型的较佳实施例而已,并不用于限制本实用新型,凡在本实用
新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1