一种无缝钢管热挤压装置的制作方法
1.本实用新型涉及无缝钢管技术领域,具体为一种无缝钢管热挤压装置。
背景技术:
2.无缝钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等,钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,已广泛用钢管来制造,无缝钢管加工时需要使用到热挤压装置,热挤压装置将无缝钢管加热到热锻成形温度进行挤压。
3.现有的热挤压装置不具备吹渣功能,无缝钢管热挤压时会产生大量废渣,废渣无法及时清理的话,会附着在无缝钢管表面,导致挤压后的无缝钢管表面过于粗糙,不能很好的满足人们的使用需求,针对上述情况,在现有的热挤压装置基础上进行技术创新。
技术实现要素:
4.本实用新型的目的在于提供一种无缝钢管热挤压装置,以解决上述背景技术中提出一般的热挤压装置不具备吹渣功能,无缝钢管热挤压时会产生大量废渣,废渣无法及时清理的话,会附着在无缝钢管表面,导致挤压后的无缝钢管表面过于粗糙,不能很好的满足人们的使用需求问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种无缝钢管热挤压装置,包括:
6.热压机构;
7.还包括:
8.吹渣机构,其设置在所述热压机构的外部一侧;
9.加热组件,其固定在所述热压机构的内壁上方;
10.润滑组件,其安装在所述热压机构的外部上方;
11.所述吹渣机构包括:
12.滑套;
13.滑杆,其设置在所述滑套的内壁;
14.喷气头,其固定在所述滑杆的外部;
15.输气管,其安装在所述喷气头的外部;
16.鼓风机,其设置在所述输气管的一端。
17.优选的,所述热压机构包括:
18.箱座,所述箱座的上方由内而外依次设置有底座和钢柱座。
19.优选的,所述热压机构还包括:
20.下模,其设置在所述底座的上方;
21.液压缸,其安装在所述钢柱座的上方。
22.优选的,所述热压机构还包括:
23.压头,其设置在所述液压缸的下方;
24.上模,其安装在所述压头的下方。
25.优选的,所述加热组件包括:
26.外壳;
27.隔热棉,其贴合在所述外壳的内壁,所述隔热棉的外表面与外壳的内表面相贴合。
28.优选的,所述加热组件还包括:
29.内壳,其设置在所述隔热棉的内壁;
30.加热板,其安装在所述内壳的内壁。
31.优选的,所述润滑组件包括:
32.罐体;
33.电缸,其设置在所述罐体的一侧;
34.活塞,其安装在所述电缸的外部。
35.优选的,所述润滑组件还包括:
36.输液管,其固定在所述罐体的另一侧;
37.电磁阀,其安装在所述输液管的外部。
38.与现有技术相比,本实用新型的有益效果是:对箱座上的废渣进行吹扫,且通过调整喷气头的高度能够实现精准吹扫,减少热量的传递,从而提高加热板的加热效率,该热挤压装置具备了自润滑功能,有效减缓该热挤压装置的磨损;
39.1.本实用新型通过滑套、滑杆、喷气头、输气管和鼓风机的设置,松紧螺丝滑杆能够沿滑套的内壁上下移动,随之喷气头的高度改变,鼓风机启动后通过输气管往喷气头输送气体,喷气头喷出气体,对箱座上的废渣进行吹扫,且通过调整喷气头的高度能够实现精准吹扫,避免该热挤压装置使用时因为废渣较多导致工件质量低下,从而提高了该热挤压装置的生产质量;
40.2.本实用新型通过外壳、隔热棉和内壳的设置,外壳与内壳固定形成中空层,减少热量的传递,从而提高加热板的加热效率,隔热棉贴合在中空层内,加强隔热保温效果,进而防止热量散失,避免烫伤工作人员;
41.3.本实用新型通过罐体、电缸、活塞、输液管和电磁阀的设置,打开罐体的盖板添加润滑油,启动电缸推动活塞挤压罐体内的润滑油,同时开启电磁阀,润滑油通过输液管输送至压头处,对钢柱座和压头进行润滑,使得该热挤压装置具备了自润滑功能,有效减缓该热挤压装置的磨损。
附图说明
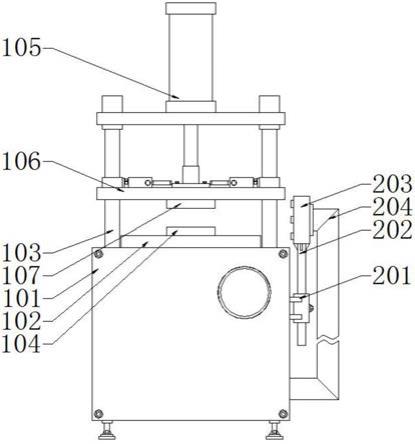
42.图1为本实用新型主视结构示意图;
43.图2为本实用新型主视剖视结构示意图;
44.图3为本实用新型图2中a处放大结构示意图。
45.图中:1、热压机构;101、箱座;102、底座;103、钢柱座;104、下模;105、液压缸;106、压头;107、上模;2、吹渣机构;201、滑套;202、滑杆;203、喷气头;204、输气管;205、鼓风机;
3、加热组件;301、外壳;302、隔热棉;303、内壳;304、加热板;4、润滑组件;401、罐体;402、电缸;403、活塞;404、输液管;405、电磁阀。
具体实施方式
46.如图1-2所示,一种无缝钢管热挤压装置,包括:热压机构1;还包括:吹渣机构2,其设置在热压机构1的外部一侧;加热组件3,其固定在热压机构1的内壁上方;润滑组件4,其安装在热压机构1的外部上方;吹渣机构2包括:滑套201;滑杆202,其设置在滑套201的内壁,松紧螺丝滑杆202能够沿滑套201的内壁上下移动,随之喷气头203的高度改变;喷气头203,其固定在滑杆202的外部;输气管204,其安装在喷气头203的外部;鼓风机205,其设置在输气管204的一端,鼓风机205启动后通过输气管204往喷气头203输送气体,喷气头203喷出气体,对箱座101上的废渣进行吹扫,且通过调整喷气头203的高度能够实现精准吹扫,避免该热挤压装置使用时因为废渣较多导致工件质量低下,从而提高了该热挤压装置的生产质量;热压机构1包括:箱座101,箱座101的上方由内而外依次设置有底座102和钢柱座103;热压机构1还包括:下模104,其设置在底座102的上方;液压缸105,其安装在钢柱座103的上方;热压机构1还包括:压头106,其设置在液压缸105的下方;上模107,其安装在压头106的下方;加热组件3包括:外壳301,外壳301与内壳303固定形成中空层,减少热量的传递,从而提高加热板304的加热效率;隔热棉302,其贴合在外壳301的内壁,隔热棉302的外表面与外壳301的内表面相贴合,隔热棉302贴合在中空层内,加强隔热保温效果,进而防止热量散失,避免烫伤工作人员;加热组件3还包括:内壳303,其设置在隔热棉302的内壁;加热板304,其安装在内壳303的内壁。
47.如图3所示,润滑组件4包括:罐体401,打开罐体401的盖板添加润滑油;电缸402,其设置在罐体401的一侧;活塞403,其安装在电缸402的外部,启动电缸402推动活塞403挤压罐体401内的润滑油;润滑组件4还包括:输液管404,其固定在罐体401的另一侧;电磁阀405,其安装在输液管404的外部,同时开启电磁阀405,润滑油通过输液管404输送至压头106处,对钢柱座103和压头106进行润滑,使得该热挤压装置具备了自润滑功能,有效减缓该热挤压装置的磨损。
48.工作原理:在使用该无缝钢管热挤压装置时,首先将无缝钢管置于加热板304内加热到热锻成形温度,加热板304安装于内壳303的内壁,外壳301与内壳303固定形成中空层,减少热量的传递,隔热棉302贴合在中空层内,加强隔热保温效果,无缝钢管移动至下模104上方,启动液压缸105推动压头106沿钢柱座103的柱子上下移动,打开罐体401的盖板添加润滑油,启动电缸402推动活塞403挤压罐体401内的润滑油,同时开启电磁阀405,润滑油通过输液管404输送至压头106处,对钢柱座103和压头106进行润滑,上模107与下模104配合,随之将无缝钢管挤压成型,同时启动鼓风机205,通过输气管204往喷气头203输送气体,喷气头203喷出气体,对箱座101上的废渣进行吹扫,松紧螺丝滑杆202能够沿滑套201的内壁上下移动,随之喷气头203的高度改变,通过调整喷气头203的高度能够实现精准吹扫,这就是该无缝钢管热挤压装置的工作原理。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1