一种石油管切削加工用刀头总成的制作方法
1.本实用新型涉及切削刀具技术领域,具体为一种石油管切削加工用刀头总成。
背景技术:
2.随着石油工业的发展,石油管材的需求量也急剧增加,尤其是开采深井需若干节管联接在一起才能满足采油要求,而相邻两管之间,依靠管子螺纹相连接,而且井越深其螺纹承受的力越大,因此,对其管端的螺纹加工质量要求也越来越高。
3.现有技术中石油管螺纹切削刀具通常包括刀柄及刀体,刀体上轴向插接螺栓,实现刀体在刀柄上的轴向固定,然而在实际使用中发现,由于刀柄的轴向端面结构较为紧凑且复杂,导致在刀柄的轴向端面上再加工螺纹孔的难度较高且误差较大,并且刀体轴向端面上的螺栓也易在车削加工过程中碰触工件,导致螺纹损坏。
4.因此,如何改进现有技术中刀柄与刀体的连接固定方式,避免加工过程中螺栓干涉,且降低刀柄的加工难度,就成了本领域人员亟待解决的技术问题。
5.通过公开专利检索,发现以下对比文件:
6.cn201147850y,公开了机械加工行业的一种加工工件外螺纹的刀具,用在普通车床或者数控车床上加工外螺纹,尤其适用于加工石油工业使用的油管、套管、钻杆等端面带有倒角工件的外螺纹。本实用新型包括刀体和刀头,在刀头上设置去毛刺刀和螺纹刀,螺纹刀固定在刀头的顶端,去毛刺刀固定在刀头的左端。用本实用新型加工带有倒角工件的外螺纹,由于去毛刺刀固定在螺纹刀的左侧,这样既不影响螺纹加工及毛刺的去除,又减少转动刀台一次,缩短了加工时间,提高了加工效率,也减少了设备的故障率。同时由于将两把刀整合在了一个刀体上,减少了刀体的材料损耗,降低了刀具成本。
7.经分析,上述专利中的刀具与本技术在刀柄与刀体的固定结构上存在较大差异,因此不影响本技术的新颖性。
技术实现要素:
8.本实用新型的目的在于克服现有技术的不足之处,提供一种石油管切削加工用刀头总成,该刀头总成改进了刀柄与刀体的连接固定方式,降低了刀柄加工的精度需求,降低了螺栓产生干涉并撞击工件的可能。
9.一种石油管切削加工用刀头总成,包括刀柄及刀体,其中刀柄的一端由机床的转盘夹紧,刀柄的另一端轴向插接并径向销紧连接刀体;刀柄的一个轴向端面上轴向制出有多组定位插孔,该定位插孔下部径向穿透制出有插接锥形定位销的销孔;刀体的底面上制出有多根轴向插接在定位插孔内的定位柱,该定位柱的下部径向制出有穿透插接锥形定位销的锥形孔。
10.而且,刀柄的一端制为空心轴,刀柄的另一端制出有定位刀体的刀座;刀座轴向端面的中部制出有向下凹陷的扭力定位槽,该刀座轴向端面的两侧制出有向刀座边缘倾斜向下设置的定位坡面,且刀座轴向端面上跨中对称制出有多个液路孔;液路孔的一端与刀柄
一端的空心轴内腔连通,液路孔的另一端与刀体内的液路连通。
11.而且,销孔的一端制为大直径通孔,该端的销孔径向穿透刀座的周向外壁并制出有内螺纹,销孔的另一端制为小直径的孔。
12.而且,刀体的顶面尖端处制出有嵌装固定刀片的刀槽,且导体内部的液路一端连通刀座上的液路孔,另一端连通刀槽。
13.而且,刀体的底面一侧制出有向下延伸并插接在扭力定位槽内的扭力键,且刀体的底面与刀座的定位坡面间隙配合连接。
14.而且,锥形定位销为内六角螺栓,该锥形定位销一端的周向外壁上制出有与销孔内部内螺纹啮合连接的外螺纹,锥形定位销的中部插接定位在锥形孔内且外周制为锥形,锥形定位销的另一端插接定位在销孔的小直径的孔内。
15.而且,锥形孔的小直径端的截面制为椭圆形。
16.本实用新型的优点和技术效果是:
17.本实用新型的一种石油管切削加工用刀头总成,通过刀体底部的定位柱轴向插接在刀柄内部,由锥形定位销径向插接在销孔及锥形孔内,实现刀体在刀柄上的轴向插接并径向销紧定位功能,将现有技术中刀体轴向端面的螺栓转移到刀柄的周向外壁上,避免了螺栓干涉问题,由定位插孔与定位柱定位刀体,而螺栓仅提供径向锁紧力,有效降低了刀柄加工的精度要求。
18.本实用新型的一种石油管切削加工用刀头总成,通过向液路及液路孔内通液,实现刀槽内的喷水冷却及断屑功能;扭力键与扭力定位槽插接定位,定位坡面与刀体底面间隙配合,用于分担定位柱所受到的径向剪力,提高刀体的定位精度、定位稳定性及使用寿命;最后锥形孔的小直径端制为椭圆形,该椭圆形的短轴略大于锥形定位销的小直径端,其目的是设置一定的插接余量,避因加工免误差而导致的锥形定位销难以安装的问题。
附图说明
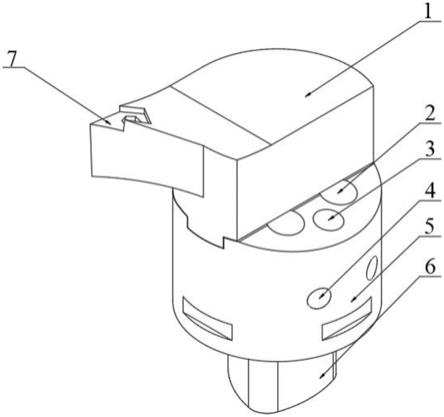
19.图1为本实用新型的立体结构示意图;
20.图2为本实用新型的侧视图;
21.图3为图2中a
‑
a截面的剖视图;
22.图4为图2中b
‑
b截面的剖视图;
23.图5为本实用新型锥形定位销的结构示意图;
24.图中:1
‑
刀体;2
‑
定位插孔;3
‑
液路孔;4
‑
销孔;5
‑
刀座;6
‑
刀柄;7
‑
刀槽;8
‑
扭力键;9
‑
扭力定位槽;10
‑
定位柱;11
‑
锥形孔;12
‑
内螺纹;13
‑
外螺纹;14
‑
锥形定位销。
具体实施方式
25.为能进一步了解本实用新型的内容、特点及功效,兹例举以下实施例,并配合附图详细说明如下。需要说明的是,本实施例是描述性的,不是限定性的,不能由此限定本实用新型的保护范围。
26.一种石油管切削加工用刀头总成,包括刀柄6及刀体1,其中刀柄的一端由机床的转盘夹紧,刀柄的另一端轴向插接并径向销紧连接刀体;刀柄的一个轴向端面上轴向制出有多组定位插孔2,该定位插孔下部径向穿透制出有插接锥形定位销14的销孔4;刀体的底
面上制出有多根轴向插接在定位插孔内的定位柱10,该定位柱的下部径向制出有穿透插接锥形定位销的锥形孔11。
27.而且,刀柄的一端制为空心轴,刀柄的另一端制出有定位刀体的刀座5;刀座轴向端面的中部制出有向下凹陷的扭力定位槽9,该刀座轴向端面的两侧制出有向刀座边缘倾斜向下设置的定位坡面,且刀座轴向端面上跨中对称制出有多个液路孔3;液路孔的一端与刀柄一端的空心轴内腔连通,液路孔的另一端与刀体内的液路连通。
28.而且,销孔的一端制为大直径通孔,该端的销孔径向穿透刀座的周向外壁并制出有内螺纹12,销孔的另一端制为小直径的孔。
29.而且,刀体的顶面尖端处制出有嵌装固定刀片的刀槽7,且导体内部的液路一端连通刀座上的液路孔,另一端连通刀槽。
30.而且,刀体的底面一侧制出有向下延伸并插接在扭力定位槽内的扭力键8,且刀体的底面与刀座的定位坡面间隙配合连接。
31.而且,锥形定位销为内六角螺栓,该锥形定位销一端的周向外壁上制出有与销孔内部内螺纹啮合连接的外螺纹13,锥形定位销的中部插接定位在锥形孔内且外周制为锥形,锥形定位销的另一端插接定位在销孔的小直径的孔内。
32.而且,锥形孔的小直径端的截面制为椭圆形。
33.另外,本实用新型优选的,刀片在刀槽内的固定连接方式,以及刀槽连通液路向刀片喷水,用以切断铁屑的连接及布设结构均采用现有技术中的成熟技术手段。
34.为了更清楚地说明本实用新型的具体实施方式,下面提供一种实施例:
35.本实用新型的一种石油管切削加工用刀头总成,刀座中部开设扭力定位槽,扭力定位槽的两侧对称开设定位插孔及液路孔,便于调节刀体在刀柄上的切削安装方向,即可以顺时针切也可以逆时针切;安装过程中刀体底部的扭力键插接定位在扭力定位槽内,刀体的底面由刀座轴向端面的定位坡面进行面支撑,刀体底部的定位柱轴向插接在刀座的定位插孔内部,最后将锥形定位销插接并螺纹旋紧在销孔内部,锥形定位销中部的锥形面压合在定位柱的锥形孔内,且锥形定位销的一端与刀座螺纹连接,另一端插接在刀座内的小直径的盲孔内部,由定位销施加给定位柱以向下的拉力,实现将刀体牢牢锁固在刀柄的轴向端面之上。
36.最后,本实用新型的未述之处均采用现有技术中的成熟产品及成熟技术手段。
37.应当理解的是,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本实用新型所附权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1