一种具有自动监测及控制装置的轧机油气润滑系统的制作方法
1.本发明主要涉及铝板轧机领域,具体是一种具有自动监测及控制装置的轧机油气润滑系统。
背景技术:
2.目前在轧机中,轧机轴承通常采用串列轴承,主要装设在工作辊、中间辊、支撑辊上,轴承的润滑方式主要有干油润滑、稀油润滑等,这些传统润滑方式主要存在轴承负荷大、润滑耗油量高、给油量调节能力极其有限、对高温环境的适应性差、不适用于轴承座易受外界侵蚀的场合等问题,油气润滑是以压缩空气为动力将稀油输送到轴承,润滑油在在压缩空气的作用下沿管壁波浪形向前移动,并以与压缩空气分离的精细油滴喷射到润滑点,现有油气润滑系统存在监控能力不足、润滑油气量无法调节等问题。
技术实现要素:
3.为解决现有技术的不足,本发明提供了一种具有自动监测及控制装置的轧机油气润滑系统,它可以对油气润滑系统中所有动作元件和流量实现自动监控,可以在环境温度和气压变化极宽的范围内实现定时定量给油,并且可是使油气润滑的轴承座内产生较大正压,可有效防止外界侵蚀,适于高速重载高温的场合,供油和供气管路上都加装有过滤器可以对油品进行净化、工作后的润滑油重新流回液压油箱,实现了油品的循环利用,提高了油品的利用率,减少了环境污染、实现了零排放。
4.本发明为实现上述目的,通过以下技术方案实现:
5.一种具有自动监测及控制装置的轧机油气润滑系统,包括供油装置、供气装置、递进分配器、油气混合块,所述供油装置包括液压油箱、液压油泵,所述供气装置包括空气压缩机、储气罐,所述液压油泵与递进分配器之间依次设置第一单向阀、第一截止阀、油过滤器、第一电磁阀、第一减压阀,所述递进分配器经多路输出管路与油气混合块连接,所述空气压缩机与油气混合块之间依次设置第二单向阀、第二截止阀、气过滤器、第二电磁阀、第二减压阀,所述油气混合块经多路输出管路与轧机工作辊各润滑点相连,所述油气混合块输出管路与轧机工作辊各润滑点之间设置油气流量监控器和流量调节阀,轧机工作辊各润滑点处工作后的润滑油经管路流入废弃油液收集箱,所述液压油泵、空气压缩机、油气流量监控器、流量调节阀、第一电磁阀、第二电磁阀均与电控箱电连接。
6.所述液压油泵与递进分配器之间的供油管路上设有油压力表和压力安全阀。
7.所述油气流量监控器具有报警器和液晶显示面板。
8.所述空气压缩机与油气混合块之间的供气管路上设有气压力表、储气罐和压力继电器。
9.所述电控箱内设置plc电控系统并配有液晶操作面板。
10.对比现有技术,本发明的有益效果是:
11.本发明通过,油气流量监控器、流量调节阀、第一电磁阀、第二电磁阀、与电控箱电
连接,电控箱内设置plc电控系统可以对油气润滑系统所作用的工作辊、中间辊、支撑辊处的润滑点进行定时定量供给润滑油,并对各润滑点进行流量监控,当流量出现异常时油气流量监控器上的报警器会发出报警提示,同时plc中的控制程序会使轧机停机,从而提高轧机轴承的使用寿命,降低轴承的消耗和维修费用,供油和供气管路上都加装有过滤器可以对润滑油进行净化、工作后的润滑油重新流回液压油箱,实现了润滑油的循环利用,从而节约了润滑油的消耗,提高了润滑油的利用率,减少了环境污染、实现了零排放。
附图说明
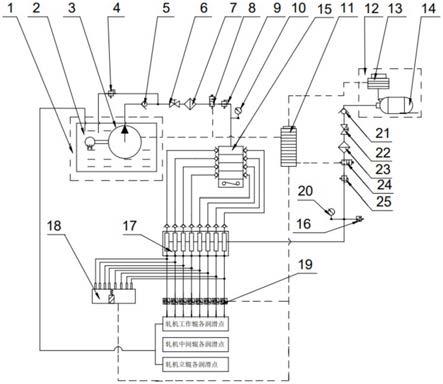
12.附图1是本实用新型实施例所述的一种具有自动监测及控制装置的轧机油气润滑系统示意图。
13.附图中所示标号:1、供油装置;2、液压油箱;3、液压油泵;4、压力安全阀;5、第一单向阀;6、第一截止阀;7、油过滤器;8、第一电磁阀;9、第一减压阀;10、油压力表;11、电控箱;12、供气装置;13、空气压缩机;14、储气罐;15、递进分配器;16、压力继电器;17、油气混合块;18、油气流量监控器;19、流量调节阀、20、气压力表;21第二单向阀;22、第二截止阀;23、气过滤器;24、第二电磁阀;25、第二减压阀。
具体实施方式
14.结合附图和具体实施例,对本发明作进一步说明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本技术所限定的范围。
15.如图1所示,本实用新型所述一种具有自动监测及控制装置的轧机油气润滑系统,包括供油装置1、供气装置12、递进分配器15、油气混合块17,所述供油装置1包括液压油箱2、液压油泵3,其中液压油箱2采用不锈钢材质方形箱,其具有较高的强度不易变形、且不易腐蚀,不会污染油液,箱内液压油选用壳牌耐压齿轮油,液压油泵3为定量齿轮泵,齿轮泵按照plc控制程序进行工作,更确切地是间歇工作的,即每隔一段时间启动,工作一个行程后进入暂停期,如此循环往复,具有能耗低、节能环保的特点。所述供气装置12包括空气压缩机13、储气罐14,其中空气压缩机13选用复盛活塞空压机能够源源不断的为气路提供稳定的压缩空气,储气罐上配有压力安全阀,可使整个气路内的压力稳定在0.3mpa-0.4mpa之间,所述液压油泵3与递进分配器15之间依次设置第一单向阀5、第一截止阀6、油过滤器7、第一电磁阀8、第一减压阀9;第一单向阀5、第一截止阀6、油过滤器7、第一电磁阀8、第一减压阀9之间依次通过钢管连接,其中第一单向阀5可以保证油液单向流动,在轧机检修时需关闭第一截止阀6防止误操作造成的油液溢出,第一减压阀9起到调节及稳定油路油压压力的作用,所述递进分配器15经多路输出管路与油气混合块17连接,所述空气压缩机13与油气混合块17之间依次设置第二单向阀21、第二截止阀22、气过滤器23、第二电磁阀24、第二减压阀25;第二单向阀21、第二截止阀22、气过滤器23、第二电磁阀24、第二减压阀25之间用铝塑管连接,其中压缩空气与液压油在油气混合块17中混合,单相流体液压油与单相气体压缩空气混合后形成两相紊流状的油气混合流,在此状态下油不被雾化,只形成油滴,所述油气混合块17经多路输出管路与轧机工作辊各润滑点相连,两相油气混合流在压缩空气的推动下注入到润滑点,并在运动副之间形成气液膜,隔开相对运动的两摩擦面,同时流动的
油气还能带走大量的摩擦热,对摩擦副起到降温冷却的作用,所述油气混合块17输出管路与轧机工作辊各润滑点之间设置油气流量监控器18和流量调节阀19,当油气流量过大或过小时,plc电控系统会发出指令控制流量调节阀19动作,使油气流量重新达到合理数值。轧机工作辊各润滑点处工作后的润滑油经管路流入废弃油液收集箱,所述液压油泵3、空气压缩机13、油气流量监控器18、流量调节阀19、第一电磁阀8第二电磁阀24均与电控箱11电连接。
16.所述液压油泵3与递进分配器15之间的供油管路上设有油压力表10和压力安全阀4,油压力表10显示油路内的压力,便于观察。
17.所述油气流量监控器18具有报警器和液晶显示面板。
18.所述空气压缩机13与油气混合块17之间的供气管路上设有气压力表20、储气罐14和压力继电器16,气压力表20显示气路内的压力,便于观察。
19.所述电控箱11内设置plc电控系统并配有液晶操作面板,系统采用了siemens的s7系列plc构建电控系统,该电控系统是一个可任意编程的sps系统,整个系统的监控功能非常完善,可监控油液压力、压缩空气压力及油气流量等。
20.本实施例的工作过程如下:
21.按照上述连接关系,连接完成后将液压泵3、空气压缩机13、第一电磁阀8、第二电磁阀24、油气流量监控器18及流量调节阀19 接入plc电气控制系统,plc电气控制系统控制液压泵3、空气压缩机13、第一电磁阀8、第二电磁阀24、油气流量监控器18及流量调节阀19的开启和关闭,手动打开第一截止阀6和第二截止阀22,plc电气控制系统控制液压泵3、空气压缩机13启动,第一电磁阀8、第二电磁阀24、油气流量监控器18及流量调节阀19均处于得电接通状态,润滑油经第一单向阀5、第一截止阀6、油过滤器7、第一电磁阀8、第一减压阀9、递进分配器15,进入油气混合块17,压缩空气经储气罐14、第二单向阀21、第二截止阀22、气过滤器23、第二电磁阀24、第二减压阀25连接到油气混合块17,润滑油和压缩空气在油气混合块17内混合后,润滑油被压缩空气经油气混合块17多路输出管路上的流量调节阀19送入轧机工作辊、中间辊、立棍等轴承座润滑点,油气流量监控器18与输出管路相连,监控并显示实时油气流量情况,工作后的润滑油会流回液压油箱2,通过plc电控系统程序可以对润滑点进行定时定量供给润滑油,并对各润滑点进行流量监控,当流量出现异常时油气流量监控器上的报警器会发出报警提示,同时plc中的控制程序会使轧机停机。
22.综上所述,本油气润滑系统通过电控箱内的plc电控系统控制油气流量监控器及流量调节阀,电控箱作为主控单元,油气流量监控器及流量调节阀作为执行部件,通过plc电控系统程序对油气流量监控器及流量调节阀的控制,从而实现对润滑点定时定量的润滑油供给和对各润滑点进行流量监控和调节。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1