一种柔性伺服超声波焊接设备的制作方法
:
1.本实用新型涉及焊接设备技术领域,特指一种柔性伺服超声波焊接设备。
背景技术:
2.超声波焊接机,是利用超声波瞬间发振工作原理对产品进行焊接加工的设备,现有超声波焊接机一般由底座、立柱、安装支架、气缸、换能器、超声波焊接模具组成,采用气缸驱动换能器、超声波焊接模具下移接近产品进行工作,这种结构的超声波焊接机在生产使用过程中,采用气缸驱动进行超声波焊接,电磁阀控制气缸的动作只能是开合两种状态,超声波焊接模具只能停留在顶部最高点或底部最低点,要加工不同高度的产品时,需要增加垫板把产品抬高或者手动摇动支架把超声波焊接模具升降,非常不便,适用范围窄,而且气缸驱动超声波焊接模具停留位置不精确,误差较大,不利于加工高精密产品,满足不了生产需求。
技术实现要素:
3.本实用新型的目的是针对以上技术的不足,而提供一种柔性伺服超声波焊接设备,其结构设计科学,通过采用伺服电机驱动来控制超声波焊接模具的上下移动,不仅工作效率高,性能稳定可靠性,使用灵活方便,还可对超声波焊接模具焊接的速度、行程、位置进行精准控制,提高产品的生产效率与品质,满足高精度焊接要求,使其适用范围更广。
4.为实现上述目的,本实用新型一种柔性伺服超声波焊接设备,包括机座、立柱、焊接机安装机构、显示屏机械臂、工业控制屏、控制箱、伺服驱动机构、焊接机构、控制系统,机座上设置有工作台,机座的一侧边设置有急停按钮,急停按钮两边均设置有启动按钮,立柱设置在工作台侧边的机座上,立柱上设置有焊接机安装机构,焊接机安装机构包括有齿条和滑块,齿条的两侧设置有燕尾滑槽,滑块与燕尾滑槽扣接,滑块上设置有调整块安装槽,调整块安装槽上设置有高度调整块和换向齿轮,高度调整块的一侧面设置有调整手轮,调整手轮的中心轴上连接有调整丝杆,调整丝杆与换向齿轮啮合连接,滑块与燕尾滑槽之间设置有间隙消除镶条,与间隙消除镶条相对应的滑块的侧面设有锁紧手柄,所述伺服驱动机构设置在焊接机安装机构上与滑块固定连接,焊接机构设置在伺服驱动机构上,控制箱设置在立柱的一侧面,显示屏机械臂固定在伺服驱动机构的一侧面,工业控制屏设置在显示屏机械臂上;
5.所述的伺服驱动机构包括有焊接机构安装座,焊接机构安装座的一面与滑块固定连接,与滑块相对应的另一面设置有伺服驱动座,伺服驱动座为“l”型结构,伺服驱动座的上部设置有伺服电机,伺服电机下部的伺服驱动座上设置有焊接活动滑轨,焊接活动滑轨上固定安装有换能器基座,换能器基座的顶部设置有丝杆螺母,伺服电机的主轴向下设置,且连接有驱动丝杆,驱动丝杆与丝杆螺母配合连接,换能器基座的一侧设有高度标尺,伺服驱动座的侧面设置有伺服原点传感器,换能器基座与伺服原点传感器对应的一侧设置有伺服原点感应片,换能器基座的内部设有焊接机构;
6.所述的焊接机构包括有换能器和焊接头,焊接头安装换能器的下部,换能器的顶部设置有换能器高压连接器,焊接头与工作台之间为垂直上在。
7.机座与立柱之间为垂直设置,滑块与立柱之间为平行设置。
8.工业控制屏、急停按钮、启动按钮、伺服电机、伺服原点传感器、焊接头均与控制箱电性连接。
9.所述的焊接机构通过伺服电机的动力进行上下驱动,伺服电机的行程参数和速度参数通过控制系统进行控制。
10.所述的控制系统设有密码功能、伺服升降功能、设备复位功能、工作计数功能、质量监控功能、模具调用功能、手动操作功能、参数设置功能,计数功能、密码功能、伺服升降功能、设备复位功能、工作计数功能、质量监控功能、模具调用功能、手动操作功能、参数设置功能均通过工业控制屏显示。
11.参数设置功能包括伺服电机、超声波焊接位置、超声波振幅、超声波输出能量、焊接最大/小深度、焊接最大/小功率、焊接最大/小能量、焊接最大/小时间参数的设置;
12.超声波焊接模具位置下移高度为0.00~100.00mm、伺服电机前端速度为50~1500mm/s,伺服电机后端速度为5~1000mm/s,伺服电机上升速度为 0~4000mm/s、伺服电机速度为1~500mm/s,伺服电机速度扭力为 0.01~1.00n*m,超声波振幅10%
‑
100%,焊接时间精度0.01s,焊接调整范围0.01
‑
9.99sec。
13.本实用新型有益效果为:一种柔性伺服超声波焊接设备,包括机座、立柱、焊接机安装机构、显示屏机械臂、工业控制屏、控制箱、伺服驱动机构、焊接机构、控制系统,机座上设置有工作台,立柱设置在工作台侧边的机座上,立柱上设置有焊接机安装机构,焊接机安装机构包括有齿条和滑块,所述伺服驱动机构设置在焊接机安装机构上与滑块固定连接,焊接机构设置在伺服驱动机构上,控制箱设置在立柱的一侧面,显示屏机械臂固定在伺服驱动机构的一侧面,工业控制屏设置在显示屏机械臂上,通过采用伺服电机驱动来控制超声波焊接模具的上下移动,不仅工作效率高,性能稳定可靠性,使用灵活方便,还可对超声波焊接模具焊接的速度、行程、位置进行精准控制,提高产品的生产效率与品质,满足高精度焊接要求,使其适用范围更广。
附图说明:
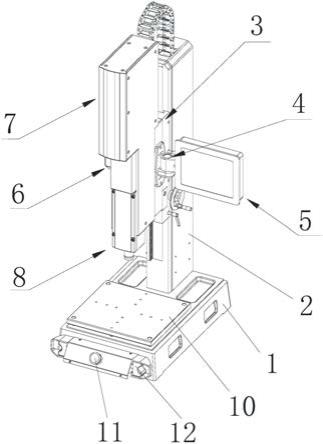
14.图1是本实用新型的结构示意图;
15.图2是本实用新型另一方向的结构示意图;
16.图3是本实用新型焊接机安装机构的示意图;
17.图4是本实用新型伺服焊接结构的示意图;
18.图5是本实用新型伺服焊接结构的分解示意图。
具体实施方式:
19.如图1至图5所示:本实用新型一种柔性伺服超声波焊接设备,包括机座1、立柱2、焊接机安装机构3、显示屏机械臂4、工业控制屏5、控制箱6、伺服驱动机构7、焊接机构8、控制系统,机座1上设置有工作台10,机座1的一侧边设置有急停按钮11,急停按钮11两边均设置有启动按钮 12,立柱2设置在工作台10侧边的机座1上,立柱2上设置有焊接机安装机构
3,焊接机安装机构3包括有齿条21和滑块31,齿条21的两侧设置有燕尾滑槽22,滑块30与燕尾滑槽22扣接,滑块31上设置有调整块安装槽31,调整块安装槽31上设置有高度调整块32和换向齿轮35,高度调整块32的一侧面设置有调整手轮33,调整手轮33的中心轴上连接有调整丝杆34,调整丝杆34与换向齿轮35啮合连接,滑块30与燕尾滑槽23之间设置有间隙消除镶条36,与间隙消除镶条36相对应的滑块30的侧面设有锁紧手柄37,所述伺服驱动机构7设置在焊接机安装机构3上与滑块30固定连接,焊接机构8设置在伺服驱动机构7上,控制箱6设置在立柱2的一侧面,显示屏机械臂4固定在伺服驱动机构7的一侧面,工业控制屏5 设置在显示屏机械臂4上;
20.所述的伺服驱动机构7包括有焊接机构安装座70,焊接机构安装座70 的一面与滑块30固定连接,与滑块30相对应的另一面设置有伺服驱动座 71,伺服驱动座71为“l”型结构,伺服驱动座71的上部设置有伺服电机 72,伺服电机72下部的伺服驱动座71上设置有焊接活动滑轨73,焊接活动滑轨73上固定安装有换能器基座75,换能器基座75的顶部设置有丝杆螺母76,伺服电机72的主轴向下设置,且连接有驱动丝杆77,驱动丝杆 77与丝杆螺母76配合连接,换能器基座75的一侧设有高度标尺74,伺服驱动座71的侧面设置有伺服原点传感器78,换能器基座75与伺服原点传感器78对应的一侧设置有伺服原点感应片79,换能器基座75的内部设有焊接机构8;
21.所述的焊接机构8包括有换能器80和焊接头82,焊接头82安装换能器80的下部,换能器80的顶部设置有换能器高压连接器81,焊接头82与工作台10之间为垂直上在。
22.机座1与立柱2之间为垂直设置,滑块30与立柱2之间为平行设置。
23.工业控制屏5、急停按钮11、启动按钮12、伺服电机72、伺服原点传感器 78、换能器80均与控制箱6电性连接。
24.所述的焊接机构8通过伺服电机72的动力进行上下驱动,伺服电机72 的行程参数和速度参数通过控制系统进行控制。
25.所述的控制系统设有密码功能、伺服升降功能、设备复位功能、工作计数功能、质量监控功能、模具调用功能、手动操作功能、参数设置功能,计数功能、密码功能、伺服升降功能、设备复位功能、工作计数功能、质量监控功能、模具调用功能、手动操作功能、参数设置功能均通过工业控制屏5显示。
26.参数设置功能包括伺服电机、超声波焊接位置、超声波振幅、超声波输出能量、焊接最大/小深度(mm)、焊接最大/小功率(w)、焊接最大/ 小能量(j)、焊接最大/小时间(s)参数的设置;
27.超声波焊接模具位置下移高度为0.00~100.00mm、伺服电机前端速度为50~1500mm/s,伺服电机后端速度为5~1000mm/s,伺服电机上升速度为 0~4000mm/s、伺服电机速度为1~500mm/s,伺服电机速度扭力为 0.01~1.00n*m,超声波振幅10%
‑
100%,焊接时间精度0.01s,焊接调整范围0.01
‑
9.99sec。
28.综上所述,本实用新型一种柔性伺服超声波焊接设备,通过采用伺服电机驱动来控制超声波焊接模具的上下移动,不仅工作效率高,性能稳定可靠性,使用灵活方便,还可对超声波焊接模具焊接的速度、行程、位置进行精准控制,提高产品的生产效率与品质,满足高精度焊接要求,使其适用范围更广。
29.以上所述仅是本实用新型的较佳实施例,故凡依本实用新型专利申请范围所述的
构造、特征及原理所做的等效变化或修饰,均包括于本实用新型专利申请范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1