一种径向铆接机多工位固定台的制作方法
1.本实用新型涉及汽车锁件技术领域,尤其涉及一种径向铆接机多工位固定台。
背景技术:
2.铆头按梅花形轨迹内摆线运动,以较小的轴向力,使铆头和铆钉之间很小的接触区域内的铆接达到屈服点,使被铆材料沿径向流动。径向铆接发展史跟压铆大相径庭。现在已经越来越多的径向铆接机成为了自动配套系统,已经不是一个独立单元了。可以配备传感器和软件来控制整个铆接过程。
3.为了对汽车锁件进行铆接过程,目前,具有许多种工装夹具将锁件固定在铆接机上,例如申请号为cn201720130829.2提出的汽车门锁护盖铆接和牵引杆组立一体化,通过铆接座、铆接气缸、挤压块、铆接头、撑架、升降气缸、升降块和升降板的设置,使门锁的加工效率更高,实现了对门锁护盖的铆接和牵引杆在组入同时进行,从而达到了组装便捷性和铆接防错防呆作用,节约制造工时和提高工程保证度。
4.然而,现有的汽车锁件上的铆接点数量不止一个,通过上述装置,在完成汽车锁件上的一个铆接点后,需要多次装夹汽车锁件,以便于其余铆接点的铆接工作,使用不便。
技术实现要素:
5.有鉴于此,有必要提供一种径向铆接机多工位固定台,用以解决车锁件上的铆接点数量不止一个,需要多次装夹汽车锁件来实现其余铆接点的铆接工作的问题。
6.本实用新型提供一种径向铆接机多工位固定台,用于铆接机对汽车锁件的铆接工作,包括固定夹具;所述固定夹具包括转盘和夹紧件,所述转盘与铆接机转动连接,所述夹紧件固定设于所述转盘上,所述夹紧件具有一大小可调的夹紧间隙,以供将汽车锁件固定于所述转盘上;所述转盘上设置有多个铆接工位,多个所述铆接工位与汽车锁件上的多个铆接点一一对应,任意一铆接点与对应的所述铆接工位的连线平行于所述转盘的转动轴线设置;多个所述铆接工位到所述转盘的转动轴线的距离均相等,铆接机的铆接端的运动方向指向所述铆接工位的转动路径设置,以供通过转动所述转盘使任意一所述铆接工位转动至铆接机的铆接端的下方。
7.进一步的,所述夹紧件包括第一支撑块、第二支撑块、第三支撑块和压紧单元,所述第一支撑块、第二支撑块和第三支撑块均固定设于所述转盘上,所述第一支撑块、第二支撑块和第三支撑块沿所述转盘的转动轴线周向设置,所述第一支撑块、第二支撑块和第三支撑块的顶面用于支撑汽车锁件,所述压紧单元固定设于所述转盘上,所述压紧单元具有一朝靠近或远离所述转盘方向移动的压紧端,以供将汽车锁件压在所述第一支撑块、第二支撑块和第三支撑块上。
8.进一步的,所述压紧单元包括连接座、力臂、把手、驱动臂和压头,所述连接座固定设于所述转盘上,所述力臂与所述连接座铰接,所述力臂与所述把手铰接,所述把手经由所述驱动臂与所述连接座铰接,所述压头固定设于力臂远离驱动臂的一端,以供经由所述把
手的转动驱动所述压头朝靠近或远离所述转盘方向移动。
9.进一步的,所述固定夹具还包括一固定盘,所述转盘经由中心轴与所述固定盘转动连接,所述固定盘与铆接机固定连接。
10.进一步的,所述固定夹具还包括一定位件,所述定位固定设于所述转盘上,所述定位件具有一挤压端,所述定位件具有第一状态和第二状态,当所述定位件处于第一状态时,所述定位件的挤压端与所述固定盘抵触设置,当所述定位件处于第二状态时,所述定位件的挤压端与所述固定盘间隔设置。
11.进一步的,所述定位件包括连接块、定位臂、定位销、复位弹簧和固定螺钉,所述连接块经由固定螺钉与所述转盘固定连接,所述定位臂的中间部位与所述连接块铰接,所述定位臂的一端与所述定位销的一端铰接,所述定位销的另一端为挤压端,所述定位销穿过所述转盘上开设的通孔设置,所述复位弹簧设于所述定位销上,所述复位弹簧的一端与所述定位销连接,所述复位弹簧的另一端与所述通孔的内壁连接。
12.进一步的,汽车锁件上具有三个铆接点,所述转盘上设置有第一工位、第二工位以及第三工位,所述第一工位、第二工位以及第三工位分别与三个铆接点一一对应。
13.进一步的,所述铆接工位为一阶梯状的空心螺母,所述空心螺母与所述转盘螺纹连接。
14.进一步的,所述第一支撑块、第二支撑块以及第三支撑块上均开设有阶梯槽,所述阶梯槽贴于汽车锁件的外沿处设置。
15.进一步的,该固定台还包括一驱动组件,所述驱动组件与所述铆接机固定连接,所述驱动组件的输出端与所述转盘连接,以供驱动所述转盘转动。
16.与现有技术相比,通过设置转盘与铆接机转动连接,转盘上设置有多个铆接工位,多个铆接工位与汽车锁件上的多个铆接点一一对应,任意一铆接点与对应的铆接工位的连线平行于转盘的转动轴线设置,多个铆接工位到转盘的转动轴线的距离均相等,铆接机的铆接端的运动方向指向铆接工位的转动路径设置,从而可通过转动转盘,使任意一铆接工位转动至铆接机的铆接端的下方,即只需一次装夹工作,即可完成整个汽车锁件的多个铆接点的铆接工作,使用更加方便,铆接效率更高。
附图说明
17.图1为本实用新型提供的一种径向铆接机多工位固定台本实施例中整体的侧视示意图;
18.图2为本实用新型提供的一种径向铆接机多工位固定台本实施例中整体的正视示意图;
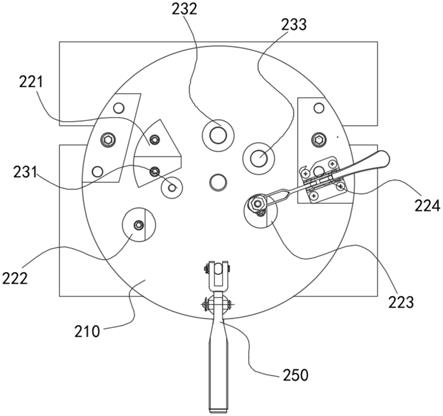
19.图3为本实用新型提供的一种径向铆接机多工位固定台本实施例中固定夹具的结构示意图;
20.图4为本实用新型提供的一种径向铆接机多工位固定台本实施例中夹紧件的结构示意图;
21.图5为本实用新型提供的一种径向铆接机多工位固定台本实施例中压紧单元的结构示意图;
22.图6为本实用新型提供的一种径向铆接机多工位固定台本实施例中定位件的结构
示意图。
具体实施方式
23.下面结合附图来具体描述本实用新型的优选实施例,其中,附图构成本技术一部分,并与本实用新型的实施例一起用于阐释本实用新型的原理,并非用于限定本实用新型的范围。
24.如图1所示,本实施例中的一种径向铆接机多工位固定台,用于铆接机100对汽车锁件的铆接工作,包括固定夹具200,通过固定夹具200,便于实现对具有多个铆接点的汽车锁件的铆接工作。
25.如图3所示,本实施例中的固定夹具200包括转盘210和夹紧件220,转盘210与铆接机100转动连接,夹紧件220固定设于转盘210上,夹紧件220具有一大小可调的夹紧间隙,以供将汽车锁件固定于转盘210 上。
26.其中,转盘210上设置有多个铆接工位230,多个铆接工位230与汽车锁件上的多个铆接点一一对应,任意一铆接点与对应的铆接工位230 的连线平行于转盘210的转动轴线设置。
27.其中,多个铆接工位230到转盘210的转动轴线的距离均相等,铆接机100的铆接端的运动方向指向铆接工位230的转动路径设置,以供通过转动转盘210使任意一铆接工位230转动至铆接机100的铆接端的下方。
28.本实施例中的固定夹具200还包括一固定盘240,转盘210经由中心轴211与固定盘240转动连接,固定盘240与铆接机100固定连接。
29.为了便于控制转盘210相对固定盘240转动的位置,以及控制停止转盘210转动,本实施例中的固定夹具200还包括一定位件250,定位固定设于转盘210上,定位件250具有一挤压端,定位件250具有第一状态和第二状态,当定位件250处于第一状态时,定位件250的挤压端与固定盘240抵触设置,当定位件250处于第二状态时,定位件250的挤压端与固定盘240间隔设置。
30.具体的,如图6所示,定位件250包括连接块251、定位臂252、定位销253、复位弹簧254和固定螺钉255,连接块251经由固定螺钉255 与转盘210固定连接,定位臂252的中间部位与连接块251铰接,定位臂252的一端与定位销253的一端铰接,定位销253的另一端为挤压端,定位销253穿过转盘210上开设的通孔设置,复位弹簧254设于定位销 253上,复位弹簧254的一端与定位销253连接,复位弹簧254的另一端与通孔的内壁连接。
31.可以理解的是,定位件250也可以采用其他形式的结构代替。
32.如图4所示,本实施例中的夹紧件220包括第一支撑块221、第二支撑块222、第三支撑块223和压紧单元224,第一支撑块221、第二支撑块222和第三支撑块223均固定设于转盘210上,第一支撑块221、第二支撑块222和第三支撑块223沿转盘210的转动轴线周向设置,第一支撑块221、第二支撑块222和第三支撑块223的顶面用于支撑汽车锁件,压紧单元224固定设于转盘210上,压紧单元224具有一朝靠近或远离转盘210方向移动的压紧端,以供将汽车锁件压在第一支撑块221、第二支撑块222和第三支撑块223上。
33.其中,第一支撑块221、第二支撑块222以及第三支撑块223上均开设有阶梯槽,阶梯槽贴于汽车锁件的外沿处设置。
34.其中,如图5所示,压紧单元224包括连接座224a、力臂224b、把手224c、驱动臂224d和压头224e,连接座224a固定设于转盘210上,力臂224b与连接座224a铰接,力臂224b与把手224c铰接,把手224c 经由驱动臂224d与连接座224a铰接,压头224e固定设于力臂224b远离驱动臂224d的一端,以供经由把手224c的转动驱动压头224e朝靠近或远离转盘210方向移动。
35.在本实施例中的汽车锁件上具有三个铆接点,转盘210上设置有第一工位231、第二工位232以及第三工位233,第一工位231、第二工位 232以及第三工位233分别与三个铆接点一一对应,可以理解的是,汽车锁件的铆接点当为多个时,对应的铆接工位230为多个,只要多个铆接工位230到转盘210的转动轴线的距离均相等即可。
36.其中,铆接工位230为一阶梯状的空心螺母,空心螺母与转盘210 螺纹连接。
37.为了便于带动转盘210转动,如图2所示,本实施例中的该固定台还包括一驱动组件300,驱动组件300与铆接机100固定连接,驱动组件 300的输出端与转盘210连接,以供驱动转盘210转动,具体的,驱动组件300包括电机310和转轴320,电机310安装于铆接机100上且位于转盘210的下方,电机310的输出轴经由转轴320与转盘210连接,以供驱动转盘210转动。
38.工作流程:将汽车锁件放置于转盘210上,使汽车锁件的外沿处贴于第一支撑块221、第二支撑块222以及第三支撑块223上的阶梯槽设置,并向下拉动把手224c远离力臂224b的一端,带动压头224e向下运动,从而将汽车锁件顶在转盘210上,实现汽车锁件于转盘210相对固定的功能,此时,汽车锁件上的多个铆接点与转盘210上的多个铆接工位230 一一对应,向下压定位臂252远离定位销253的一侧,使定位销253与转盘210间隔设置,转盘210转动至其中汽车锁件的其中一铆接点运动至铆接机100的铆接端的下方,铆接机100工作,对该铆接点进行铆接工作,铆接完成后,转动转盘210,至汽车锁件的另一铆接点运动至铆接机100的铆接端的下方,重复上述步骤,可完成整个汽车锁件上的多个铆接点的铆接工作。
39.与现有技术相比:通过设置转盘210与铆接机100转动连接,转盘 210上设置有多个铆接工位230,多个铆接工位230与汽车锁件上的多个铆接点一一对应,任意一铆接点与对应的铆接工位230的连线平行于转盘210的转动轴线设置,多个铆接工位230到转盘210的转动轴线的距离均相等,铆接机100的铆接端的运动方向指向铆接工位230的转动路径设置,从而可通过转动转盘210,使任意一铆接工位230转动至铆接机100的铆接端的下方,即只需一次装夹工作,即可完成整个汽车锁件的多个铆接点的铆接工作,使用更加方便,铆接效率更高。
40.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1