雨刮器自动装配机的制作方法
1.本实用新型涉及一种自动装配机,尤其涉及一种雨刮器自动装配机。
背景技术:
2.雨刮器是装设于机动车辆车前玻璃上,为了防止雨水及其他污物影响视线而进行简单清理的一种工具。目前,雨刮器在安装时通常采用人工手动安装。然而,该种人工操作的方法存在工作效率低、劳动强度大、整体智能化水平低、生产成本较高的问题,不利于产品的量化生产。
技术实现要素:
3.为此,本实用新型的目的在于提供一种雨刮器自动装配机,以解决目前的雨刮器采用人工手动安装工作效率低、劳动强度大及生产成本高的问题。
4.一种雨刮器自动装配机,其包括机架及装设于机架上的传送装置、压片装置、安装扣送料装置、翅脚送料装置、旋转工作台、夹料装置、下料装置及输送装置;所述压片装置、下料装置均设置于传送装置的上方,且压片装置及下料装置分别设置于传送装置的传动方向的两端,所述安装扣送料装置及翅脚送料装置、夹料装置均设置于传送装置的外侧。
5.进一步地,所述传送装置包括传送驱动装置、传动链及传送座,所述传送座的设于传动链上,所述传动链连接于传送驱动装置上,所述传送驱动装置通过传动链带动传送座移动。
6.进一步地,所述传送座的顶面上设置有限位槽,限位槽中部位置设置有插槽。
7.进一步地,所述传送座于限位槽两侧还设置有限位块,所述限位块内侧部分延伸于限位槽上方。
8.进一步地,所述压片装置包括装设于机架上的安装架、装设于安装架上的压片驱动装置、装设于压片驱动装置上的压板及装设于压板底面上的压块。
9.进一步地,所述安装扣送料装置包括振料盘、传送通道、推料装置、旋转装置及夹持装置,所述传送通道连接于振料盘上,推料装置设置于传送通道尾端并与旋转装置相对设置。
10.进一步地,所述夹持装置与安装扣送料装置之间设置有导轨,所述夹持装置沿导轨将安装扣夹持移至旋转工作台上。
11.进一步地,所述翅脚送料装置包括振料盘、传送通道及夹料转移装置,所述传送通道连通于振料盘,夹料转移装置将传送通道的翅脚转移至旋转平台上。
12.进一步地,所述旋转平台上设置有若干工位,每一工位上设置有一限位座,所述限位座顶面上设有凹槽。
13.进一步地,所述下料装置装设机架上,该下料装置上设置有夹持手臂,该夹持手臂将装配后产品转移至输送装置上。
14.综上所述,本实用新型的自动装配机通过设置传送装置、压片装置、安装扣送料装
置、翅脚送料装置、旋转工作台、夹料装置、下料装置及输送装置互相配合工作,实现了雨刮器钢片、翅脚及安装扣的全自动装配,大大提高了工作效率,降低了人工劳动强度及生产成本,提高了产品竞争力。本实用新型的实用性强,具有较强的推广意义。
附图说明
15.图1为本实用新型一种雨刮器自动装配机装配的其中一种雨刮器的部分结构示意图及分解示意图;
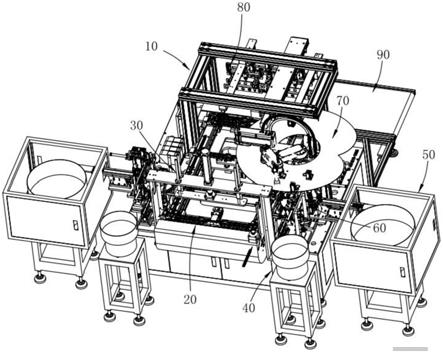
16.图2为本实用新型雨刮器自动装配机的结构示意图;
17.图3为图2中传送装置的结构示意图;
18.图4为图3中传送座的结构示意图;
19.图5为图2中安装扣送料装置40、翅脚送料装置50的结构示意图;
20.图6为图5中安装扣送料装置40的结构示意图;
21.图7为图5中翅脚送料装置50的部分结构示意图;
22.图8为图5中旋转工作台的部分结构示意图;
23.图9为图1中下料装置结构示意图;
24.图10为图9中下料装置的放大结构示意图。
具体实施方式
25.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。
26.如图1至图10所示,本实用新型提供一种雨刮器自动装配机,其用于将翅脚100通过安装扣200安装于钢片300上。本实施例中,所述钢片300中部装设有一卡座400,所述钢片300上设置有安装孔301,该安装孔301呈菱形设置。翅脚100中部设有装配孔101,所述装配孔101呈方形设置。所述安装扣包括菱形限位板201、方形限位板202及连接于两者的连接部203,所述雨刮器自动装配机将安装扣200装设于翅脚100上,再将翅脚100装设于钢片300上。
27.所述雨刮器自动装配机包括机架10及装设于机架10上的传送装置20、压片装置30、安装扣送料装置40、翅脚送料装置50、旋转工作台60、夹料装置70、下料装置80及输送装置90。所述压片装置30、下料装置50均设置于传送装置20的上方,且压片装置30及下料装置50分别设置于传送装置20的传动方向的两端,所述安装扣送料装置40及翅脚送料装置50、夹料装置70均设置于传送装置20的外侧。
28.所述传送装置20包括传送驱动装置21、两传动链22及传送座23,所述传送座的两端分别设置于两传动链22上,所述传动链22连接于传送驱动装置21上,所述传送驱动装置21通过传动链22带动传送座23移动。所述钢片300装设于传送座23上,所述传送座23的顶面上设置有限位槽231,限位槽231中部对应安装座400位置设置有相应的插槽232。所述传送座23于限位槽231两侧还设置有限位块233,所述限位块233内侧很小一部分延伸于限位槽231上方,以对钢片进行限位。
29.所述压片装置30包括装设于机架10上的安装架31、装设于安装架31上的压片驱动装置32、装设于压片驱动装置32上的压板33及装设于压板33底面上的压块34。本实施例中,
所述压块33的材质为软材料,如硅胶等材料。从而可避免钢片300出现压痕。所述压片驱动装置32驱动所述压板33带动压块34向下移动,以将钢片300压入限位槽231内。
30.所述安装扣送料装置40包括振料盘41、传送通道42、推料装置43、旋转装置44及夹持装置45,所述传送通道42连接于振料盘41上,振料盘41将安装扣200振出至传送通道42内,推料装置43将安装扣200推至旋转装置44上,所述旋转装置44带动安装扣200旋转180度,使安装扣200的菱形限位板201在下方,方形限位板202在上方。所述夹持装置45将旋转后的安装扣200夹持移至旋转工作台600上。
31.所述翅脚送料装置50包括振料盘51、传送通道52及夹料转移装置53,所述翅脚100自振料盘51振出至传送通道52内,所述夹料转移装置53将传送通道52的翅脚100转移至旋转平台60上,所述安装扣送料装置40的夹持装置45将安装扣200装设于旋转平台60上的翅脚100上。
32.所述旋转平台60上设置有若干工位,每一工位上设置有一限位座61,所述限位座61顶面上设有凹槽(图未示),所述翅脚200限位于该凹槽内,所述夹持装置45将安装扣200装设于限位座61上的翅脚200上。本实施例中,所述夹料装置70为机械手臂。所述下料装置80装设机架10上,该下料装置80上设置有夹持手臂81,该夹持手臂81可自两侧卡持于雨刮器的卡座400上,以将装配好的雨刮器部分转移至输送带装置90上。
33.工作时,将钢片300装设于传送装置20的传送座23上,启动所述压片装置30,压片装置30将钢片300压入至凹槽内,所述限位块233对钢片300进行所述传送座23带动钢片300移至下一工位。所述夹料装置70将装配好安装扣200的翅脚200安装至钢片300上,然后夹料装置70带动翅脚200旋转锁定;将钢片300上的所有翅脚200均安装完成后,所述下料装置80的夹持手臂81将装配好的产品转移至输送装置90上,输送装置90将产品转移至下一工序。
34.综上所述,本实用新型的自动装配机通过设置传送装置20、压片装置30、安装扣送料装置40、翅脚送料装置50、旋转工作台60、夹料装置70、下料装置80及输送装置90互相配合工作,实现了雨刮器钢片、翅脚及安装扣的全自动装配,大大提高了工作效率,降低了人工劳动强度及生产成本,提高了产品竞争力。本实用新型的实用性强,具有较强的推广意义。
35.以上所述仅为本实用新型的较佳的一个实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1