一种抗干扰的测速定尺追切装置的制作方法
1.本实用新型涉及一种抗干扰的测速定尺追切装置。
背景技术:
2.在焊管生产过程中需要对以固定的焊接速度持续焊接的焊管进行切割。目前市面上常用随动切管机进行切割,随动切管机在夹持住焊管后在焊管的推力作用下与焊管同步运动,在同步运动过程中启动锯片对焊管进行切割,但是这种切割方式存在以下缺陷:由于随动切管机是在静止状态下夹紧移动中的焊管的,所以在瞬间夹住焊管时,焊管会出现一个停顿,而这个停顿会使焊枪对焊管的某一处产生过焊的情况,过焊就容易将焊管壁焊穿,从而出现报废。
技术实现要素:
3.本实用新型的目的是提供在既能提高切割质量又能保持焊管焊接质量的一种抗干扰的测速定尺追切装置。
4.为实现上述目的,本实用新型所采用的技术方案是:一种抗干扰的测速定尺追切装置,包括:测速定尺机构及飞锯切割机构,测速定尺机构与切割机构之间电连接有中控装置,所述测速定尺机构包括:立座,在立座上连接有安装座,在安装座中转动设置有转轴,在转轴的前端固定有第一转轮,在转轴的后端固定有与中控装置电连接的编码器,在安装座上竖直设置有滑轴,在滑轴上上下滑动设置有滑动座,在滑动座上连接有连接轴,在连接轴上转动设置有与第一转轮上下对齐的第二转轮,在第一转轮与第二转轮之间留有与焊管接触间隙,在位于滑动座上下侧的滑轴上分别套装有第一限位弹簧和第二限位弹簧,在滑轴的顶端螺纹连接有调节压块,调节压块压靠在第一限位弹簧上;所述飞锯切割机构包括:切割支架,在切割支架上设置有两条左右向的直线导轨,在切割支架上转动设置有与直线导轨相平行的丝杠,在切割支架上设置有伺服电机,伺服电机上的输出轴通过联轴器与丝杠相连,在两条直线导轨上滑动设置有切割平台,在切割平台上设置有与丝杠螺纹连接的丝杠螺母,在切割平台上设置有自动切管机及自动夹料机构,自动切管机与自动夹料机构均与中控装置电连接,在中控装置中设定第一转轮与第二转轮之间的接触间隙与自动切管机中的锯片之间的间距信息。
5.进一步的,前述的一种抗干扰的测速定尺追切装置,其中,所述自动夹料机构包括:与切割平台固定连接的固定夹臂及与切割平台滑动连接的滑动夹臂,在固定夹臂上设置有t型块,在滑动夹臂上设置有燕尾槽,滑动夹臂上的燕尾槽与固定夹臂上的t型块配合连接,在固定夹臂与滑动夹臂上分别设置有与自动切管机上的锯片上下对齐的切割避让槽,在滑动夹臂上连接有与中控装置电连接的推拉油缸,所述推拉油缸固定在切割平台上,在推拉油缸的输出轴上连接有卡块,在滑动夹臂上设置有卡槽,卡块卡设在卡槽中。
6.进一步的,前述的一种抗干扰的测速定尺追切装置,其中,在测速定尺机构的立座上设置有两个圆形支脚,在两个圆形支脚上竖直向上连接有第一螺杆,在立座的左右两侧
分别设置有一个螺纹孔,两个圆形支脚上的第一螺杆分别与两个螺纹孔螺纹连接,并且两根第一螺杆向上伸出于螺纹孔,在伸出于螺纹孔的第一螺杆上螺纹连接有第一锁紧螺母。
7.进一步的,前述的一种抗干扰的测速定尺追切装置,其中,在切割支架上设置有四个调节支脚,所述调节支脚包括:与切割支架相连的连接板,在连接板中活动穿设有第二螺杆,在第二螺杆上连接有底板,当第二螺杆穿设在连接板中时,在位于连接板上下侧的第二螺杆上分别螺纹连接有第二锁紧螺母,两个第二锁紧螺母旋拧紧贴在连接板上。
8.进一步的,前述的一种抗干扰的测速定尺追切装置,其中,在位于直线导轨的左右两端分别设置有一个限位挡板。
9.本实用新型的优点在于:中控装置能够控制切割平台与焊管同速同向运动,在同速同向运动的过程中,控制自动夹料机构和自动切管机对运动中的焊管进行夹持、切割,这种同步夹持、切割时,就不会出现焊管停顿的现象,这样就能防止焊管出现过焊的情况,从而保证焊管的焊接质量,伺服电机与丝杠能够精确控制切割平台的运动行程,就能提高切割平台上自动夹料机构的夹持焊管的精度及自动切管机的切割焊管的精度,从而提高切割质量。
附图说明
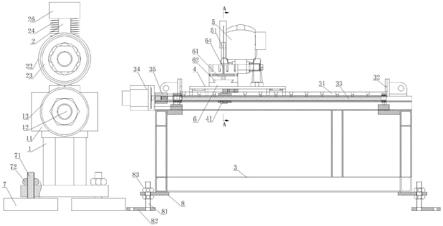
10.图1是本实用新型所述的一种抗干扰的测速定尺追切装置的结构示意图。
11.图2是图1中测速定尺机构的剖视结构示意图。
12.图3是图1中飞锯切割机构的俯视方向的结构示意图。
13.图4是图1中a-a方向的剖视结构示意图。
具体实施方式
14.下面结合附图及优选实施例对本实用新型所述的技术方案作进一步说明。
15.如图1、图2、图3、图4所示,本实用新型所述的一种抗干扰的测速定尺追切装置,包括:测速定尺机构及飞锯切割机构,测速定尺机构与切割机构之间电连接有中控装置,所述测速定尺机构包括:立座1,在立座1上连接有安装座 11,在安装座11中转动设置有转轴12,在转轴12的前端固定有第一转轮13,在转轴12的后端固定有与中控装置电连接的编码器14,在安装座11上竖直设置有滑轴2,在滑轴2上上下滑动设置有滑动座21,在滑动座21上连接有连接轴22,在连接轴22上转动设置有与第一转轮13上下对齐的第二转轮23,在第一转轮13与第二转轮23之间留有与焊管接触间隙,在位于滑动座21上下侧的滑轴2上分别套装有第一限位弹簧24和第二限位弹簧25,在滑轴2的顶端螺纹连接有调节压块26,调节压块26压靠在第一限位弹簧24上。向下移动调节压块26就能通过第一限位弹簧24推动滑动座21克服第二限位弹簧25的弹力后向下运动,从而使第一转轮13与第二转轮23之间的传动间隙变小,向上移动调节压块26就能降低第一限位弹簧24对滑动座21的向下的推力,使第二限位弹簧 24向上推动滑动座21,从而使第一转轮13与第二转轮23之间的传动间隙变大。
16.所述飞锯切割机构包括:切割支架3,在切割支架3上设置有两条左右向的直线导轨31,在位于直线导轨31的左右两端分别设置有一个限位挡板32,在切割支架3上转动设置有与直线导轨31相平行的丝杠33,在切割支架3上设置有伺服电机34,伺服电机34上的输出轴通过联轴器35与丝杠33相连,在两条直线导轨31上滑动设置有切割平台4,在切割平台4
上设置有与丝杠33螺纹连接的丝杠螺母41,在切割平台4上设置有自动切管机5及自动夹料机构,自动切管机5与自动夹料机构均与中控装置电连接,在中控装置中设定第一转轮13与第二转轮23之间的接触间隙与自动切管机5中的锯片51之间的间距信息。所述自动夹料机构包括:与切割平台4固定连接的固定夹臂6及与切割平台4滑动连接的滑动夹臂61,在固定夹臂6上设置有t型块62,在滑动夹臂61上设置有燕尾槽63,滑动夹臂61上的燕尾槽63与固定夹臂6上的t型块62配合连接,在固定夹臂6与滑动夹臂61上分别设置有与自动切管机5上的锯片51上下对齐的切割避让槽64,在滑动夹臂61上连接有与中控装置电连接的推拉油缸65,所述推拉油缸65固定在切割平台4上,在推拉油缸65的输出轴上连接有卡块66,在滑动夹臂61上设置有卡槽67,卡块66卡设在卡槽67中。
17.本实施例中,在测速定尺机构的立座1上设置有两个圆形支脚7,在两个圆形支脚7上竖直向上连接有第一螺杆71,在立座1的左右两侧分别设置有一个螺纹孔,两个圆形支脚7上的第一螺杆71分别与两个螺纹孔螺纹连接,并且两根第一螺杆71向上伸出于螺纹孔,在伸出于螺纹孔的第一螺杆71上螺纹连接有第一锁紧螺母72。旋拧两个圆形支脚7通过第一螺杆71与螺纹孔之间的螺纹传动就能向上或向下调节立座1的高度,从而调整整个测速定尺机构的高度,然后旋拧第一锁紧螺母72就能将圆形支脚7锁紧。
18.本实施例中,在切割支架3上设置有四个调节支脚,所述调节支脚包括:与切割支架3相连的连接板8,在连接板8中活动穿设有第二螺杆81,在第二螺杆 81上连接有底板82,当第二螺杆81穿设在连接板8中时,在位于连接板8上下侧的第二螺杆81上分别螺纹连接有第二锁紧螺母83,两个第二锁紧螺母83旋拧紧贴在连接板8上。旋拧位于连接板8下方的第二锁紧螺母83通过第二锁紧螺母83与第二螺杆81之间的螺纹传动就能向上或向下调节切割支架3的高度,然后再旋拧位于连接板8上方的第二锁紧螺母83就能将第二螺杆81锁紧。
19.本实用新型的工作原理如下:先在中控装置中预设需要切割的长度,并设定接触间隙与锯片51之间的间距信息。当焊管在经过第一转轮13与第二转轮23 之间的传动间隙时,第一转轮13与第二转轮23被焊管带动后会同时转动,第一转轮13会带动转轴12及与转轴12相连的编码器14一起转动,转动的编码器 14就能得到焊管的焊接速度、并计算出焊管的输送长度,编码器14就会将焊管的焊接速度及输送长度信息发送到中控装置中,中控装置就能控制自动切管机5 及自动夹料机构对焊管进行夹持及切割。
20.比如,需要切割长度为x,接触间隙与锯片51之间的间距为y时,焊管匀速到达第一转轮13与第二转轮23之间的接触间隙,焊管一进入接触间隙中后就会带动第一转轮13与第二转轮23转动,此时,编码器14就会转动从而得到焊管的焊接速度,并计算出焊管的输送长度,当编码器14监测到焊管运输的长度为x+y时,中控装置就会控制伺服电机34驱动切割平台4与焊管同向运动,切割平台4的运动速度与焊管的焊接速度相同,在切割平台4与焊管同速同向运动的过程中,中控装置控制推拉油缸65驱动滑动夹臂61与固定夹臂6夹持住焊管,并且中控装置控制自动切管机5对夹持住的焊管进行切割,切割下来的焊管长度就是x,然后中控装置控制伺服电机34驱动切割平台4迅速复位,然后重新进行计算焊管的运输长度:(夹持切割时间+复位时间+复位后的时间)
×
焊接速度 +y,当重新计算出来的焊管的运输长度为x+y时,中控装置就能再次控制切割平台4与焊管同速同向运动并进行夹持及切割,重复上述动作就能一直对焊管进行快速切割。
21.本实用新型的优点在于:中控装置能够控制切割平台与焊管同速同向运动,在同
速同向运动的过程中,控制自动夹料机构和自动切管机对运动中的焊管进行夹持、切割,这种同步夹持、切割时,就不会出现焊管停顿的现象,这样就能防止焊管出现过焊的情况,从而保证焊管的焊接质量,伺服电机与丝杠能够精确控制切割平台的运动行程,就能提高切割平台上自动夹料机构的夹持焊管的精度及自动切管机的切割焊管的精度,从而提高切割质量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1