一种电机壳两端立孔一次性加工成型装置的制作方法
1.本实用新型涉及电机壳立孔加工技术领域,尤其涉及了一种电机壳两端立孔一次性加工成型装置。
背景技术:
2.用钻头丝锥在实体材料上加工孔叫钻孔。各种零件的孔加工,除去一部分由车、镗、铣等机床完成外,很大一部分是由钳工利用钻床和钻孔工具(钻头丝锥、扩孔钻、铰刀等)完成的。在钻床上钻孔时,一般情况下,钻头丝锥应同时完成两个运动;主运动,即钻头丝锥绕轴线的旋转运动(切削运动);辅助运动,即钻头丝锥沿着轴线方向对着工件的直线运动(进给运动),钻孔时,主要由于钻头丝锥结构上存在的缺点,影响加工质量,加工精度一般在it10级以下,表面粗糙度为ra12.5μm左右、属粗加工。
3.工厂里在进行电机壳钻孔任务时,通常是技术熟练的工人用电钻手动完成;工人将钻孔模板放置在待钻孔电机壳的表面上,然后手持电钻根据钻孔模板对电机壳进行钻孔;当对电机壳的不同表面进行钻孔时,需要将电机壳待钻孔的表面旋转朝上,再通过钻孔模板进行钻孔。这种钻孔方法费时费力,人工成本高;在钻孔过程中工人手可能出现不稳的情况,钻孔精度低;当对电机壳的不同表面进行钻孔时,需要重新对电机壳进行定位,增加了操作步骤,工作效率低。
技术实现要素:
4.为了解决上述技术中钻孔方法费时费力,人工成本高,在钻孔过程中工人手可能出现不稳的情况,钻孔精度低;当对电机壳的不同表面进行钻孔时,需要重新对电机壳进行定位,增加了操作步骤,工作效率低的问题,本实用新型提供了一种电机壳两端立孔一次性加工成型装置,来解决该问题。
5.一种电机壳两端立孔一次性加工成型装置,包括:工作台、立孔加工驱动组件和双工位滑动装置,所述工作台中部设置有双工位滑动装置,双工位滑动装置两侧各设置有两组立孔加工驱动组件用于加工电机壳两端立孔。
6.优选地,所述立孔加工驱动组件包括:直线驱动气缸、气缸连接导滑板组件和电机驱动立孔加工组件,所述直线驱动气缸固定安装在工作台上,直线驱动气缸输出端固定连接有气缸连接导滑板,气缸连接导滑板组件上侧设置有电机驱动立孔加工组件,电机驱动立孔加工组件用于加工电机壳两端立孔。
7.优选地,所述气缸连接导滑板组件包括:气缸连接板、导滑板滑块和导滑板滑轨,气缸连接板底部固定安装有导滑板滑块,导滑板滑轨安装在工作台上,导滑板滑块与导滑板滑轨配合使用。
8.优选地,所述电机驱动立孔加工组件包括:安装座、电机、连接板和立孔加工齿轮箱组件,所述安装座固定安装在气缸连接板上,电机通过连接板安装在安装座上,安装座一侧安装有立孔加工齿轮箱组件,电机输出端与立孔加工齿轮箱组件输入端连接。
9.优选地,所述立孔加工齿轮箱组件包括:连接轴、驱动齿轮、从动齿轮、钻头丝锥组件、齿轮箱壳体和齿轮箱盖,齿轮箱壳体一侧下部固定安装在安装座一侧,齿轮箱壳体另一侧固定安装有齿轮箱盖,活动连接在齿轮箱壳体一侧的连接轴输入端与电机输出端连接,连接轴输出端与驱动齿轮连接,驱动齿轮与多组从动齿轮啮合连接,从动齿轮套接在钻头丝锥组件一端,钻头丝锥组件另一端突出齿轮箱盖用于加工电机壳两端立孔。
10.优选地,钻头丝锥组件包括:齿轮连杆、钻头丝锥安装座、连杆轴承和钻头丝锥,多个齿轮连杆一端均套接有从动齿轮,齿轮连杆通过连杆轴承与齿轮箱盖活动连接,齿轮连杆另一端连接有钻头丝锥安装座,钻头丝锥尾部安装在钻头丝锥安装座内,钻头丝锥用于加工电机壳立孔。
11.优选地,钻头丝锥为打孔钻头丝锥或攻丝钻头丝锥。
12.优选地,双工位滑动装置包括:底座、导轨、滑块、滑板和驱动装置,所述底座设置在工作台中部,底座上设置有两组平行的导轨,滑板通过滑块与导轨滑动连接,滑板下侧设置有驱动装置,驱动装置可驱动滑板运动。
13.优选地,所述驱动装置包括:滑板驱动气缸、气缸连杆和连杆顶块,滑板驱动气缸安装在滑板下侧,滑板驱动气缸输出端与气缸连杆一端连接,气缸连杆另一端与连杆顶块连接,连杆顶块安装在底座一侧。
14.本实用新型的优点在于:通过使用立孔加工驱动组件可以实现在设定数值下进行自动打孔,提升生产效率,通过使用双工位滑动装置可分别进行打孔与攻丝步骤,可使立孔一次性加工成型。
附图说明
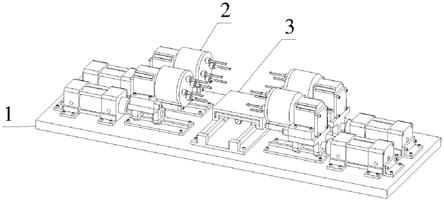
15.图1是本实用新型角度一的结构轴侧图;
16.图2是本实用新型立孔加工驱动组件的结构轴侧图;
17.图3是本实用新型电机驱动立孔加工组件的侧视图;
18.图4是本实用新型立孔加工齿轮箱组件的剖视图;
19.图5是本实用新型钻头丝锥组件的结构轴侧图;
20.图6是本实用新型钻头丝锥组件的剖视图;
21.图7是本实用新型双工位滑动装置的结构轴侧图;
22.图8是本实用新型双工位滑动装置的剖视图;
23.图9是本实用新型驱动装置的结构轴侧图;
24.1、工作台;2、立孔加工驱动组件;3、双工位滑动装置;21、直线驱动气缸;22、气缸连接导滑板组件;221、气缸连接板;222、导滑板滑块;223、导滑板滑轨;23、电机驱动立孔加工组件;231、安装座;232、电机;233、连接板;4、立孔加工齿轮箱组件;41、连接轴;42、驱动齿轮;43、从动齿轮;44、钻头丝锥组件;45、齿轮箱壳体;46、齿轮箱盖;441、齿轮连杆;442、钻头丝锥安装座;443、连杆轴承;444、钻头丝锥;31、底座;32、导轨;33、滑块;34、滑板;35、驱动装置;351、滑板驱动气缸;352、气缸连杆;353、连杆顶块。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行
清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
26.需要注意的是,本实用新型中提及的各安装方式及各技术术语,都是所属技术领域中早已明确知晓的技术用语,故不再做过多解释。此外,对于相同的部件采用了相同的附图标记,但这并不影响也不应构成本领域技术人员对技术方案的准确理解。
27.实施例一,结合图1进行说明:
28.一种电机壳两端立孔一次性加工成型装置,包括:工作台1、立孔加工驱动组件2和双工位滑动装置3,所述工作台1中部设置有双工位滑动装置3,双工位滑动装置3两侧各设置有两组立孔加工驱动组件2用于加工电机壳两端立孔,如此设置,通过使用立孔加工驱动组件2可以实现在设定数值下进行自动打孔,提升生产效率,通过使用双工位滑动装置3可分别进行打孔与攻丝步骤,可使立孔一次性加工成型。
29.实施例二,在实施例一的基础上,结合图2进行说明:
30.所述立孔加工驱动组件2包括:直线驱动气缸21、气缸连接导滑板组件22和电机驱动立孔加工组件23,所述直线驱动气缸21固定安装在工作台1上,直线驱动气缸21输出端固定连接有气缸连接导滑板组件22,气缸连接导滑板组件22上侧设置有电机驱动立孔加工组件23,电机驱动立孔加工组件23用于加工电机壳两端立孔,所述气缸连接导滑板组件22包括:气缸连接板221、导滑板滑块222和导滑板滑轨223,气缸连接板221底部固定安装有导滑板滑块222,导滑板滑轨223安装在工作台1上,导滑板滑块222与导滑板滑轨223配合使用,如此设置,直线驱动气缸21可驱动气缸连接导滑板组件22运动,气缸连接导滑板组件22可带动电机驱动立孔加工组件23进行运动,实现一次性加工电机壳两端立孔。
31.实施例三,在实施例二的基础上,结合图3进行说明:
32.所述电机驱动立孔加工组件23包括:安装座231、电机232、连接板233和立孔加工齿轮箱组件4,所述安装座231固定安装在气缸连接板221上,电机232通过连接板233安装在安装座231上,安装座231一侧安装有立孔加工齿轮箱组件4,电机232输出端与立孔加工齿轮箱组件4输入端连接,如此设置,电机232可通过连接板233牢固的固定安装在安装座231上,电机232可驱动立孔加工齿轮箱组件4输入端转动,实现一次性加工电机壳两端立孔。
33.实施例四,在实施例三的基础上,结合图4进行说明:
34.立孔加工齿轮箱组件4包括:连接轴41、驱动齿轮42、从动齿轮43、钻头丝锥组件44、齿轮箱壳体45和齿轮箱盖46,齿轮箱壳体45一侧下部固定安装在安装座231一侧,齿轮箱壳体45另一侧固定安装有齿轮箱盖46,活动连接在齿轮箱壳体45一侧的连接轴41输入端与电机232输出端连接,连接轴41输出端与驱动齿轮42连接,驱动齿轮42与多组从动齿轮43啮合连接,从动齿轮43套接在钻头丝锥组件44一端,钻头丝锥组件44另一端突出齿轮箱盖46用于加工电机壳两端立孔,如此设置,电机232驱动连接轴旋转,连接轴带动驱动齿轮42旋转,驱动齿轮42带动与其啮合的多组从动齿轮43旋转,从动齿轮43带动钻头丝锥组件44旋转,从而实现一次性加工电机壳两端立孔。
35.实施例五,在实施例四的基础上,结合图5进行说明:
36.钻头丝锥组件44包括:齿轮连杆441、钻头丝锥安装座442、连杆轴承443和钻头丝锥444,多个齿轮连杆441一端均套接有从动齿轮43,齿轮连杆441通过连杆轴承443与齿轮
箱盖46活动连接,齿轮连杆441另一端连接有钻头丝锥安装座442,钻头丝锥444尾部安装在钻头丝锥安装座442内,钻头丝锥444用于加工电机壳立孔,钻头丝锥444为打孔钻头丝锥或攻丝钻头丝锥,在操作过程中,可根据实际情况使用相应打孔钻头丝锥或攻丝钻头丝锥,如此设置,从动齿轮43带动齿轮连杆441旋转,齿轮连杆441带动钻头丝锥444旋转,从而实现一次性加工电机壳两端立孔。
37.实施例六,在实施例五的基础上,结合图6进行说明:
38.双工位滑动装置3包括:底座31、导轨32、滑块33、滑板34和驱动装置35,所述底座31设置在工作台1中部,底座31上设置有两组平行的导轨32,滑板34通过滑块33与导轨32滑动连接,滑板34下侧设置有驱动装置35,驱动装置35可驱动滑板34运动,如此设置,滑板34可借驱动装置35提供的驱动力在导轨32上滑动,从而实现电机壳立孔先打孔后攻丝的一次性成活。
39.实施例七,在实施例六的基础上,结合图7进行说明:
40.驱动装置35包括:滑板驱动气缸351、气缸连杆352和连杆顶块353,滑板驱动气缸351安装在滑板34下侧,滑板驱动气缸351输出端与气缸连杆352一端连接,气缸连杆352另一端与连杆顶块353连接,连杆顶块353安装在底座31一侧,如此设置,滑板驱动气缸351可带动滑板34进行双工位滑动,实现一次性打孔自动化。
41.本实用新型的工作原理:先将电机壳装夹在滑板34上,在第一工位上启动立孔加工驱动组件2进行第一次打孔操作,启动双工位滑动装置3将电机壳移动至第二工位,进行第二次攻丝操作,实现一次性加工电机壳两端立孔,本实用新型效率比现有单人单机操作加工模式提升两倍,适合大批量产品加工,加工数量透明,避免因人员、排产带来的产能降低,可与其他自动化生产线相连,设备进给尺寸均使用伺服电机控制,较使用普通台钻攻丝机有人力加工,有更大的稳定性,避免的现有正反倒头加工时对产品造成的磕碰划伤等外观不良,并为整形工序减轻劳动强度。
42.对于本领域技术人员而言,本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其它的具体形式实现本实用新型;因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
43.以上所述,仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡是依据本实用新型的技术实质对以上实施例所作的任何细微修改、等同替换和改进,均应包含在本实用新型技术方案的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1