一种视觉引导锡焊机的制作方法
1.本实用新型属于自动化设备技术领域,具体地说,尤其涉及一种能耗低、焊接速度快、焊接位置精准、焊枪角度能够自由调节的视觉引导锡焊机。
背景技术:
2.锡焊是利用低熔点的金属焊料加热熔化后,渗入并充填金属件连接处间隙的焊接方法,在电子行业应用非常广泛。传统插件式线路板必需由人工操作,效率低、劳动强度大,并且锡焊过程中产生的烟对人体伤害较大。
3.为此,自动焊锡机应运而生。专利申请号为201910518294.x、申请日为2019.06.15、发明创造名称为视觉引导焊接机的中国专利,该专利文献公开了一种能够自动锡焊的机器,主要包括“机架,还包括设于所述机架上用于识别焊接位置的视觉识别机构,设于所述机架上用于焊接的焊接机构,以及驱动所述机架使所述焊接机构移动到焊接位置上进行焊接的驱动装置;视觉识别机构包括设于所述焊接机构前方的视觉识别设备,以及设于所述视觉识别设备下方的面光源,所述面光源上设有供所述视觉识别设备对所述面光源下方物体进行识别的通孔;焊接机构包括焊枪,设于所述焊枪与所述机架之间用于将所述焊枪固定在所述视觉识别机构后下方的焊枪固定装置,以及设于所述焊枪固定装置上使焊丝对准所述焊枪枪嘴的焊丝固定装置;所述焊枪固定装置还包括用于固定所述焊枪的焊枪固定座,以及设于所述焊枪固定座与所述夹持固定座之间的用于调节所述焊枪固定座相对所述高度杆的角度的焊枪角度调节板,所述焊枪角度调节板上设有多个与所述夹持固定座配合固定的定位孔,所述焊枪固定座上设有多个与所述定位孔配合的焊枪固定座定位孔”,该专利文献中的驱动装置为机器人,法兰能够与机器人的机械臂相连,机架上的视觉识别机构能够对识别出需要焊接的位置,然后驱动装置,即机械臂驱动机架移动,从而将焊接机构移动到视觉识别机构识别出的焊接位置上进行焊接。该专利文献虽然能够实现自动锡焊,但依然存在以下不足:1.视觉识别机构与焊接机构是相对静止的,焊接机构移动时视觉识别机构也会同步移动,视觉机构无法捕捉全局,只能局部识别局部焊接,反应慢,焊接速度慢,焊接效率相对比较低;此外,焊接机构移动时需要带着视觉机构一起移动,整体移动部件重量重,能耗大;2.焊枪固定装置结构复杂,高度、角度调节繁琐复杂,并且角度是通过一排排定位孔来实现角度调节,调节灵活度差,无法实现焊枪角度的任意调节,焊接定位精准度差。
技术实现要素:
4.本实用新型的目的是针对现有技术存在的不足,提供了一种能耗低、焊接速度快、焊接位置精准、焊枪角度能够自由调节的视觉引导锡焊机。
5.本实用新型是通过以下技术方案实现的:
6.一种视觉引导锡焊机,包括设有工作台的锡焊机机架,在锡焊机机架上设有用于识别焊接位置的视觉识别机构,在锡焊机机架内设有改变焊枪空间位置的移动机构,以及
与所述视觉识别机构电气连接并驱动所述移动机构动作的控制器,所述移动机构为四轴模组,四轴模组的旋转轴末端固定设有夹持所述焊枪的焊枪固定装置;
7.所述焊枪固定装置包括固定在旋转轴上的调节板和夹持所述焊枪的第一夹紧件,在调节板上开设弧型滑槽,连接螺栓依次穿过第一夹紧件、弧型滑槽以及贴合调节板背板放置的压板后,将第一夹紧件固接在调节板上;
8.所述焊枪的一旁设有与所述控制器电气连接、向所述焊枪提供锡丝的送锡装置。
9.优选地,所述调节板也呈弧型状,在调节板的中间位置开设所述弧型滑槽;所述调节板是通过衔接板与所述旋转轴固接的,衔接板与调节板采用安装孔与螺钉相配合的连接方式进行固接。调节板与弧型滑槽的形状保持一致可最大程度节省材料,同时可减轻移动部件的重量,减少能耗、延长机器使用寿命;在调节板的两头分别设置安装孔,比如,如说明书附图所示,在调节板的左侧设置两排安装孔,在调节板的右侧设置两排安装孔,在使用时可根据现场情况选择左侧安装孔还是右侧安装孔,安装灵活,实用性强。
10.优选地,所述衔接板利用第二夹紧件与所述旋转轴固接。第二夹紧件就是能够起到夹紧作用的结构即可;夹紧件是可以拆卸的,便于后续更换、维修。
11.优选地,所述压板也呈弧型状。压板也呈弧形状,避免不必要的材料浪费。
12.优选地,所述工作台上设有物料传送机构。在工作台上设计物料传送机构进一步节省了人力、降低了劳动强度,物料传送机构可将产品直接传输到下个工位。
13.优选地,在物料传送机构的传输带上设有放置产品的载物台。锡焊后产品需要进入下一道工序,比如置于灌封机的工作台上进行灌封;相邻机器之间,也就是在锡焊机与灌封机之间是有间隙的,如果将产品直接置于传输带上,产品会卡在间隙内无法运输至灌封机工作台上,但如果用载物台进行过渡的话就可以解决该问题。
14.优选地,所述视觉识别机构包括正对着工作台的摄像头和为拍摄区域提供亮度的光源。摄像头设置在工作台的正上方,并且在机架的顶部设置有为工作台提供亮度的光源,放置的方位、设置光源都是为了准确拍摄,确保焊接精度。摄像头的数量不限,摄像头可以为单个也可以为多个的组合;当摄像头的数量大于一个时,可根据具体工艺需要,利用多点对焦原理形成双目立体视觉,以获得更为准确的下焊接位置判定;也可捕捉景深数据以构成三维数据。
15.优选地,所述控制器为plc控制器。一种具有微处理机的数字电子设备,用于自动化控制的数字逻辑控制器,可以将控制指令随时加载内存内储存与执行。可编程控制器由内部cpu,指令及资料内存、输入输出单元、电源模组、数字模拟等单元所模组化组合成,在工业领域应用非常广泛,技术成熟,实施运用难度低。
16.与现有技术相比,本实用新型的有益效果是:
17.本实用新型视觉识别机构与移动机构为两个相互独立部件,二者通过控制器实现相互关联,视觉识别机构可纵览全局,实现快速识别定位,四轴模组带动焊枪精准定位焊接,反应快、焊接快、能耗低、无漏焊错焊现象;本实用新型用于焊枪的调节板上设有弧型滑槽,在该弧型滑槽范围内焊枪的角度能够自由调节,确保焊接位置精准度和焊接姿势的专业度,无虚焊现象,焊接出的产品即美观又具有高品质;本实用新型实用性很强,替代了传统人工作业模式,可广泛应用于电子电气技术领域。
附图说明
18.图1是本实用新型正面方向结构示意图;
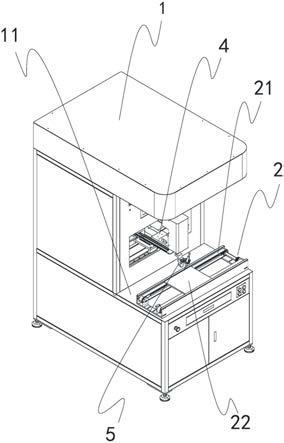
19.图2是本实用新型立体方向结构示意图;
20.图3是本实用新型焊枪固定装置处结构示意图一;
21.图4是本实用新型焊枪固定装置处结构示意图二;
22.图5是本实用新型焊枪固定装置处结构示意图三。
23.图中:1.锡焊机机架;11.工作台;2.物料传送机构;21.传输带;22.载物台;3.焊枪;4.四轴模组;41.旋转轴;5.焊枪固定装置;51.调节板;52.第一夹紧件;53.弧型滑槽;54.压板;55.衔接板;56.第二夹紧件。
具体实施方式
24.为了使阅读者能够更好的理解本实用新型之设计宗旨,下面结合实施例对本实用新型所述的技术方案作进一步地描述说明。需要说明的是,在下述段落可能涉及的方位名词,包括但不限于“上、下、左、右、前、后”等,其所依据的方位均为对应说明书附图中所展示的视觉方位,其不应当也不该被视为是对本实用新型保护范围或技术方案的限定,其目的仅为方便本领域的技术人员更好地理解本实用新型创造所述的技术方案。
25.在本说明书的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
26.实施例1:
27.一种视觉引导锡焊机,包括设有工作台11的锡焊机机架1,在锡焊机机架1上设有用于识别焊接位置的视觉识别机构,视觉识别机构位于工作台的正上方,需要锡焊的产品放置在工作台11上;在锡焊机机架1的内部设有改变焊枪3空间位置的移动机构,以及与视觉识别机构电气连接并驱动移动机构动作的plc控制器;本实施例的移动机构为四轴模组4,所谓的四轴模组是指在三轴模组的基础上多一个旋转轴,即固定在旋转轴上的焊枪能够在旋转轴的作用下旋转。三轴模组是指能够实现在(x、y、z)三维坐标上进行三自由度运动的机构,三轴模组、四轴模组都是标准模块化产品,市面有现成的模块购买。四轴模组4的旋转轴41末端固定设有夹持焊枪3的焊枪固定装置5,焊枪固定装置5包括固定在旋转轴41上的调节板51和夹持焊枪3的第一夹紧件52,在调节板51上开设弧型滑槽53,连接螺栓(附图中未示意)依次穿过第一夹紧件52、弧型滑槽53、压板54,压板54贴合调节板51的背板放置,穿过后在连接螺栓末端安装螺母,收紧螺母,直至第一夹紧件、调节板、压板固定一体。焊枪3的一旁设有与plc控制器电气连接、向焊枪3提供锡丝的送锡装置,送锡装置又名自动送锡器,送锡装置在plc控制器的控制下实时向焊枪提供锡丝。plc控制器是一种具有微处理机的数字电子设备,用于自动化控制的数字逻辑控制器,可以将控制指令随时加载内存内储存与执行。可编程控制器由内部cpu,指令及资料内存、输入输出单元、电源模组、数字模拟等单元所模组化组合成,在工业领域应用非常广泛,技术成熟,实施运用难度低。
28.本实施例的工作原理为:视觉识别机构会识别工作台上的产品的焊接位置,并把
识别的位置信号传递至plc控制器,plc控制器根据识别的位置信号驱动四轴模组动作,四轴模组上的焊枪同步动作,移动到需要焊接的位置后,plc控制器控制送锡装置输送锡丝,瞬间完成锡焊。焊枪的位置是通过四轴模组来改变的,而焊枪的角度则由调节板来改变,具体调节方法为:调松连接螺栓与螺母,让第一夹紧件沿着弧型滑槽滑动,此时在弧型滑槽范围内焊枪角度是可以任意调节的,调节到需要的角度后,紧固紧固件,也就是在连接螺栓、螺母的共同作用下,第一夹紧件、调节板、压板固定一体,从而将焊枪固定住。
29.实施例2:
30.如说明书附图图1至图5所示,本实施例在实施例1的基础上,将调节板设计呈弧型状,在调节板51的中间位置开设弧型滑槽53;调节板51是通过衔接板55与旋转轴41固接的,衔接板55与调节板51采用安装孔与螺钉相配合的连接方式进行固接。调节板与弧型滑槽的形状保持一致可最大程度节省材料,同时尽可能减轻移动部件的重量,减少能耗、延长机器使用寿命;在调节板的两头分别设置安装孔,比如,在调节板的左侧设置两排安装孔,在调节板的右侧设置两排安装孔,在使用时可根据现场情况选择左侧安装孔还是右侧安装孔,安装灵活,实用性强。衔接板55利用第二夹紧件56与旋转轴41固接。第二夹紧件就是能够起到夹紧作用的结构即可;夹紧件是可以拆卸的,便于后续更换、维修。本实施例压板54也呈弧型状。压板也呈弧形状,避免不必要的材料浪费。
31.本实施例工作台11上设有物料传送机构2,在工作台上设计物料传送机构进一步节省了人力、降低了劳动强度,物料传送机构可将物料直接传输到下个工位。物料传送机构2的传输带21上设有放置产品的载物台22。锡焊后产品需要进入下一道工序,比如置于灌封机的工作台上进行灌封;相邻机器之间,也就是在锡焊机与灌封机之间是有间隙的,如果将产品直接置于传输带上,产品会卡在间隙内无法运输至灌封机工作台上,但如果用载物台进行过渡的话就可以解决该问题。
32.本实施例视觉识别机构包括正对着工作台11的摄像头和为拍摄区域提供亮度的光源。摄像头设置在工作台的正上方,并且在机架的顶部设置为工作台提供亮度光源,放置的方位、设置光源都是为了准确拍摄,确保焊接精度。摄像头的数量不限,摄像头可以为单个也可为多个的组合;当摄像头的数量大于一个时,可根据具体工艺需要,利用多点对焦原理形成双目立体视觉,以获得更为准确的下焊接位置判定;也可捕捉景深数据以构成三维数据。
33.本实施例的工作原理为:摄像头拍摄工作台上的待锡焊产品画面,plc控制器获取该画面图像、并将该图像与预先存储图像进行比对判断出锡焊位置,视觉识别机构识别位置后,plc控制器根据识别的位置信号驱动四轴模组动作;四轴模组能够实现焊枪在x、y、z轴上的移动,以及焊枪的旋转动作,移动到需要焊接的位置后,plc控制器控制送锡装置输送锡丝,瞬间完成锡焊。焊枪的位置是通过四轴模组来改变的,而焊枪的角度则由调节板来改变,具体调节方法为:调松连接螺栓与螺母,让第一夹紧件沿着弧型滑槽滑动,此时在弧型滑槽范围内焊枪角度是可以任意调节的,调节到需要的角度后,紧固紧固件,也就是在连接螺栓、螺母的共同作用下,第一夹紧件、调节板、压板固定一体,从而将焊枪固定住。
34.实施例1具备的有益效果本实施例同样具备,为避免行文繁琐,此处不再赘述。
35.综上,仅为本实用新型的较佳实施例而已,并非用来限定本实用新型实施的范围,凡依本实用新型权利要求范围的形状、构造、特征及精神所为的均等变化与修饰,均应包括
于本实用新型的权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1