一种焊接夹具的制作方法
1.本实用新型涉及焊接技术领域,特别涉及一种焊接夹具。
背景技术:
2.随着人们娱乐需求的提高,酒店的建设如雨后春笋般爆发,因此对于各种金属的拉手的需求量越来越大。金属拉手的手柄一端焊接有一个连接块,连接块上有相应的螺孔,便于将手柄与门连接固定。现有的焊接夹具在使用过程中,由于手柄和连接块的摆放位置很难对齐,导致手柄和连接块在焊接之后,焊接面不平,不仅影响观感,也容易导致拉手在使用时手柄与连接块焊接处出现裂缝,导致手柄脱落,影响拉手质量。
技术实现要素:
3.为了克服现有技术存在的缺陷,本实用新型提供一种焊接夹具,解决现有焊接夹具导致手柄和连接块焊接面不平的问题。
4.本实用新型解决其技术问题所采用的技术方案是:一种焊接夹具,包括:
5.夹具底座,其上设置有倾斜的支杆,支杆一端连接有顶块,另一端设有承托咀;
6.夹持组件,设于所述支杆中部,所述夹持组件包括工件底座和压块,所述工件底座设置在所述支杆上,所述压块位于所述工件底座上方,且压块通过压紧驱动件活动设置在所述支杆上;
7.纠偏组件,位于支杆靠近承托咀的一端,所述纠偏组件包括纠偏咀和纠偏驱动件,所述纠偏咀通过纠偏驱动件活动设置在支杆上,纠偏驱动件驱动纠偏咀向工件底座靠近或远离,且纠偏咀上开设有配合所述承托咀的纠偏槽。
8.进一步的,所述工件底座上开设有槽孔,所述槽孔内安装有弹簧。
9.进一步的,所述承托咀上开设有槽口。
10.进一步的,所述承托咀通过承托驱动件活动设置在所述支杆上。
11.进一步的,所述承托驱动件通过驱动件固定板连接在所述支杆上,所述纠偏驱动件安装在所述驱动件固定板上。
12.进一步的,所述承托驱动件上设有连接杆,所述连接杆一端与承托咀连接,另一端设有限位块。
13.进一步的,所述支杆上设有支撑柱,所述支撑柱靠近所述顶块。
14.本实用新型的有益效果:焊接时,先在承托咀上放置连接块,接着在工件底座上放置工件,压紧驱动件驱动压块压紧工件,工件一端顶在顶块上,另一端靠在连接块上,接着纠偏驱动件驱动纠偏咀向工件底座靠近,使得承托咀位于纠偏咀的纠偏槽内,纠偏槽的槽壁对工件和连接块纠偏,使工件和连接块的焊接位置对齐,这样工件与连接块焊接之后的焊接面平整,焊接牢固,提高拉手质量。
附图说明
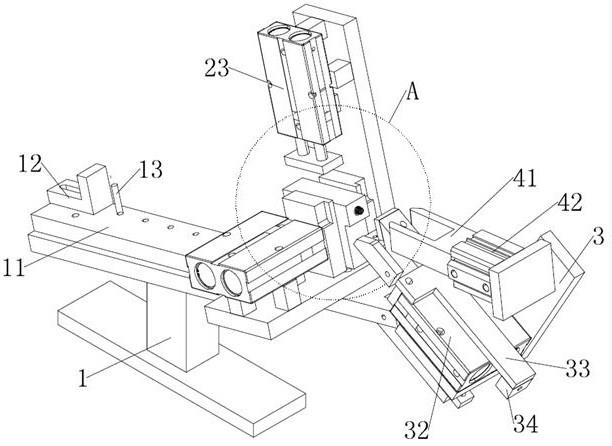
15.图1为本实用新型实施例的立体图(一);
16.图2为图1中的a处放大图;
17.图3为本实用新型实施例的立体图(二);
18.图4为图3中的b处放大图;
19.图5为本实用新型实施例的正视图;
20.图6为本实用新型实施例中承托咀的立体图;
21.图7为本实用新型实施例中纠偏咀的立体图;
22.图8为本实用新型实施例中拉手的立体图;
23.图9为本实用新型实施例的应用示意图。
24.图中,
[0025]1‑
夹具底座,11
‑
支杆,12
‑
顶块,13
‑
支撑柱;
[0026]2‑
夹持组件,21
‑
工件底座,211
‑
槽孔,212
‑
弹簧,22
‑
压块,23
‑
压紧驱动件;
[0027]3‑
驱动件固定板,31
‑
承托咀,311
‑
槽口,32
‑
承托驱动件,33
‑
连接杆,34
‑
限位块;
[0028]4‑
纠偏组件,41
‑
纠偏咀,42
‑
纠偏驱动件,43
‑
纠偏槽;
[0029]5‑
拉手,51
‑
工件,52
‑
连接块。
具体实施方式
[0030]
下面结合附图对本实用新型的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本实用新型,但并不构成对本实用新型的限定。此外,下面所描述的本实用新型各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
[0031]
需要说明的是,本实用新型用于将手柄与连接块52焊接固定,全文中的工件51为手柄;如附图8所示,手柄呈轻微弯曲的杆状,而连接块52为方块状。
[0032]
该焊接夹具可以配合焊接机械臂或者人工进行作业。
[0033]
实施例一
[0034]
如附图1~9所示,本实用新型提供的一种焊接夹具,包括:夹具底座1、夹持组件2和纠偏组件4,夹具底座1上设置有倾斜的支杆11,支杆11倾斜设置主要是为了配合工件51与连接块52焊接固定,支杆11一端通过螺丝固定有顶块12和支撑柱13,支撑柱13靠近顶块12。顶块12用于顶住工件51的一端,支撑柱13用于支撑工件51,避免工件51偏位和脱离;支杆11另一端设有承托咀31,承托咀31靠近工件底座21设置,如附图6所示,承托咀31上开设有槽口311,槽口311呈“v”字型,槽口311用于放置连接块52。夹持组件2,设于支杆11中部,夹持组件2包括工件底座21和压块22,工件底座21固定在支杆11上,可在工件底座21上放置工件51,压块22位于工件底座21上方,且压块22与压紧驱动件23的输出轴连接,而压紧驱动件23则固定在支杆11上,压紧驱动件23为气缸并驱动压块22向工件底座21靠近,以便配合工件底座21压紧工件51。纠偏组件4位于支杆11靠近承托咀31的一端,纠偏组件4包括纠偏咀41和纠偏驱动件42,纠偏咀41与纠偏驱动件42的输出轴连接,而纠偏驱动件42则固定在支杆11上,纠偏驱动件42为气缸并驱动纠偏咀41向工件底座21靠近,如附图7 所示,纠偏咀41上开设有配合承托咀31的纠偏槽43。需要说明的是,承托咀31位于工件底座21和纠偏咀41的
中间位置。
[0035]
焊接时,如附图9所示,先在承托咀31的槽口311内放置连接块52,接着在工件底座21上放置工件51,压紧驱动件23驱动压块22压紧工件51,工件51一端顶在顶块12上,另一端靠在连接块52上,接着纠偏驱动件42驱动纠偏咀41向工件底座21靠近,使得承托咀31的槽口311位于纠偏咀41的纠偏槽43内,纠偏槽43的槽壁对工件51和连接块52纠偏,使工件51和连接块52的焊接位置对齐,这样工件51与连接块52焊接之后的焊接面平整,焊接牢固,提高拉手5质量。
[0036]
进一步的实施例,如附图2 所示,工件底座21靠近承托咀31的端壁上开设有槽孔211,槽孔211内安装有弹簧212。当承托驱动件32驱动承托咀31将连接块52靠近工件底座21端壁时,连接块52抵靠在弹簧212上,弹簧212一方面可以起到缓冲的作用,避免连接块52与工件底座21挤压导致连接块52变形;另一方面弹簧212使连接块52紧紧抵靠在承托咀31的槽口311内,使工件51与连接块52抵靠紧密,工件51与连接块52的焊接位置对齐,焊接面平整。
[0037]
进一步的实施例,如附图1、3所示,承托咀31与承托驱动件32的输出轴连接,而承托驱动件32则固定在支杆11上,承托驱动件32为气缸。将连接块52放置在承托咀31的槽口311内,再在工件底座21上放置工件51,并使压块22压紧工件51,这样工件51的一端位于连接块52上方,接着纠偏驱动件42驱动纠偏咀41向工件底座21靠近,使得承托咀31的槽口311位于纠偏咀41的纠偏槽43内,纠偏槽43的槽壁对工件51和连接块52纠偏,使工件51和连接块52的焊接位置对齐,之后承托驱动件32驱动承托咀31向工件底座21靠近,使承托咀31上的连接块52抵靠在弹簧212上,且连接块52的顶部抵靠在工件51上,这样就能确保工件51与连接块52的焊接位置对齐。
[0038]
进一步改进的是,如附图5所示,承托驱动件32通过驱动件固定板3连接在支杆11上,纠偏驱动件42安装在驱动件固定板3上,驱动件固定板3与支杆11之间的夹角在120
°
~150
°
之间,调整好驱动件固定板3与支杆11之间的夹角,承托驱动件32驱动承托咀31,纠偏驱动件42驱动纠偏咀41,使得工件51与连接块52配合紧密。
[0039]
另外,如附图5 所示,承托驱动件32上设有连接杆33,连接杆33一端与承托咀31连接,另一端设有限位块34,当承托驱动件32驱动承托咀31靠近工件底座21时,限位块34抵靠在承托驱动件32的输出座上,限制承托驱动件32的输出距离,避免连接块52与工件51之间互相挤压变形。
[0040]
以上结合附图对本实用新型的实施方式作了详细说明,但本实用新型不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本实用新型原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1