一种土工格栅生产用焊接设备的制作方法
1.本实用新型涉及一种焊接设备,尤其涉及一种土工格栅生产用焊接设备。
背景技术:
2.土工格栅是主要的土工合成材料,在对格栅进行加工时,需要对加工完成的格栅条进行焊接,焊接成网状,加工成煤矿井下用的护帮网,早期在对格栅进行焊接加工时,主要是依靠点焊枪进行焊接,需人工将格栅条排列至网格状,再使用传送装置进行传送焊接,焊接完还需人工将其卷成筒状收集,这样的加工顺序操作下来工作效率低,且收集起来较麻烦,劳动力大。
3.因此,需要设计一种无需人工排列且可自动进行卷筒收集的土工格栅生产用焊接设备。
技术实现要素:
4.为了克服人工将格栅条进行排列再焊接加工的方式效率低,且加工完毕还需人工卷成筒状收集,劳动力大的缺点,本实用新型的技术问题:提供一种无需人工排列且可自动进行卷筒收集的土工格栅生产用焊接设备。
5.技术方案如下:一种土工格栅生产用焊接设备,包括:第一旋转框,支撑架中部一侧安装有用于放置长款格栅条筒的第一旋转框;连接轴,支撑架中部对称转动式设有连接轴;传送带,连接轴之间套有传送带;卡块,传送带上下两侧均对称设有用于传送短款格栅条的卡块;直齿条,支撑架内中间对称滑动式设有直齿条;弹簧,直齿条与支撑架之间均连接有弹簧;点焊枪,直齿条之间连接有用于对格栅进行点焊加工的点焊枪;第一齿轮,一侧连接轴对称设有第一齿轮;第一缺齿轮,另一侧连接轴位于第一齿轮内侧的位置对称设有第一缺齿轮,同侧的第一缺齿轮均与同侧的直齿条啮合;电机,支撑架一侧设有电机;第二缺齿轮,电机输出轴对称设有第二缺齿轮;第二旋转框,支撑架一侧靠近电机一侧的位置转动式设有用于收集格栅的第二旋转框;第二齿轮,第二旋转框对称设有第二齿轮,同侧的第二缺齿轮均与同侧的第二齿轮与第一齿轮配合。
6.可选地,还包括:装料箱,支撑架上部一侧设有用于放置短款格栅条的装料箱;旋转柱,装料箱内底部中间转动式设有旋转柱;棘齿轮,旋转柱对称设有棘齿轮;扭簧,棘齿轮与装料箱之间均连接有扭簧;棘齿条,直齿条上部均设有棘齿条,棘齿条共两个,同侧的棘齿条均与同侧的棘齿轮配合。
7.可选地,第二旋转框上设有三个挡杆。
8.可选地,卡块上均设有三个限位块。
9.可选地,装料箱为透明材质。
10.可选地,扭簧为金属材质。
11.与现有技术相比,本实用新型具有如下优点:1、先将长款格栅条筒固定在第一旋转框上,将短款格栅条呈竖向放置在右侧限位块之间,电机工作带动传送带转动,进而带动
短款格栅条向左侧移动至与点焊枪接触,便可对短款格栅条与长款格栅条进行焊接工作,如此无需人工排列进行,更加快速方便;
12.2、第二缺齿轮带动第二齿轮转动与第二旋转框转动,第二旋转框转动便可拉扯格栅条,使得焊接完一条的格栅转动收集至第二旋转框内收集成筒状,无需人工收集;
13.3、直齿条向上移动带动棘轮与旋转柱转动,使得旋转柱带动一条短款格栅转动掉落至右侧限位块之间进行焊接工作,如此无需人工下料,更加省力安全。
附图说明
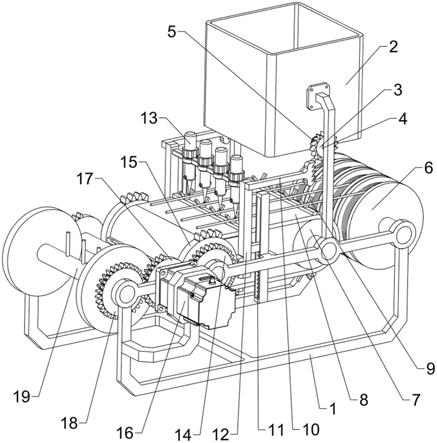
14.图1为本实用新型的立体结构示意图。
15.图2为本实用新型的第一种部分立体结构示意图。
16.图3为本实用新型的第二种部分立体结构示意图。
17.图4为本实用新型的第三种立体结构示意图。
18.图5为本实用新型的局部剖视图。
19.图中标号名称:1-支撑架,2-装料箱,3-棘齿轮,4-旋转柱,5-扭簧,6-第一旋转框,7-连接轴,8-传送带,9-卡块,10-棘齿条,11-弹簧,12-直齿条,13-点焊枪,14-第一齿轮,15-第一缺齿轮,16-电机,17-第二缺齿轮,18-第二齿轮,19-第二旋转框。
具体实施方式
20.以下所述仅为本实用新型的较佳实施例,并不因此而限定本实用新型的保护范围。
21.实施例1
22.一种土工格栅生产用焊接设备,如图1-5所示,包括有支撑架1、第一旋转框6、连接轴7、传送带8、卡块9、弹簧11、直齿条12、点焊枪13、第一齿轮14、第一缺齿轮15、电机16、第二缺齿轮17、第二齿轮18和第二旋转框19,支撑架1中部右侧安装有第一旋转框6,支撑架1中部左右对称转动式设有连接轴7,连接轴7之间套有传送带8,传送带8上下两侧均左右对称设有卡块9,卡块9上均设有三个限位块,便于对格栅条的焊接工作,支撑架1内中间前后对称滑动式设有直齿条12,直齿条12与支撑架1之间均连接有弹簧11,直齿条12之间连接有点焊枪13,左侧连接轴7前后对称设有第一齿轮14,左侧连接轴7位于第一齿轮14内侧的位置前后对称设有第一缺齿轮15,同侧的第一缺齿轮15均与同侧的直齿条12啮合,支撑架1前部左侧设有电机16,电机16输出轴前后对称设有第二缺齿轮17,支撑架1左侧靠近电机16左侧的位置转动式设有第二旋转框19,第二旋转框19上设有三个挡杆,便于卡住格栅,第二旋转框19前后对称设有第二齿轮18,同侧的第二缺齿轮17均与同侧的第二齿轮18与第一齿轮14配合。
23.当人们需要对土工格栅进行生产焊接时,人们可将格栅条卷筒套在第一旋转框6上,接着拉扯格栅条,使得格栅条穿过对应的限位块,在限位块的作用下可使长款格栅条之间的间隔均匀分布,人们将格栅条拉长,接着可将一条短款格栅条呈竖向靠放在左侧限位块之间,接着先启动点焊枪13对其进行焊接,使得短款格栅条与长条格栅条焊接在一起,接着人们便可拉扯焊接完一条的格栅至第二旋转框19上,将其套在挡杆之间,如此便可开始进行对格栅的焊接工作,人们将短款格栅条呈竖向放置在右侧限位块之间,焊接枪在接触
到格栅条时将会进行焊接工作,人们启动电机16工作,电机16输出轴转动带动第二缺齿轮17转动,进而带动第一齿轮14转动,第一齿轮14转动带动连接轴7与传送带8转动,进而带动卡块9转动,卡块9转动带动短款格栅条向左侧移动至与点焊枪13接触,点焊枪13工作便可对短款格栅条与长款格栅条进行焊接,同时左侧连接轴7转动,带动第一缺齿轮15转动,第一缺齿轮15转动带动直齿条12向上移动,进而带动点焊枪13向上移动,弹簧11被压缩,使得完成电焊工作的点焊枪13向上移动,在这时第二缺齿轮17将与第二齿轮18啮合,进而带动第二齿轮18转动与第二旋转框19转动,第二旋转框19转动便可拉扯格栅条,使得再次焊接完一条的格栅转动收集至第二旋转框19内,人们间歇的将短款格栅条放置在右侧限位块之间,当传送带8再次将短款格栅条传送至与点焊枪13对齐时,第一缺齿轮15不再与直齿条12啮合,直齿条12将在弹簧11的作用下带动点焊枪13向下移动复位,使得点焊枪13再次与短款格栅条接触,对短款格栅条与长款格栅条进行焊接工作,这样便可均匀的完成格栅的焊接工作,当格栅制作完成后,人们关闭电机16与点焊枪13,对第二旋转框19内的格栅进行取出收集,如此操作可无需人工进行焊接,更加省力。
24.还包括有装料箱2、棘齿轮3、旋转柱4、扭簧5和棘齿条10,支撑架1上部右侧设有装料箱2,装料箱2为透明材质,便于查看内部短款格栅条剩余的量,装料箱2内底部中间转动式设有旋转柱4,旋转柱4前后对称设有棘齿轮3,棘齿轮3与装料箱2之间均连接有扭簧5,扭簧5为金属材质,更加耐用,直齿条12上部均设有棘齿条10,棘齿条10共两个,同侧的棘齿条10均与同侧的棘齿轮3配合。
25.当人们需要对土工格栅进行生产焊接时,人们将短款格栅条放置在装料箱2内,当直齿条12向上移动时,将带动棘齿条10向上移动,进而带动棘齿轮3转动,棘齿轮3转动带动旋转柱4转动,使得旋转柱4带动一条短款格栅转动,使得短款格栅条掉落至右侧限位块之间,如此便可进行焊接工作,当直齿条12带动棘齿条10向下移动复位时,将不再与棘齿轮3接触,棘齿轮3将在扭簧5的作用下带动旋转柱4反向转动复位,如此便可在短款格栅条焊接完一条后,进行自动下料工作,无需人工放置短款格栅条,更加方便快速。
26.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1