一种焊接结构立铣刀的制作方法
1.本实用新型属于机械制造领域,涉及一种焊接结构立铣刀。
背景技术:
2.飞机制造中,随着难加工材料越来越多,普通高速钢立铣刀正逐步被硬质合金立铣刀所取代。但是受飞机零件结构及空间限制,需要使用一些特殊结构的立铣刀。这些立铣刀的刀头直径比较小、刀柄直径比较大,不适合制成整体硬质合金刀具。但如果使用高速钢立铣刀又无法满足加工需求。基于上述问题,本实用新型创造出一种焊接结构立铣刀。
技术实现要素:
3.为解决一些特殊结构的立铣刀无法制成整体硬质合金刀具的问题,本实用新型提出一种焊接结构立铣刀,既能满足飞机零件的加工需求,又能解决硬质合金刀具的制造问题。
4.为了达到上述目的,本实用新型采用的技术方案为:
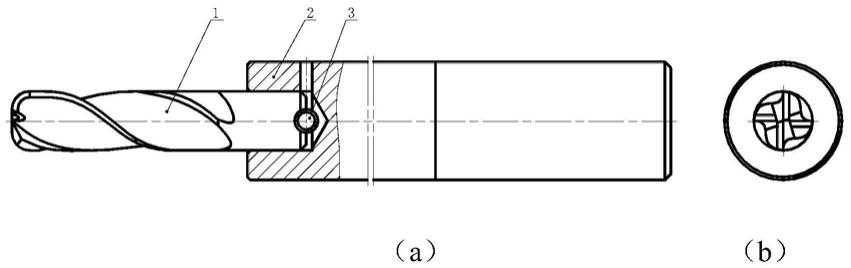
5.一种焊接结构立铣刀,包括硬质合金刀头1、合金工具钢刀柄2和强化销3 三部分,硬质合金刀头1与合金工具钢刀柄2之间通过强化销3固定。
6.所述的硬质合金刀头1包括焊接部分直径1-1、销槽1-2和圆周齿。所述焊接部分直径1-1用于与焊接孔2-1相配合,保证刀头与刀柄的同轴度;所述销槽 1-2设于焊接部分直径1-1的一端面中部,用于与强化销3相配合;所述圆周齿设于焊接部分直径1-1的另一端,圆周齿与焊接部分直径1-1中轴线之间存在螺旋角1-3,用于实现良好的排屑性能。
7.所述圆周齿的具体角度设计要求为:所述硬质合金刀头1刀头部分的圆周齿第一后角1-4为12
°
、刀身部分的圆周齿第二后角1-5为18
°
、圆周齿前角1-6 为5
°±1°
、圆周齿第一齿背宽度1-7为0.8mm和圆周齿第二齿背宽度1-8为 1.6mm,圆周齿齿深1-9为2mm,用于使圆周齿的齿形锋利且坚固,适合切削难加工材料;圆角后角1-10为10
°±1°
,用于保证圆角在切削时有足够的强度;端齿向心角1-11为2
°
~3
°
、端齿齿槽角1-12为30
°
、端齿第一后角1-13为10
°±1°
、端齿第二后角1-14为18
°
、端齿前角1-15为4
°±1°
、端齿齿背宽度1-16为1mm,用于使端齿的齿形锋利且坚固,适合切削难加工材料。
8.所述的合金工具钢刀柄2上设有焊接孔2-1、销孔2-2和排气孔2-3。所述的焊接孔2-1设于合金工具钢刀柄2一端,其直径比焊接部分直径1-1大0.2mm,公差控制在+0.02mm以内,用于使其在与刀头焊接部分直径1-1配合焊接时得到良好的焊接间隙,提高焊料的流动性,使焊接充分,保证焊接质量。所述的销孔2-2直径为4mm,公差h7级。所述排气孔2-3与焊接孔2-1连通,焊接时焊接孔内的空气可以有效排出,提高焊接质量。
9.所述的强化销3根据刀头与刀柄的直径选择。
10.进一步的,所述的焊接部分直径1-1为10mm,公差控制在-0.02mm以内。
11.进一步的,所述的销槽1-2半径为2mm,公差控制在+0.02mm以内。
12.进一步的,所述的螺旋角1-3为30
°
。
13.进一步的,所述的排气孔2-3直径为2mm。
14.本实用新型的有益效果为:本实用新型提供的焊接结构立铣刀能够有效保证刀头与刀柄的焊接质量,提供良好的抗弯、抗扭性能。刀头与刀柄有良好的同轴度,大幅降低精加工预留余量,显著提高加工效率。解决一些特殊结构的立铣刀无法采用硬质合金制造的难题。
附图说明
15.图1为焊接结构立铣刀结构的示意图;图1(a)为的主视图;图1(b)为侧视图。
16.图2(a)-图2(g)为硬质合金刀头结构的示意图;图2(a)为主视图;图2(b) 为左视图;图2(c)为局部放大图;图2(d)为沿图2(a)中a-a面的剖视图;图2(e) 为沿图2(a)中b-b面的剖视图;图2(f)为沿图2(c)中c-c面的剖视图;图2(g) 沿图2(b)中d-d面的剖视图。
17.图3为合金工具钢刀柄结构示意图;
18.图中:1硬质合金刀头;2合金工具钢刀柄;3强化销;1-1焊接部分直径; 1-2销槽;1-3螺旋角;1-4圆周齿第一后角;1-5圆周齿第二后角;1-6圆周齿前角;1-7圆周齿第一齿背宽度;1-8圆周齿第二齿背宽度;1-9圆周齿齿深;1-10 圆角后角;1-11端齿向心角;1-12端齿齿槽角;1-13端齿第一后角;1-14端齿第二后角;1-15端齿前角;1-16端齿齿背宽度;2-1焊接孔;2-2销孔;2-3排气孔。
具体实施方式
19.以下结合具体实施例对本实用新型做进一步说明。
20.一种焊接结构立铣刀由三部分组成:硬质合金刀头1、合金工具钢刀柄2和强化销3。
21.所述的硬质合金刀头1包含的重要几何结构,从主视图中可以看出,硬质合金刀头1包括焊接部分直径1-1、销槽1-2和螺旋角1-3;从左视图中可以看到圆周齿第一后角1-4,从a-a剖视图可以看到圆周齿第二后角1-5、圆周齿前角1-6、圆周齿第一齿背宽度1-7和圆周齿第二齿背宽度1-8,从b-b剖视图可以看到圆周齿齿深1-9,从俯视剖面图可以看到圆角后角1-10和端齿向心角 1-11,从c-c剖视图可以看到端齿齿槽角1-12,从d-d剖视图可以看到端齿第一后角1-13、端齿第二后角1-14、端齿前角1-15和端齿齿背宽度1-16。
22.焊接部分直径1-1为10mm,公差控制在-0.02mm以内,以便与焊接孔2-1 相配合;销槽1-2半径为2mm,公差控制在+0.02mm以内,以便与强化销3相配合;螺旋角1-3为30
°
,获得良好的排屑性能;圆周齿第一后角1-4为12
°
、圆周齿第二后角1-5为18
°
、圆周齿前角1-6为5
°±1°
、圆周齿第一齿背宽度1-7 为0.8mm、圆周齿第二齿背宽度1-8为1.6mm、圆周齿齿深1-9为2mm,可以使圆周齿的齿形锋利且坚固,适合切削难加工材料;圆角后角1-10为10
°±1°
,确保圆角在切削时有足够的强度;端齿向心角1-11为2
°
~3
°
、端齿齿槽角1-12 为30
°
、端齿第一后角1-13为10
°±1°
、端齿第二后角1-14为18
°
、端齿前角1-15 为4
°±1°
、端齿齿背宽度1-16为1mm,可以使端齿的齿形锋利且坚固,适合切削难加工材料。
23.所述的合金工具钢刀柄2包含焊接孔2-1、销孔2-2和排气孔2-3三个重要几何结构。
24.合金工具钢刀柄2选取焊接孔2-1直径为10.2mm,公差控制在+0.02mm以内,可以使
其在与刀头配合焊接时得到良好的焊接间隙,提高焊料的流动性,使焊接充分,保证焊接质量;销孔2-2直径为4mm,公差h7级,以便与强化销 3相配合;排气孔2-3直径为2mm,使焊接时焊接孔内的空气可以有效排出,提高焊接质量。
25.所述的强化销3根据刀头与刀柄的直径选择。
26.强化销3直径为4mm,公差选取n6级,以便于销槽1-2和销孔2-2相配合,能够大幅提升焊接刀具的抗扭性能。
27.以上所述实施例仅表达本实用新型的实施方式,但并不能因此而理解为对本实用新型专利的范围的限制,应当指出,对于本领域的技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些均属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1