油箱焊接生产线的制作方法
1.本实用新型涉及油箱焊接的技术领域,特别涉及油箱焊接生产线。
背景技术:
2.工程机械油箱通常是由若干板件焊接而成,传统的油箱都是采用人工进行焊接,焊接时间长,产品一致性差,而且劳动强度大。随着科技的进步,油箱自动化焊接生产线已经逐渐取代了传统的人工焊接,虽然在油箱自动化焊接生产线中引用了机械手来代替人工,但是现有的油箱自动化焊接生产线一次只能对焊接一件油箱,由于机械手的手臂长度有限,尤其是上料机械手,不能给多个焊接工作站上料,导致上料机械手利用率低,现有的油箱自动化焊接生产线资源利用率低。
技术实现要素:
3.为了克服上述背景技术中的不足,本实用新型提供了油箱焊接生产线。
4.本实用新型解决其技术问题所采用的技术方案是:油箱焊接生产线,包括工站一、工站二、工站三、工站四、第一输送机、搬运机械手、第二输送机、地轨,所述工站一、工站二、工站三、工站四分别对称分布地轨的两侧,所述搬运机械手设置在地轨上;所述工站一、工站二、工站三、工站四内设有电缆桥架;所述第一输送机、第二输送机分别设置在地轨的两端。
5.优选地,所述工站一、工站二、工站三、工站四的外侧均设有围栏,所述围栏还设置在工站一与工站二之间、工站三与工站四之间。
6.优选地,所述工站一包括电控柜、变位机、大油箱焊接平台、大油箱焊接机械手、焊机,所述电控柜设置在变位机的一侧,所述大油箱焊接平台与变位机连接,所述大油箱焊接机械手与焊机连接;所述变位机、大油箱焊接机械手、焊机与电缆桥架电连接。
7.优选地,所述工站三包括变位机、小油箱焊接平台、小油箱焊接机械手、焊机,所述小油箱焊接平台与变位机连接,所述小油箱焊接机械手与焊机连接。
8.优选地,所述地轨包括基座、导轨、移动板、动力装置,所述基座的两侧设有导轨,所述动力装置设置在移动板上,所述移动板设置在基座的导轨中。
9.优选地,用于焊接大油箱的所述工站一、工站二结构组成、工作原理完全相同;用于焊接小油箱的所述工站三、工站四结构组成、工作原理完全相同。
10.优选地,所述底座支架是框架结构,所述底座支架中设有与搬运机械手相关的电气设备。
11.本实用新型的有益效果是:本实用新型中一个搬运机械手负责多个工站的上料和取料,搬运机械手的利用率高;搬运机械手通过在地轨上的直线运动实现对多个工站的上料和取料,避免了因机械臂长度有限而造成的缺陷,本实用新型通过焊接机械手进行焊接,能够同时焊接两种不同规格的油箱,焊接效率高,适用范围广。同时本实用新型结构紧凑,占地面积小,焊接的产品一致性好。
附图说明
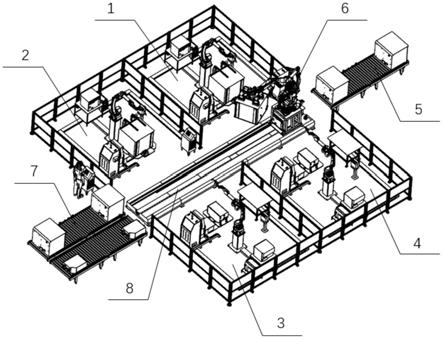
12.图1是本实用新型的结构示意图。
13.图2是本实用新型工站一的结构示意图。
14.图3是本实用新型工站三的结构示意图。
15.图4是本实用新型搬运机械手的结构示意图。
16.图5是本实用新型地轨与搬运机械手的结构示意图
17.图中,1.工站一,2.工站二,3.工站三,4.工站四,5.第一输送机,6.搬运机械手,7. 第二输送机,8.地轨,11.电控柜,12.变位机,13.大油箱焊接平台,14.大油箱焊接机械手, 15.焊机,16.围栏,17.电缆桥架,31.小油箱焊接平台,32.小油箱焊接机械手,61.底座支架,62.抓手,81.基座,82.导轨,83.移动板,84.动力装置,85.电气设备。
具体实施方式
18.下面结合附图及实施例描述本实用新型具体实施方式,本实用新型中未述及的部分采用或借鉴已有技术即可实现。
19.需要说明的是,本说明书所附图中示意的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型可实施的限定条件,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容得能涵盖的范围内。
20.同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴。
21.如图1-图5所示,油箱焊接生产线,包括工站一1、工站二2、工站三3、工站四4、第一输送机5、搬运机械手6、第二输送机7、地轨8,工站一1、工站二2、工站三3、工站四 4分别对称分布地轨8的两侧,搬运机械手6设置在地轨8上;工站一1、工站二2、工站三 3、工站四4内设有电缆桥架17;第一输送机5、第二输送机7分别设置在地轨8的两端。用于焊接大油箱的工站一1、工站二2结构组成、工作原理完全相同;用于焊接小油箱的工站三3、工站四结构组成、工作原理完全相同。第一输送机5用于输送大油箱和小油箱焊接所需的板件等半成品,第二输送机7用于输送焊接好的大油箱和小油箱。
22.工站一1、工站二2、工站三3、工站四4的外侧均设有围栏16,围栏16还设置在工站一1与工站二2之间、工站三3与工站四4之间。设置在工站一1、工站二2、工站三3、工站四4外侧的围栏16起防护作用,设置在工站一1与工站二2之间、工站三3与工站四4之间的围栏16起防护和隔断作用。
23.工站一1包括电控柜11、变位机12、大油箱焊接平台13、大油箱焊接机械手14、焊机 15,电控柜11设置在变位机12的一侧,大油箱焊接平台13与变位机12连接,大油箱焊接机械手14与焊机15连接;变位机12、大油箱焊接机械手14、焊机15与电缆桥架17电连接。电控柜11用于控制工站一1中相关电器设备,变位机12带着大油箱焊接平台13翻转,满足大油箱焊接机械手14焊接要求。
24.工站三3包括变位机12、小油箱焊接平台31、小油箱焊接机械手32、焊机15,小油箱
焊接平台31与变位机12连接,小油箱焊接机械手32与焊机15连接。
25.搬运机械手6上设有抓手62,抓手62用于运输大油箱、小油箱及大油箱、小油箱焊接所需的板件等半成品。
26.地轨8包括基座81、导轨82、移动板83、动力装置84,基座81的两侧设有导轨82,动力装置84设置在移动板83上,移动板83设置在基座81的导轨82中。移动板83带着搬运机械手6沿着导轨82滑动,动力装置84是驱动移动板83滑动的电机、气缸、液压缸等。底座支架61是框架结构,底座支架61中设有与搬运机械手6相关的电气设备85。
27.本实用新型在工作时,搬运机械手6将第一输送机5上大油箱有关的焊接所需的板件等半成品抓取并放置到工站一1、工站二2上,将第一输送机5上小油箱有关的焊接所需的板件等半成品抓取并放置到工站三3、工站四4上,工站一1、工站二2分别各自焊接大油箱,工同站三3、工站四4分别各自焊接小油箱,搬运机械手6在对大小油箱有关的焊接所需的板件上料时,当搬运机械手6的手臂长度不够时,移动板83带着搬运机械手6沿导轨82在地轨8上运动,从而实现大小油箱有关的焊接所需的板件的上料。搬运机械手6将工站一1、工站二2上焊接好的大油箱,工站三3、工站四4上焊接好的小油箱抓取并放置到第二输送机7上,同理,当搬运机械手6的手臂长度不够时,移动板83带着搬运机械手6沿导轨82 在地轨8上运动,从而实现大小油箱的取件。
28.工站一1中大油箱焊接时,大油箱相关焊接件被搬运机械手6放置到大油箱焊接平台13 上,大油箱焊接平台13起定位、夹紧、支撑等作用,工人通过电控柜11控制工站一1中有关机器设备的工作,设备运转所需的电通过电缆桥架17输送到各个用电设备。大油箱焊接机械手14对大油箱进行焊接。工站二2的工作原理与工站一1相同。
29.工站三3中小油箱焊接时,小油箱相关焊接件搬运机械手6放置到小油箱焊接平台31,小油箱焊接机械手32对小油箱进行焊接,工站四4与工站三3工作原理相同。
30.一个搬运机械手6负责多个工站的上料和取料,搬运机械手6的利用率高;搬运机械手 6通过在地轨8上的直线运动实现对多个工站的上料和取料,避免了因机械臂长度有限而造成的缺陷,本实用新型结构紧凑,占地面积小,焊接效率高,通过焊接机械手进行焊接,焊接的产品一致性好。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1