轨道客车轴箱工装夹具的制作方法
1.本实用新型涉及轨道客车部件加工领域,尤其涉及一种轨道客车轴箱工装夹具。
背景技术:
2.轴箱是轨道客车中最重要的组成部分,其是保证轨道客车高效稳定运行的关键。作为固定轨道客车传动轴承的重要组件,在轨道列车的实际运行中,轴箱起到固定轨道客车传动轴承组件的作用,进而保证轨道客车的减震和平稳运行。传统的轴箱固定加工方法通常需要经过划线粗加工、定加工基准等工序,过程复杂且繁琐。由于操作复杂,对工人的操作水平也有较高的要求。另外目前常用的加工方式由于加工工序较多,需要进行多次的夹装,大大增加了加工成本。同时普通的夹装方式会造成加工质量较差、尺寸规格不统一,加工精度低、效率低、辅助时间长和操作繁琐复杂等问题,严重影响产品使用性能及安全性。因此传统的装夹方式已不能满足轴箱的加工质量要求。
技术实现要素:
3.为了解决上述技术问题,本实用新型提供了一种轨道客车轴箱工装夹具,包括底板和加工部,其特殊之处在于,所述加工部包括底座、第一水平支撑、第二水平支撑、第三水平支撑、第一锁紧装置、第二锁紧装置、第一辅助支撑、第二辅助支撑、圆盘锁紧装置、第一定向柱、第二定向柱和对心夹钳,所述底座与底板之间通过螺栓连接,所述第一水平支撑包括第一水平支撑垫块和第一水平支撑垫块上的第一水平支撑定位点,所述第一水平支撑垫块与底座之间通过螺栓连接,所述第一水平支撑定位点与第一水平支撑垫块之间通过螺栓连接,所述第二水平支撑和第三水平支撑与第一水平支撑的结构相同,所述第一锁紧装置包括第一锁紧夹板,所述第一锁紧夹板与底座之间通过第一锁紧连接柱相连,所述第一锁紧夹板的下表面设有第一锁紧定位点,所述第一锁紧定位点与第一锁紧夹板通过螺栓连接,所述第一锁紧装置还包括第一锁紧支撑柱,所述第一锁紧支撑柱与底座之间通过螺栓连接,所述第一锁紧支撑柱的上表面与第一锁紧夹板的下表面接触,所述第二锁紧装置的结构与第一锁紧装置相同,所述第一辅助支撑位于第一锁紧装置的下方,第一辅助支撑包括第一辅助支撑垫块和第一辅助支撑垫块上的第一辅助支撑定位点,所述第一辅助支撑垫块与底座之间通过螺栓连接,所述第一辅助支撑定位点与第一辅助支撑垫块通过螺栓连接,所述第二辅助支撑位于第二锁紧装置的下方,第二辅助支撑的结构与第一辅助支撑相同,所述圆盘锁紧装置包括圆盘锁紧垫块,所述圆盘锁紧垫块与底座之间通过螺栓连接,所述圆盘锁紧垫块上方设有圆盘,所述圆盘与圆盘锁紧垫块通过圆盘连接柱连接,所述圆盘下表面设有圆盘定位点,所述圆盘定位点与圆盘通过螺栓连接,所述第一定向柱包括第一定向垫块,所述第一定向垫块与底座之间通过螺栓连接,所述第一定向垫块的侧面设有第一定向定位点,所述第一定向定位点与第一定向垫块通过螺栓连接,所述对心夹钳包括夹钳滑轨,所述夹钳滑轨通过第一滑轨连接块和第二滑轨连接块与底座相连,所述第一滑轨连接块和第二滑轨连接块与底座之间通过螺栓连接,所述夹钳滑轨上设有第一滑块和第二
滑块,所述第一滑块和第二滑块与夹钳滑轨之间滑动连接,所述第一滑块上设有第一夹板,所述第一夹板与第一滑块通过螺栓连接,所述第一夹板上设有第一夹板定位点,所述第一夹板定位点与第一夹板通过螺栓连接,所述第二滑块上设有第二夹板,所述第二夹板与第二滑块通过螺栓连接,所述第二夹板上设有第二夹板定位点,所述第二夹板定位点与第二夹板通过螺栓连接。
4.进一步地,所述圆盘定位点的数量为三个,三个圆盘定位点呈圆形平均分布在圆盘的下表面。圆盘上设置三个定位点,可以更好的对工件进行锁紧,确保工件夹装的稳定性。
5.进一步地,所述加工部还包括第一检查块和第二检查块,所述第一检查块和第二检查块与底座之间通过螺栓连接。设置检查块可以快速的检查工件是否完成固定,提高工件加工的效率。同时避免因为工件固定位置的错误而导致的加工偏差。
6.进一步地,所述第一水平支撑定位点、第一锁紧定位点、第一辅助支撑定位点、圆盘定位点、第一定向定位点、第一夹板定位点和第二夹板定位点的材质为40cr钢。
7.本实用新型提供的轨道客车轴箱工装夹具,在进行第工件固定时,第一定向柱和第二定向柱的定位点限制住了轴箱在z轴方向的自由度。对心夹钳对工件进行夹紧,限制住了轴箱在x轴方向的自由度。第一水平支撑、第二水平支撑和第三水平支撑上的定位点限制了轴箱y轴方向的自由度。第一锁紧装置和第二锁紧装置配合圆盘锁紧装置锁紧轴箱,限制其旋转方向的自由度,从而完成轴箱的夹装与固定。应用本实用新型对轴箱进行固定的操作简单,在节省了大量人力的同时,减少了加工工序,提高了加工效率,降低了工件的加工时间。同时定位精准,提高了产品加工精度,保证了所加工产品的使用性能和安全性。
附图说明
8.构成本技术的一部分的说明书附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
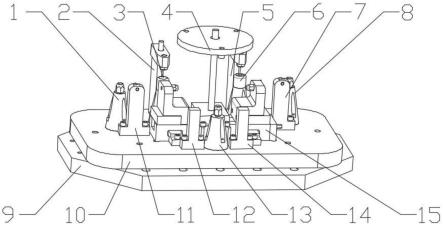
9.图1为轨道客车轴箱工装夹具的结构示意图;
10.图2为底板的结构示意图;
11.图3为底座的结构示意图;
12.图4为第一水平支撑的结构示意图;
13.图5为第一定向柱的结构示意图;
14.图6为第一辅助支撑的结构示意图;
15.图7为第一锁紧装置的结构示意图;
16.图8为圆盘锁紧装置的结构示意图;
17.图9为对心夹钳的结构示意图;
18.图10为第一检查块和第二检查块的结构示意图;
19.图11为待加工轨道客车轴箱的结构示意图;
20.图12为本实用新型的装配示意图。
21.图中:1、第一水平支撑,101、第一水平支撑垫块,102、第一水平支撑定位点,2、第一锁紧装置,201、第一锁紧夹板,202、第一锁紧定位点,203、第一锁紧连接柱,204、第一锁紧支撑柱,3、第一辅助支撑,301、第一辅助支撑垫块,302、第一辅助支撑定位点,4、圆盘锁
紧装置,401、圆盘,402、圆盘定位点,403、圆盘连接柱,404、圆盘锁紧垫块,5、第二锁紧装置,6、第二辅助支撑,7、第二定向柱,8、第二水平支撑,9、底板,10、底座,11、第一定向柱,1101、第一定向垫块,1102、第一定向定位点,12、第一检查块,13、第三水平支撑,14、第二检查块,15、对心夹钳,1501、夹钳滑轨,1502、第一滑轨连接块,1503、第二滑轨连接块,1504、第一滑块,1505、第二滑块,1506、第一夹板,1507、第二夹板,1508、第一夹板定位点,1509、第二夹板定位点。
具体实施方式
22.为了加深对本实用新型的理解,下面将结合实施例和附图对本实用新型作进一步详述。
23.如图1~图12所示,本实施例中轨道客车轴箱工装夹具,包括底板9和加工部,所述加工部包括底座10、第一水平支撑1、第二水平支撑8、第三水平支撑13、第一锁紧装置2、第二锁紧装置5、第一辅助支撑3、第二辅助支撑6、圆盘锁紧装置4、第一定向柱11、第二定向柱7和对心夹钳15,所述底座10与底板9之间通过螺栓连接,所述第一水平支撑1包括第一水平支撑垫块101和第一水平支撑垫块101上的第一水平支撑定位点102,所述第一水平支撑垫块101与底座10之间通过螺栓连接,所述第一水平支撑定位点102与第一水平支撑垫块101之间通过螺栓连接,所述第二水平支撑8和第三水平支撑13与第一水平支撑1的结构相同,所述第一锁紧装置2包括第一锁紧夹板201,所述第一锁紧夹板201与底座10之间通过第一锁紧连接柱203相连,所述第一锁紧夹板201的下表面设有第一锁紧定位点202,所述第一锁紧定位点202与第一锁紧夹板201通过螺栓连接,所述第一锁紧装置2还包括第一锁紧支撑柱204,所述第一锁紧支撑柱204与底座10之间通过螺栓连接,所述第一锁紧支撑柱204的上表面与第一锁紧夹板201的下表面接触,所述第二锁紧装置5的结构与第一锁紧装置2相同,所述第一辅助支撑3位于第一锁紧装置2的下方,第一辅助支撑3包括第一辅助支撑垫块301和第一辅助支撑垫块301上的第一辅助支撑定位点302,所述第一辅助支撑垫块301与底座10之间通过螺栓连接,所述第一辅助支撑定位点302与第一辅助支撑垫块301通过螺栓连接,所述第二辅助支撑6位于第二锁紧装置5的下方,第二辅助支撑6的结构与第一辅助支撑3相同,所述圆盘锁紧装置4包括圆盘锁紧垫块404,所述圆盘锁紧垫块404与底座10之间通过螺栓连接,所述圆盘锁紧垫块404上方设有圆盘401,所述圆盘401与圆盘锁紧垫块404通过圆盘连接柱403连接,所述圆盘401下表面设有圆盘定位点402,所述圆盘定位点402与圆盘401通过螺栓连接,所述第一定向柱11包括第一定向垫块1101,所述第一定向垫块1101与底座10之间通过螺栓连接,所述第一定向垫块1101的侧面设有第一定向定位点1102,所述第一定向定位点1102与第一定向垫块1101通过螺栓连接,所述对心夹钳15包括夹钳滑轨1501,所述夹钳滑轨1501通过第一滑轨连接块1502和第二滑轨连接块1503与底座10相连,所述第一滑轨连接块1502和第二滑轨连接块1503与底座10之间通过螺栓连接,所述夹钳滑轨1501上设有第一滑块1504和第二滑块1505,所述第一滑块1504和第二滑块1505与夹钳滑轨1501之间滑动连接,所述第一滑块1504上设有第一夹板1506,所述第一夹板1506与第一滑块1504通过螺栓连接,所述第一夹板1506上设有第一夹板定位点1508,所述第一夹板定位点1508与第一夹板1506通过螺栓连接,所述第二滑块1505上设有第二夹板1507,所述第二夹板与1507第二滑块1505通过螺栓连接,所述第二夹板1507上设有第二夹板定位点
1509,所述第二夹板定位点1509与第二夹板1507通过螺栓连接。
24.所述圆盘定位点402的数量为三个,三个圆盘定位点402呈圆形平均分布在圆盘401的下表面。
25.所述加工部还包括第一检查块12和第二检查块13,所述第一检查块12和第二检查块13与底座10之间通过螺栓连接。
26.所述第一水平支撑定位点102、第一锁紧定位点202、第一辅助支撑定位点302、圆盘定位点402、第一定向定位点1102、第一夹板定位点1508和第二夹板定位点1509的材质为40cr钢。
27.应用本实施例进行轨道客车轴箱固定的方法如下:
28.首先将轴箱置于第一水平支撑1、第二水平支撑8和第三水平支撑13上,此时第一水平支撑1、第二水平支撑8和第三水平支撑13上的定位点限制了轴箱y轴方向的自由度。手动推动轴箱,使其与第一定向柱11和第二定向柱7上的定位点相接触,此时第一定向柱11和第二定向柱7上的定位点限制住了轴箱z轴方向的自由度。手动调整对心夹钳15,使其夹紧轴箱,此时第一夹板定位点和第二夹板定位点限制住了轴箱x轴方向的自由度。调整第一锁紧装置2、第二锁紧装置5和圆盘锁紧装置4,使其夹紧轴箱,限制其旋转方向的自由度,从而完成轴箱的夹装与固定。
29.以上仅为本实用新型的具体实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1