一种用于试制汽车冲压模具的通用模座的制作方法
1.本实用新型涉及一种模座,尤其涉及一种用于试制汽车冲压模具的通用模座。
背景技术:
2.随着时代发展,各整车厂新车型上市周期越来越短。同理,样车试制的开发周期也被一次一次的压缩。整车开发由两年前的一个季度缩短至现在的两个月,冲压件开发也由两年前的两个月缩短至现在的40天甚至不到40天。因此样车试制开发过程中,各个环节的开发周期的缩短都有着至关重要的意义。因此,样车试制行业优先考虑的是开发周期,以及开发成本。
3.试制汽车冲压模具与量产冲压模具相比模具结构简化,以达到控制模具成本的目的。因此,试制汽车冲压模具在工艺制定、冲压工艺设计和模具制造上尽可能的减少模具成本。试制汽车冲压模具,由于产量低,为了控制模具重量,模具高度越低越好,同时模具尺寸尽量越小越好。而冲压过程通常在压机上完成,最常用的压机800吨-2400吨之间,且压机的冲床的行程都是由曲轴顶死的,一般行程在300mm-500mm之间;由于模具尺寸小及高度低,而压板高度是固定的,压板与工作台之间的距离较大,冲压行程不能满足模具冲压的安装需求。因此,有必要设计一种冲压模具通用垫板增加冲压模具的高度,满足模具在压机上的冲压安装需求。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种用于试制汽车冲压模具的通用模座,配合冲压模具增加模具高度满足冲压模具在压机中安装高度需求,可多组模具共同使用,降低制造成本缩减生产周期。
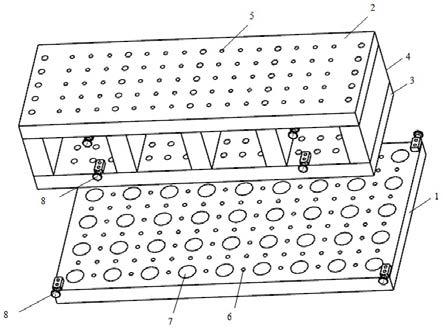
5.本实用新型为解决上述技术问题而采用的技术方案是提供一种用于试制汽车冲压模具的通用模座,包括上模模座和下模垫板,所述上模模座和下模垫板均呈矩形,所述上模模座包括上板和下板,所述上板与下板之间通过固定块连接,所述上板与下板上均设置有上模具安装孔;所述下模垫板上设置有下模具安装孔和模具冲压顶杆避让孔。
6.进一步地,所述上板与下板尺寸相同且对齐设置,所述上模具安装孔为多个,多个所述上模具安装孔在上板或下板上呈阵列设置。
7.进一步地,所述上模具安装孔为台阶孔,所述上模具安装孔外侧直径小于内侧直径,所述上板的上模具安装孔与下板的上模具安装孔对称设置。
8.进一步地,所述模具冲压顶杆避让孔为多个,多个所述模具冲压顶杆避让孔在下模垫板上呈阵列设置,所述模具冲压顶杆避让孔为通孔。
9.进一步地,所述下模具安装孔为多个,多个所述下模具安装孔在下模垫板上呈阵列设置,所述下模具安装孔与模具冲压顶杆避让孔错开设置;所述下模具安装孔为台阶孔,所述下模具安装孔下侧直径小于上侧直径。
10.进一步地,所述固定块为多个,所述固定块的长度与上板的宽度一致,多个所述固
定块沿上板的长度方向等间距设置。
11.进一步地,所述上模模座和下模垫板的长度一致,所述上模模座的宽度小于下模垫板的宽度,所述上模模座设置在下模垫板上方的中心。
12.进一步地,所述下模垫板的四个角的上方设置有吊棒;所述上板和下板相互靠近的一面的两侧均设置有吊棒。
13.本实用新型对比现有技术有如下的有益效果:本实用新型提供的用于试制汽车冲压模具的通用模座,上模模座连接上模,下模垫板固定上模增加上模以及下模的高度,使得模具满足压机的安装需求;上模模座上阵列式设置有上模具安装孔,下模垫板上阵列式设置有下模具安装孔以及模具冲压顶杆避让孔,满足多种模具的安装使用需求,降低模具的生产成本,缩短生产时间和装配调试时间,提高生产效率。
附图说明
14.图1为本实用新型实施例的用于试制汽车冲压模具的通用模座结构示意图;
15.图2为本实用新型实施例的上模模座俯视图;
16.图3为本实用新型实施例的上模模座截面图;
17.图4为本实用新型实施例的下模垫板俯视图。
18.图中:
19.1、下模垫板;2、上板;3、下板;4、固定块;5、上模具安装孔;6、下模具安装孔;7、模具冲压顶杆避让孔;8、吊棒。
具体实施方式
20.下面结合附图和实施例对本实用新型作进一步的描述。
21.图1为本实用新型实施例的用于试制汽车冲压模具的通用模座结构示意图;图2为本实用新型实施例的用于试制汽车冲压模具的通用模座爆炸图。
22.请参见图1和图2,本实用新型实施例的用于试制汽车冲压模具的通用模座,包括上模模座和下模垫板1,上模模座和下模垫板1均呈矩形,上模模座包括上板2和下板3,上板2与下板3之间通过固定块4连接,上板2与下板3上均设置有上模具安装孔5;下模垫板1上设置有下模具安装孔6和模具冲压顶杆避让孔7。
23.具体地,上模模座和下模垫板1的长度一致,上模模座的宽度小于下模垫板1的宽度,上模模座设置在下模垫板1上方的中心。
24.请同时参见图2,本实用新型实施例的用于试制汽车冲压模具的通用模座,上板2与下板3尺寸相同且对齐设置,上模具安装孔5为多个,多个上模具安装孔5在上板2或下板3上呈阵列设置。保证上模具安装孔5的数量充足且均匀分布,便于与多种模具的配合安装。
25.请同时参见图3,本实用新型实施例的用于试制汽车冲压模具的通用模座,上模具安装孔5为台阶孔,上模具安装孔5外侧直径小于内侧直径,便于通过螺栓连接上模具;上板2的上模具安装孔5与下板3的上模具安装孔5对称设置;使得上板2与下板3可以通用互换,使用时,上模模座在安装时不需要确认上板2与下板3的方位,使用更方便。
26.具体地,固定块4为多个,固定块4的长度与上板2的宽度一致,多个固定块4沿上板2的长度方向等间距设置。
27.请同时参见图4,本实用新型实施例的用于试制汽车冲压模具的通用模座,模具冲压顶杆避让孔7为多个,多个模具冲压顶杆避让孔7在下模垫板1上呈阵列设置,模具冲压顶杆避让孔7为通孔;下模具安装孔6为多个,多个下模具安装孔6在下模垫板1上呈阵列设置,下模具安装孔6与模具冲压顶杆避让孔7错开设置;保证下模具安装孔6和模具冲压顶杆避让孔7的数量充足且均匀分布,便于与多种模具的配合安装。下模具安装孔6为台阶孔,下模具安装孔6下侧直径小于上侧直径,便于通过螺栓固定下模具。
28.优选地,下模垫板1的四个角的上方设置有吊棒8;上板2和下板3相互靠近的一面的两侧均设置有吊棒8,便于安装好模具后进行吊装。
29.本实用新型提供的用于试制汽车冲压模具的通用模座,在实际使用时,将下模具通过螺栓固定在下模垫板1上方;将装好下模具的下模垫板1安装到压机的工作台上;将上模具通过螺栓固定到上模模座的下板3上,将装好上模具的上模模座安装到压机的压板上,并与下模垫板1对应设置,即安装完成。
30.在一具体实施例中上模模座高度为340mm,使上模具高度增加340mm;下模垫板1高度为70mm,使下模具高度增加70mm。解决了模具高度不够,冲压行程不能满足模具冲压的安装需求的问题。
31.综上所述,本实用新型实施例的用于试制汽车冲压模具的通用模座,上模模座连接上模具,下模垫板1固定上模具增加上模具以及下模具的高度,使得模具满足压机的安装需求;上模模座上阵列式设置有上模具安装孔5,下模垫板1上阵列式设置有下模具安装孔6以及模具冲压顶杆避让孔7,满足多种模具的安装使用需求,降低模具的生产成本,缩短生产时间和装配调试时间,提高生产效率。
32.虽然本实用新型已以较佳实施例揭示如上,然其并非用以限定本实用新型,任何本领域技术人员,在不脱离本实用新型的精神和范围内,当可作些许的修改和完善,因此本实用新型的保护范围当以权利要求书所界定的为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1