多边形铸造钢锭切边机的制作方法
1.本实用新型涉及一种用于对铸造钢锭的表面进行切边,清理夹渣的专用机器。
背景技术:
2.对于特殊要求的锻造零件,需要先铸造钢锭,然后再经过精密锻造才能达到零件设计要求。而锻造质量的高低又由铸造钢锭纯原材料含量高低所决定的;为此,需要把铸造件的飞边或含渣量较高的表层去除,才能得到高质量的铸造钢锭。
3.现有的铸造钢锭表面处理方法是人工打磨加氧气切割,如此处理方式带来了环境方面的问题,如粉尘多、噪音大、效率低,且对工人的身心健康也造成了不可忽视的损害。最多也就采用喷砂机、抛丸机,进行表面氧化皮的去除,但去除的并不彻底,特别是夹砂层并不能有效去除。
4.为提高去除缺陷效果,如中国专利公开号为cn105081517a的一种大型铸钢件材质疏松类缺陷的挖除方法,能够获得较好质量的铸造钢锭,但工艺复杂,去除成本高,无法满足大规模批量化的铸造钢锭生产。
5.为满足大规模批量化的铸造钢锭生产,有必要设计一款专用的设备,实现高效、安全的钢锭表面切除。
技术实现要素:
6.本实用新型的目的在于提供一种多边形铸造钢锭切边机,以期有效的对多边形铸造钢锭表面进行去除,提高铸造钢锭纯原材料的含量。
7.为达到上述实用新型目的,提供了多边形铸造钢锭切边机,其特征在于,包括输送通道,及切削装置;
8.所述输送通道为对待处理的多边形铸造钢锭工件进行直线输送的输送装置;
9.在所述输送通道上设有工作台,在所述工作台上设有所述切削装置;
10.所述切削装置包括横向移动装置、及竖直切削装置;所述横向移动装置带动所述竖直切削装置沿所述工作台横向运动;
11.所述竖直切削装置包括竖直切削驱动元件、及切削刀头;
12.所述竖直切削驱动元件的输出部件底部安装有所述切削刀头。
13.作为本实用新型的进一步改进,所述输送通道由若干输送辊所组成。
14.进一步的,在所述输送通道上设有推料装置,所述推料装置包括若干推料板,所述推料板间隔跨设在所述输送通道上方。
15.作为本实用新型的进一步改进,所述工作台包括工件托台;所述工件托台位于上部所述推料板与所述输送通道之间。
16.进一步的,所述工作台包括工件夹紧装置;
17.所述工件夹紧装置包括左夹紧装置,及右夹紧装置;
18.所述左夹紧装置,及所述右夹紧装置由水平设置的直线驱动元件进行驱动,左右
夹紧装置向内对夹。
19.再进一步的,在所述工作台下方设有工件翻转装置;
20.在所述左夹紧装置,或所述右夹紧装置的夹紧头上部设有辅助翻转斜面;
21.所述工件翻转装置设有翻转托板,所述翻转托板在翻转驱动装置的驱动下,从所述工作台的下方向上、向所述辅助翻转斜面方向翻转。
22.再进一步的,所述工件翻转装置的翻转驱动装置包括翻转驱动元件、驱动元件转座、翻转驱动铰接轴、翻转臂、翻转轴;
23.所述翻转驱动元件为直线驱动元件,所述翻转驱动元件的一端通过驱动元件转座安装在设备机架上;所述翻转驱动元件可绕所述驱动元件转座的转轴进行摆动;
24.所述翻转驱动元件的输出杆端部通过翻转驱动铰接轴与翻转臂进行铰接;
25.所述翻转臂与所述翻转托板转动安装在所述翻转轴上,所述翻转轴固定在设备机架上,所述翻转臂在所述翻转驱动元件的驱动下摆动,同步带动所述翻转托板进行翻转摆动。
26.再进一步的,所述翻转托板为分体式叉齿结构(未放入权项内)。
27.作为本实用新型的进一步改进,所述切削装置包括由立柱及横梁构成的龙门架,所述龙门架跨设在所述工作台的上方;
28.在所述横梁上设有横向移动装置;所述横向移动装置内安装有丝杠拖板;所述丝杠拖板上安装有所述竖直切削装置。
29.作为本实用新型的进一步改进,所述切削刀头为切刀、拉刀、或旋转铣刀装置。
30.作为本实用新型的进一步改进,所述切削刀头与所述竖直切削驱动元件之间设有切削刀头旋转驱动装置;
31.所述切削刀头旋转驱动装置通过切削刀旋转驱动元件带动所述切削刀头进行旋转,改变所述切削刀头相对于所述工作台的角度。
32.本实用新型多边形铸造钢锭切边机,采用生产线的方式,工件切边作业过程中,可以同步开展备料、卸料,提高生产效率,还有效的降低了能耗。
33.本实用新型的多边形铸造钢锭切边机,切边作业采用液压剪切进行,相比打磨机作业模式,噪音、粉尘大大降低,符合环保要求。
附图说明
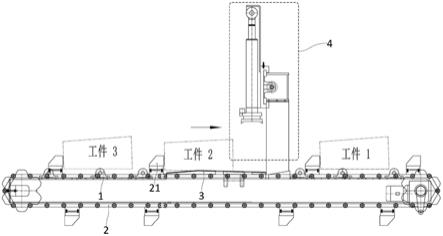
34.图1为本实用新型多边形铸造钢锭切边机的整体结构示意图;
35.图2为本实用新型多边形铸造钢锭切边机的俯视图;
36.图3为本实用新型多边形铸造钢锭切边机的侧视图;
37.图4为本实用新型工作台的局部结构示意图;
38.图5为本实用新型工件翻转装置的缩回状态示意图;
39.图6为本实用新型工件翻转装置的工作状态示意图;
40.图7为本实用新型工件翻转装置的俯视图;
41.图8为本实用新型切削装置的局部侧视图;
42.附图标记:输送辊1、推料装置2、工作台3、切削装置4;
43.推料板21;工件托台31、右夹紧装置32、左夹紧装置33、工件翻转装置34;
44.辅助翻转斜面331;翻转驱动元件341、驱动元件转座342、翻转驱动铰接轴343、翻转臂344、翻转轴345、翻转托板346;
45.立柱41、横梁42;丝杠43、丝杠旋转驱动元件44、丝杠拖板45;
46.竖直切削驱动元件46,切削刀头47;切削刀旋转驱动元件48。
具体实施方式
47.以下结合附图对本实用新型的具体实施方式作进一步详细说明。
48.本实用新型多边形铸造钢锭切边机的目的在于对多边形的铸造钢锭进行定量切边,去除铸造缺陷、夹砂、夹杂等,从而获得更纯的原材料毛坯,提高后续的产品锻造质量。
49.如图1、图2所示,多边形铸造钢锭切边机采用输送线对待处理的铸造钢锭工件进行输送,在输送线上设有工作台3,在工作台3的上方架设有切削装置4。
50.所述输送线主要由输送辊1组成输送通道,工件在输送辊1组成的输送通道内进行位置移动。所述输送辊1由驱动马达等进行驱动旋转,带动工件移动。
51.进一步的,在输送辊1组成的输送通道内还设有推料装置2;所述推料装置2包括沿输送通道设置的链条驱动系统,在链条驱动系统上间隔设置有推料板21,所述推料板21跨设在所述输送通道上方;相邻推料板21之间用于储纳工件,所述推料板21之间的间距可根据工件的尺寸进行灵活调整;当工件到达切边工位后,由所述推料装置2带动工件,在切边过程中进行细微的位置调整。
52.所述输送辊1与所述推料装置2,一个带动工件快速运动,一个带动工件细微运动,相互搭配,实现不同的输送目的。
53.如图3所示,所述工作台3包括工件托台31、工件夹紧装置;工件在所述输送线带动下,移动到所述工件托台31上,由所述工件夹紧装置对工件进行夹紧,进行切边作业。
54.所述切削装置4采用由立柱41及横梁42构成的龙门架,跨设在所述工件托台31上;在所述横梁42上设有由丝杠43、丝杠旋转驱动元件44、丝杠拖板45构成的横向移动装置,所述丝杠拖板45上安装有竖直切削驱动元件46,所述竖直切削驱动元件46的输出头向下设置,在输出头的底端设有切削刀头47,所述切削刀头47如图所示,可以为切刀;所述丝杠旋转驱动元件44启动,驱动丝杠43旋转,带动所述丝杠拖板45沿所述横梁42左右平移,进而带动竖直切削驱动元件46及切削刀头47相对待切边的工件进行相对位置移动,移动到待切边工件的指定位置后,所述竖直切削驱动元件46启动,驱动所述切削刀头47下降,抵在工件的边缘,进行切边;一处切边完成后,所述丝杠旋转驱动元件44启动,移动一定位置后,继续切边作业,直至完成。
55.所述切削刀头47还可以为拉刀,这样进行切边作业时,所述竖直切削驱动元件46的驱动方式需要进行适当改变,通过拉刀来去除多余的边皮。
56.进一步的,所述切削刀头47还可以为铣刀,当采用铣刀时,所述切削刀头47还需要设置有铣刀旋转驱动装置,铣刀宜采用立铣刀,增加一次侧面去除边皮的面积,提高去除效率。
57.如图3、图4所示,所述工件夹紧装置包括右夹紧装置32,左夹紧装置33;所述右夹紧装置32,及所述左夹紧装置33均由水平设置的直线驱动元件,如液压油缸进行驱动,左右夹紧装置向内对夹,可对工件的两侧进行夹紧固定。
58.进一步的,在所述工件夹紧装置下方还设有工件翻转装置34,所述工件翻转装置34位于工件托台31内部,并与所述右夹紧装置32,或所述左夹紧装置33相配合,实现对工件翻转,方便连续的切边作用;本实施例中,在所述左夹紧装置33的夹紧头的上部设有辅助翻转斜面331,所述工件翻转装置34带动工件旋转,且翻转到所述辅助翻转斜面331上,此时所述工件翻转装置34复位,工件在重力作用下,沿所述辅助翻转斜面331下滑,实现翻转。通过在所述工作台3上直接进行工件翻转,有效的节约了时间,实现了在线连续作业,从而获得完全完成切边作业的铸造钢锭毛坯工件。
59.进一步的,如图5-图7所示,所述工件翻转装置34具体包括,翻转驱动元件341、驱动元件转座342、翻转驱动铰接轴343、翻转臂344、翻转轴345、翻转托板346;所述翻转驱动元件341为直线驱动的液压油缸,底部通过驱动元件转座342安装在设备机架上,所述翻转驱动元件341可绕所述驱动元件转座342的转轴进行摆动;所述翻转驱动元件341的输出杆端部通过翻转驱动铰接轴343与翻转臂344进行铰接,所述翻转臂344与所述翻转托板346通过键销转动安装在所述翻转轴345上,所述翻转轴345固定在设备机架上,所述翻转臂344在所述翻转驱动元件341的驱动下摆动,带动所述翻转托板346进行摆动,实现对工件的翻转。所述翻转托板346采用分体式设计,设有多个托板,共同安装在所述翻转轴345上,多个托板可以空出所述工件托台31位置,还能对工件进行充分的翻转承托。
60.如图8所示,所述切削装置4的竖直切削驱动元件46的液压油缸采用倒装方式进行安装,即活塞杆端部固定在丝杠拖板45上,油缸底部平台相对较大,则向下安装有所述切削刀头47。
61.进一步的,所述切削刀头47采用切刀或拉刀时,切削刃一般为单侧扁平状,为方便沿工件的斜面进行去除边皮,所述切削刀头47与所述竖直切削驱动元件46之间设有切削刀头旋转驱动装置,所述切削刀头旋转驱动装置通过切削刀旋转驱动元件48带动所述切削刀头47旋转,从而改变所述切削刀头47的角度,使其能够根据工件的侧面斜度来调整切削刃的角度,提高切边效率和切边质量。
62.本实用新型多边形铸造钢锭切边机,采用生产线的方式,当1个工件(如工件2)在被切边作业过程中,可以备料(如工件3)、卸料(如工件1),提高生产效率,还有效的降低了能耗;切边作业采用液压剪切进行,相比打磨机作业模式,噪音、粉尘大大降低,符合环保要求。
63.以上已对本实用新型创造的较佳实施例进行了具体说明,但本实用新型创造并不仅限于所述的实施例,熟悉本领域的技术人员在不违背本实用新型创造精神的前提下还可以作出种种的等同的变型或替换,这些等同变型或替换均包含在本技术权利要求所限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1