一种螺栓自动拧紧及标记装置的制作方法
1.本实用新型涉及螺栓紧固领域,具体涉及一种螺栓自动拧紧及标记装置。
背景技术:
2.钢,是对含碳量质量百分比介于0.02%至2.11%之间的铁碳合金的统称。如今,钢以其低廉的价格、可靠的性能成为世界上使用最多的材料之一,是建筑业、制造业和人们日常生活中不可或缺的成分,可以说钢是现代社会的物质基础。
3.现有的钢材在应用于建筑等方面时,通常由若干个大小不一的钢件通过螺栓组装而成,而在组装过程中,有些位置不能将螺栓完全拧紧,只是进行一个预拧紧,而在整体框架搭建而成,再将螺栓完全拧紧。
4.以上操作存在以下不足:
5.1.完全通过工人手动拧紧,劳动量大,劳动强度较大,同时拧紧效率较低。
6.2.由于拧紧过程耗时较长,容易出现因工人遗忘而导致螺栓预拧紧不到位,或是预拧紧后忘记标记的问题,容易致使钢材连接出现安全隐患。
技术实现要素:
7.本实用新型的目的在于提供一种螺栓自动拧紧及标记装置。
8.为达此目的,本实用新型采用以下技术方案:
9.提供一种螺栓自动拧紧及标记装置,包括底座和支撑板,还包括控制器、弧形旋板、标记机构和拧紧机构,弧形旋板可转动的设置在底座的顶部,标记机构设在底座的顶部,标记机构包括画笔和滑动组件,滑动组件设在底座的顶部,画笔固定设在滑动组件上,拧紧机构设在底座的顶部,拧紧机构包括套筒、升降组件和测量组件,升降组件设在支撑板的顶部,套筒固定设在升降组件上,测量组件设在支撑板的外壁上,滑动组件、升降组件和测量组件与控制器均为电性连接。
10.优选的,升降组件包括第一电动推杆和第一电机,第一电动推杆呈竖直设在支撑板的外壁上,其输出端上固定设有安装板,第一电机呈竖直设在安装板的底部,套筒固定设在第一电机的输出端上,第一电动推杆和第一电机均与控制器电连接。
11.优选的,测量组件包括滑板、位移传感器和导轨,导轨固定设在支撑板的外壁上,滑板滑动设在导轨的外壁上,位移传感器固定设在滑板的外壁上,滑板与安装板固定连接,位移传感器与控制器电连接。
12.优选的,底座的顶部固定设有第二电机,弧形旋板与第二电机的输出端固定连接,底座的顶部呈竖直设有导杆,弧形旋板上设有避让槽,导杆与避让槽插接,弧形旋板靠近支撑板的一端铰接设有旋块,旋块的一端设有卡槽,套筒和卡槽的轴线方向一致,弧形旋板靠近旋块的顶部一端与旋块之间固定设有复位弹簧,第二电机与控制器电连接。
13.优选的,底座和弧形旋板靠近导杆的一端之间倾斜设置有送料滑道,送料滑道靠近弧形旋板的一端与弧形旋板的外壁贴合。
14.优选的,底座的顶部呈对称设置有两个限位块。
15.优选的,滑动组件包括伺服电机、圆盘和连杆,底座的顶部固定设有支撑框,支撑框的顶部滑动设有滑块,伺服电机固定设在底座的顶部,圆盘套设在伺服电机的输出端上,连杆铰接设置在滑块和圆盘之间,伺服电机与控制器电连接。
16.优选的,滑块的外壁上固定设有第二电动推杆,第二电动推杆的输出端上固定设有安装块,安装块的外壁上固定设有卡块,画笔插设在卡块上,第二电动推杆与控制器电连接。
17.本实用新型的有益效果:当进行螺栓的拧紧工作时,首先将钢材放到两个限位块之间,进行限位,防止其在拧螺丝时产生晃动,通过控制器启动第二电机,从而带动弧形旋板向靠近送料滑道的一端旋转,由于旋块与弧形旋板铰接,从而带动旋块向靠近送料滑道的一端旋转,直至铰接块上的卡槽与送料滑道正对时,弧形旋板外壁不予送料滑道贴合,进而使得送料滑道上的螺栓自动落入卡槽内,再通过控制器带动第二电机反转,使得旋块复位,进而使卡槽内的螺栓旋转至位于钢材表面的螺孔的正上方。
18.当卡槽内的螺栓旋转至位于钢材表面的螺孔的正上方后,通过控制器启动第一电动推杆和第一电机,由于其输出端与安装板固定连接,安装板与第一电机固定连接,又因为套筒与第一电机的输出端固定连接,进而带动套筒旋转与下降对卡槽内的螺栓进行拧紧,复位弹簧在每次螺栓拧紧时起到缓冲作用,一方面保证套筒下降时能对准螺栓,同时保证拧紧匀速进行,不会造成螺栓拧歪,提升拧紧效率,另一方面,在每次一个螺栓拧紧结束,自动带动铰接块复位,以方便下一次的拧紧工作的进行。
19.在拧紧过程中,滑板于导轨上下滑,由于位移传感器的输出端与滑板固定连接,从而使得滑板的下降距离可检测出来,又因为滑板、套筒、安装板和第一电机依次固定连接,进而使得套筒的下降距离可检测,进而精确控制螺栓的拧紧深度,防止工人遗忘而造成安装误差。
20.在每个螺栓拧紧结束,通过控制器启动第二电动推杆,由于其输出端通过安装块和卡块与画笔固定连接,从而带动画笔向靠近螺栓的一端伸出,直至与其贴合,再断电第二电动推杆。
21.当画笔与螺栓未旋入螺孔部分的最底部的外壁贴合时,通过控制器启动伺服电机,由于其输出端与圆盘套接,滑块与支撑框滑动连接,又因为滑块和圆盘分别与连杆的两端铰接,进而带动画笔水平滑动,对螺栓的外壁进行标记,已提醒工人该螺栓还需再次旋入一段距离,防止工人遗忘。
22.1.本实用新型通过设计控制器、弧形旋板、标记机构和拧紧机构,通过四者相互配合,只需将钢材放到两个限位块之间,即可实现自动拧紧,相较于现有技术,无需通过人工手动拧紧,降低了工人的劳动量和劳动强度,节约了人力,同时明显提升了螺栓拧紧的效率。
23.2.本实用新型通过设计套筒、升降组件和测量组件,在拧紧过程中,滑板于导轨上下滑,由于位移传感器的输出端与滑板固定连接,从而使得滑板的下降距离可检测出来,又因为滑板、套筒、安装板和第一电机依次固定连接,因而得套筒的下降距离可检测,进而精确控制螺栓的拧紧深度,防止工人遗忘而造成螺栓安装误差,进一步提升钢件的组装效率。
24.3.本实用新型通过设计画笔和滑动组件,在每次一个螺栓预拧紧结束,及时在其
余螺孔的交接位置快速划线,方便工人观察,及时获悉该螺栓的拧紧情况,确保其后续会被完全拧紧,进而保证钢件组装之后的强度,避免安全隐患。
25.4.本实用新型通过设计伺服电机、圆盘和连杆,在每次螺栓预拧紧时,通过连杆式的结构带动滑块上的画笔水平缓速滑动,从而保证螺栓外壁上的划线整齐,方便工人观察,有利于提升施工效率。
附图说明
26.为了更清楚地说明本发明实施例的技术方案,下面对本发明实施例中的附图作简单地介绍。
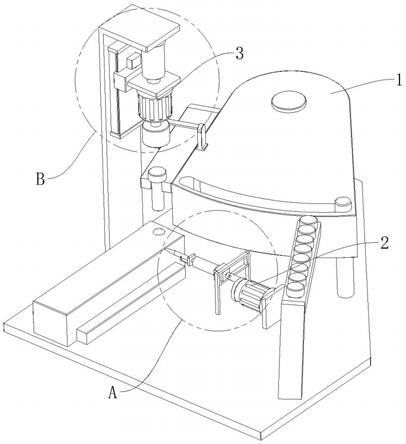
27.图1为本实用新型的立体结构示意图一;
28.图2为图1中的a处放大图;
29.图3为图1中的b处放大图;
30.图4为本实用新型的立体结构示意图二;
31.图5为图4中的c处放大图;
32.图中:弧形旋板1,标记机构2,拧紧机构3,画笔4,滑动组件5,套筒6,升降组件7,测量组件8,第一电动推杆9,第一电机10,滑板11,位移传感器12,导轨13,第二电机14,旋块15,复位弹簧16,送料滑道17,限位块18,伺服电机19,圆盘20,连杆21,滑块22,第二电动推杆23。
具体实施方式
33.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
34.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸。
35.参照图1至图5所示的一种螺栓自动拧紧及标记装置,包括底座和支撑板,还包括控制器、弧形旋板1、标记机构2和拧紧机构3,弧形旋板1可转动的设置在底座的顶部,标记机构2设在底座的顶部,标记机构2包括画笔4和滑动组件5,滑动组件5设在底座的顶部,画笔4固定设在滑动组件5上,拧紧机构3设在底座的顶部,拧紧机构3包括套筒6、升降组件7和测量组件8,升降组件7设在支撑板的顶部,套筒6固定设在升降组件7上,测量组件8设在支撑板的外壁上,滑动组件5、升降组件7和测量组件8与控制器均为电性连接。
36.升降组件7包括第一电动推杆9和第一电机10,第一电动推杆9呈竖直设在支撑板的外壁上,其输出端上固定设有安装板,第一电机10呈竖直设在安装板的底部,套筒6固定设在第一电机10的输出端上,第一电动推杆9和第一电机10均与控制器电连接,当卡槽内的螺栓旋转至位于钢材表面的螺孔的正上方后,通过控制器启动第一电动推杆9和第一电机10,由于其输出端与安装板固定连接,安装板与第一电机10固定连接,又因为套筒6与第一电机10的输出端固定连接,进而带动套筒6旋转与下降对卡槽内的螺栓进行拧紧,复位弹簧 16在每次螺栓拧紧时起到缓冲作用,一方面保证套筒6下降时能对准螺栓,同时保证拧紧匀速进行,不会造成螺栓拧歪,提升拧紧效率,另一方面,在每次一个螺栓拧紧结束,自动带动铰接块复位,以方便下一次的拧紧工作的进行。
37.测量组件8包括滑板11、位移传感器12和导轨13,导轨13固定设在支撑板的外壁上,滑板11滑动设在导轨13的外壁上,位移传感器12固定设在滑板11的外壁上,滑板11与安装板固定连接,位移传感器12与控制器电连接,在拧紧过程中,滑板11于导轨13上下滑,由于位移传感器12的输出端与滑板11固定连接,从而使得滑板11的下降距离可检测出来,又因为滑板11、套筒6、安装板和第一电机10依次固定连接,进而使得套筒6的下降距离可检测,进而精确控制螺栓的拧紧深度,防止工人遗忘而造成安装误差。
38.底座的顶部固定设有第二电机14,弧形旋板1与第二电机14的输出端固定连接,底座的顶部呈竖直设有导杆,弧形旋板1上设有避让槽,导杆与避让槽插接,弧形旋板1靠近支撑板的一端铰接设有旋块15,旋块15的一端设有卡槽,套筒6和卡槽的轴线方向一致,弧形旋板1靠近旋块15的顶部一端与旋块15之间固定设有复位弹簧16,第二电机14与控制器电连接,当钢材固定后,通过控制器启动第二电机14,从而带动弧形旋板1向靠近送料滑道17的一端旋转,由于旋块15与弧形旋板1铰接,从而带动旋块15向靠近送料滑道17的一端旋转,直至铰接块上的卡槽与送料滑道17正对时,弧形旋板1外壁不予送料滑道17贴合,进而使得送料滑道17上的螺栓自动落入卡槽内,再通过控制器带动第二电机14反转,使得旋块15复位,进而使卡槽内的螺栓旋转至位于钢材表面的螺孔的正上方。
39.底座和弧形旋板1靠近导杆的一端之间倾斜设置有送料滑道17,送料滑道17靠近弧形旋板1的一端与弧形旋板1的外壁贴合,送料滑道17上设计有可供螺栓搭接的插槽。
40.底座的顶部呈对称设置有两个限位块18,当进行螺栓的拧紧工作时,首先将钢材放到两个限位块18之间,进行限位,防止其在拧螺丝时产生晃动。
41.滑动组件5包括伺服电机19、圆盘20和连杆21,底座的顶部固定设有支撑框,支撑框的顶部滑动设有滑块22,伺服电机19固定设在底座的顶部,圆盘20套设在伺服电机19的输出端上,连杆21铰接设置在滑块22和圆盘20之间,伺服电机19与控制器电连接,当画笔4与螺栓未旋入螺孔部分的最底部的外壁贴合时,通过控制器启动伺服电机19,由于其输出端与圆盘20套接,滑块22与支撑框滑动连接,又因为滑块22和圆盘20分别与连杆21 的两端铰接,进而带动画笔4水平滑动,对螺栓的外壁进行标记,已提醒工人该螺栓还需再次旋入一段距离,防止工人遗忘。
42.滑块22的外壁上固定设有第二电动推杆23,第二电动推杆23的输出端上固定设有安装块,安装块的外壁上固定设有卡块,画笔4插设在卡块上,第二电动推杆23与控制器电连接,在每个螺栓拧紧结束,通过控制器启动第二电动推杆23,由于其输出端通过安装块和卡块与画笔4固定连接,从而带动画笔4向靠近螺栓的一端伸出,直至与其贴合,再断电第二电动推杆23。
43.本实用新型的工作原理:当进行螺栓的拧紧工作时,首先将钢材放到两个限位块18之间,进行限位,防止其在拧螺丝时产生晃动,通过控制器启动第二电机14,从而带动弧形旋板1向靠近送料滑道17的一端旋转,由于旋块15与弧形旋板1铰接,从而带动旋块15向靠近送料滑道17的一端旋转,直至铰接块上的卡槽与送料滑道17正对时,弧形旋板1外壁不予送料滑道17贴合,进而使得送料滑道17上的螺栓自动落入卡槽内,再通过控制器带动第二电机14反转,使得旋块15复位,进而使卡槽内的螺栓旋转至位于钢材表面的螺孔的正上方。
44.当卡槽内的螺栓旋转至位于钢材表面的螺孔的正上方后,通过控制器启动第一电
动推杆 9和第一电机10,由于其输出端与安装板固定连接,安装板与第一电机10固定连接,又因为套筒6与第一电机10的输出端固定连接,进而带动套筒6旋转与下降对卡槽内的螺栓进行拧紧,复位弹簧16在每次螺栓拧紧时起到缓冲作用,一方面保证套筒6下降时能对准螺栓,同时保证拧紧匀速进行,不会造成螺栓拧歪,提升拧紧效率,另一方面,在每次一个螺栓拧紧结束,自动带动铰接块复位,以方便下一次的拧紧工作的进行。
45.在拧紧过程中,滑板11于导轨13上下滑,由于位移传感器12的输出端与滑板11固定连接,从而使得滑板11的下降距离可检测出来,又因为滑板11、套筒6、安装板和第一电机10依次固定连接,进而使得套筒6的下降距离可检测,进而精确控制螺栓的拧紧深度,防止工人遗忘而造成安装误差。
46.在每个螺栓拧紧结束,通过控制器启动第二电动推杆23,由于其输出端通过安装块和卡块与画笔4固定连接,从而带动画笔4向靠近螺栓的一端伸出,直至与其贴合,再断电第二电动推杆23。
47.当画笔4与螺栓未旋入螺孔部分的最底部的外壁贴合时,通过控制器启动伺服电机19,由于其输出端与圆盘20套接,滑块22与支撑框滑动连接,又因为滑块22和圆盘20分别与连杆21的两端铰接,进而带动画笔4水平滑动,对螺栓的外壁进行标记,已提醒工人该螺栓还需再次旋入一段距离,防止工人遗忘。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1