机器人自动焊接系统的制作方法
1.本实用新型涉及一种机器人自动焊接系统。
背景技术:
2.将横管与竖管焊接于一起以形成t形管构件。现有技术中,通常整个焊接过程的大部分环节均采用人工操作,这不仅耗费劳动力,而且工作效率难以提高。
技术实现要素:
3.本实用新型的目的在于提出一种机器人自动焊接系统,用于将横管与竖管焊接于一起,包括焊接台,该焊接台上设有至少一组工件装载组件,该工件装载组件包括:横管支座,用于放置横管;横管下压机构,用于可选择地松开或者压紧放置于横管支座上的横管;竖管支座,用于放置竖管;竖管下压机构,用于可选择地松开或者压紧放置于竖管支座上的竖管;顶管机构,用于顶推放置于横管支座上的横管的尾端,以使放置于横管支座上的横管的首端抵靠放置于竖管支座上的竖管。
4.本实用新型对横管和竖管的装载采用机械结构的手段,可减少人工的使用,节省劳动力,提高工作效率。
附图说明
5.图1示出了本实用新型的立体图;
6.图2示出了本实用新型的焊接台的立体图;
7.图3示出了本实用新型的焊接台的主视图;
8.图4示出了本实用新型的工件装载组件的立体图;
9.图5示出了本实用新型的工件装载组件的主视图;
10.图6示出了在图4的基础上增加了横管和竖管后的示意图;
11.图7示出了在图5的基础上增加了横管和竖管后的示意图;
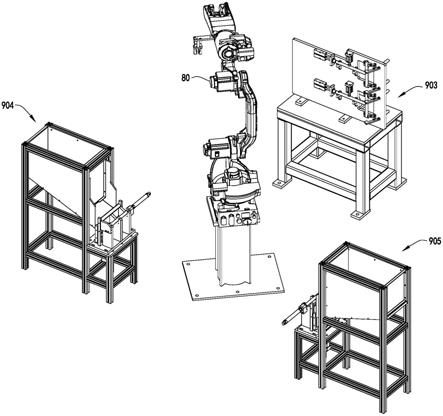
12.图8示出了本实用新型应用的立体图;
13.图9示出了在图8的基础上隐藏送料机架后的示意图;
14.图10和图11分别示出了在图9的基础上将各部件分解后的两个不同角度的立体图;
15.图12示出了本实用新型的剖视结构示意图;
16.图13示出了图12的a部局部放大图;
17.图14至图17示出了本实用新型的工作原理图;
18.图18示出了停料顶面停留有待定位的管件的示意图;
19.图19示出了在图18的基础上驱使顶推气缸的活塞杆伸出而顶推停留在临时停管位上的管件的示意图。
20.附图标号:
21.901横管、902竖管、903焊接台、904横管送料装置、905竖管送料装置、906工件装载组件、907横管支座、908竖管支座、909下压气缸、910下压气缸的活塞杆、911顶管气缸、912顶管气缸的活塞杆、913气动夹具、914气动夹具的压头;
22.10容器、101底部开口、102侧部开口;
23.20排料底面、201排料停管位;
24.30分料机构、301升降座、302升降驱动机构、303分料面;
25.40临时停料座、401停料顶面、402进管位、403临时停管位、404前壁面;
26.50送料机构;
27.60挡块;
28.70顶推气缸、701顶推气缸的活塞杆;
29.80机械手;
30.90管件。
具体实施方式
31.如下结合附图,对本技术方案作进一步描述。
32.如图1所示的一种机器人自动焊接系统,用于将横管901与竖管902焊接于一起,本实施例中,横管901的首端与竖管902的中部焊接,包括:
33.焊接台903;
34.横管送料装置904,用于送出横管901;
35.竖管送料装置905,用于送出竖管902;
36.机械手80;
37.如图2至图7所示,该焊接台903上设有至少一组工件装载组件906,本实施例中,图中示出了有两组工件装载组件906。
38.该工件装载组件906包括:
39.横管支座907,用于放置横管901;
40.横管下压机构,用于可选择地松开或者压紧放置于横管支座907上的横管901;
41.竖管支座908,用于放置竖管902;
42.竖管下压机构,用于可选择地松开或者压紧放置于竖管支座908上的竖管902;
43.顶管机构,用于顶推放置于横管支座907上的横管的尾端,以使放置于横管支座上的横管的首端抵靠放置于竖管支座908上的竖管。
44.该机械手80用于将横管送料装置904送出的横管901搬运至横管支座907,以及用于将竖管送料装置905送出的竖管902搬运至竖管支座908。
45.该横管下压机构包括位于横管支座907上方的下压气缸909;
46.该下压气缸的活塞杆910的伸缩方向垂直于放置于横管支座上的横管901的轴线;
47.该下压气缸的活塞杆910作远离或者靠近放置于横管支座上的横管901的伸缩运动,以松开或者压紧放置于横管支座上的横管901。
48.该顶管机构包括顶管气缸911;
49.该顶管气缸的活塞杆912的伸缩方向平行于放置于横管支座上的横管901的轴线,且该顶管气缸的活塞杆912朝向放置于横管支座上的横管的尾端;
50.该顶管气缸的活塞杆912作远离或者靠近放置于横管支座上的横管901的尾端的伸缩运动,以脱离或者顶推放置于横管支座上的横管的尾端。
51.该竖管下压机构为气动夹具913,该气动夹具的压头914作远离或者靠近放置于竖管支座上的竖管902的运动,以松开或者压紧放置于竖管支座上的竖管902。本实施例中,该气动夹具913的具体结构采用现有技术即可,例如中国实用新型专利说明书cn203622021u、cn204277857u或者cn204868252u公开的气动夹具,此处不再赘述。
52.该横管送料装置904和竖管送料装置905均为送料装置。
53.如图8至图19所示,该送料装置包括用于收容管件(横管或竖管)的容器10和位于容器10的底部以承托容器内的管件的排料底面20,该排料底面20为斜坡面,该排料底面20的坡底为排料停管位201,承托于排料底面20上的管件自动滑向排料停管位201;
54.该机器人自动焊接用送料装置还包括分料机构30和临时停料座40,本实施例中该容器10、排料底面20、分料机构30及临时停料座40均安装于一送料机架50上;
55.该临时停料座40上设有停料顶面401,该停料顶面401也为斜坡面,该停料顶面401的坡顶为进管位402,该停料顶面401的坡底为临时停管位403,承托于停料顶面401上的管件自动从进管位402滑向临时停管位403;
56.该进管位402高于排料停管位403;
57.该分料机构30包括升降座301和用于驱使升降座301在一取管位与一送管位之间升降的升降驱动机构302,送管位高于取管位,本实施例中,该升降驱动机构302为一升降气缸,升降座301固定地安装于升降气缸的活塞杆上;
58.该升降座301具有用于承托管件的分料面303;
59.该分料面303在升降座301处于取管位时到达排料停管位201以承托滑入排料停管位201处的管件;
60.该分料面303在升降座301处于送管位时到达进管位402以使被承托于分料面303上的管件滑入进管位402。
61.该技术方案通过设置分料机构能够实现管件逐一输出的功能,且其结构简单,便于实现自动化加工,以提升工作效率,节省劳动力。
62.该分料面303也为斜坡面,其中该排料底面20、分料面303及停料顶面401是相互平行的,且在升降座升降过程中,该分料面始终与停料顶面相互平行。该技术方案以便于管件流畅顺利地从排料底面进入分料面,从分料面进入停料顶面。
63.该容器10的底部设有底部开口101,该容器10的侧部设有侧部开口102,该底部开口101与侧部开口102连通,本实施例中,该侧部开口的大小被设置成只允许一根管件通过;
64.该底部开口101和侧部开口102均位于排料底面20的上方,容器内的管件经底部开口跌落于排料底面上,并经侧部开口滑出容器。
65.该技术方案设计合理,便于实施。
66.该临时停料座40上设有定位机构;
67.该定位机构包括分布于临时停管位403相对的两侧的挡块60和顶推气缸70;
68.该顶推气缸的活塞杆701的伸缩方向平行于停留在临时停管位403上的管件的轴线。
69.该顶推气缸的活塞杆顶推停留在临时停管位上的管件的一端,以推动停留在临时
停管位上的管件靠向挡块移动,直到临时停管位上的管件的另一端与挡块相抵靠,借此以实现停留在临时停管位上的管件的定位,以便于后续取出管件进入下一加工工位。
70.该临时停料座40具有一挡于排料停管位201处的前壁面404;
71.该分料面303自排料停管位201沿前壁面404上升而达进管位402;
72.被承托于分料面303上的管件在分料面到达进管位前始终与前壁面404相抵靠,而被承托于分料面303上的管件在分料面到达进管位后脱离前壁面404而滑入进管位402。
73.该技术方案通过设置前壁面一方面可以在分料面上升过程中使管件保持停留在分料面上,避免管件滑出而脱离分料面,另一方面在分料面到达进管位时,管件完全与前壁面分离,以使管件能够顺利地从分料面滑入进管位。该技术方案设计合理,便于实施。
74.本实用新型的工作原理如下:
75.如图14所示,升降座301处于取管位,多根管件90((横管或竖管,图中示出了4根管件)从排料底面20逐一地滑入排料停管位201,其中,位于排料停管位201上的一根管件90被承托于分料面303上,且该根被承托于分料面上的管件90抵靠前壁面404;
76.如图15所示,通过升降驱动机构302驱使升降座301上升,此时,该根被承托于分料面上的管件90跟随升降座301上升,且该根被承托于分料面上的管件90在上升过程中始终与前壁面404相抵靠;
77.如图16所示,升降座301上升至送管位,此时,分料面303到达进管位402,该根被承托于分料面上的管件90脱离前壁面404;
78.如图17所示,该根被承托于分料面上的管件90在脱离前壁面404后,在重力的作用下,该根被承托于分料面上的管件90从分料面303滑入进管位402后再经停料顶面401滑入临时停管位403;
79.如图18所示,滑入临时停管位403上的管件90在管件的轴线方向上处于不确定位置;
80.如图19所示,驱使顶推气缸的活塞杆701伸出而顶推停留在临时停管位上的管件,以推动停留在临时停管位上的管件靠向挡块移动,直到临时停管位上的管件的另一端与挡块相抵靠,完成定位。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1