一种带CCD视觉定位的双工位高精度激光打标设备的制作方法
一种带ccd视觉定位的双工位高精度激光打标设备
技术领域
1.本实用新型具体涉及激光打标技术领域,尤其是一种带ccd视觉定位的双工位高精度激光打标设备。
背景技术:
2.激光打标已经成为现代制造的重要加工方法,特别是在精密加工,微加工领域,激光打标是利用高能量密度的激光对工件某一个部分进行照射,使表层材料汽化或发生颜色变化的化学反应,从而留下永久性标记的一种打标方法,随着科学技术的发展,传统的激光打标机一般是不带有对工件位置检测的功能。
3.利用工装夹具来实现定位,即是通过人工来进行干预定位,但对精细或极微细小的加工对象打标时实现精准定位难度很大,并且对加工对象拾取摆放操作困难,在实际操作中很难保证打标位置的精准性、和一致性,工装夹具的精度对产品加工的定位会直接影响到零部件标刻位置精度,每个加工对象坐标位置是唯一的,同时毫米级以下的加工对象进行标刻效果肉眼分辨不出来,需要独立的检测系统去检测,而且人工干预定位比较繁琐,自动化程度低,且精度难以有效保证,因此亟需一种带ccd视觉定位的双工位高精度激光打标设备来解决上述的问题。
技术实现要素:
4.本实用新型的目的在于克服现有技术的不足,适应现实需要,提供一种结构设计新颖的带ccd视觉定位的双工位高精度激光打标设备。
5.为了实现本实用新型的目的,本实用新型所采用的技术方案为:
6.设计一种带ccd视觉定位的双工位高精度激光打标设备,包括激光打标本体和控制计算机,所述激光打标本体包括激光器、振镜、激光打标框、场镜、加工平台和支板,所述支板的外壁两侧均开设有竖槽,所述竖槽的内部滑动卡接有插接板,所述插接板的外壁两侧均开设有横槽,所述横槽的内部滑动卡接有卡接件,所述卡接件的外壁一侧通过螺栓安装有第一ccd模组,所述卡接件的外壁一侧通过螺栓安装有第二ccd模组。
7.所述支板的一侧外壁通过螺栓安装有打标架,所述打标架的一侧设置有高透反射镜。
8.所述振镜设置在激光器的一侧,所述激光打标框的底部一侧通过螺栓安装在打标架的顶部外壁。
9.所述打标架的底部外壁通过螺栓安装有半框架,所述半框架的底部固定安装有照明环形光源。
10.所述照明环形光源的内部开设有环形光源槽,所述加工平台设置在照明环形光源的底部。
11.所述场镜设置在激光打标框和振镜之间,所述控制计算机分别与激光器、第一ccd模组、第二ccd模组和振镜形成电性连接。
12.本实用新型的有益效果在于:
13.(1)本设计利用第一ccd模组和第二ccd模组,通过基于两个同轴ccd进行视觉定位的激光加工装置,使得在精密制造中对激光打标的形位精度、柔性适应性、智能化和效率等方面达到更好的效果。
14.(2)本设计利用支板与振镜,支板上的第一ccd模组和第二ccd模组等组成的视觉定位系统不会出现漏打或者断光的现象,可一次打标多个产品,也可以进行流水线自动上料,粗略定位后再进行视觉定位打标,既节省人工,又能提高生产效率,易实现兼容多个产品的自动化生产流水线,为工厂节约大量成本。
15.(3)本设计中针对批量不规则打标中夹具设计制造困难导致的供料难、定位差和速度慢的问题,ccd摄像打标通过视觉定位系统采用外置摄像头实时拍摄抓取特征点的方式予以解决。
附图说明
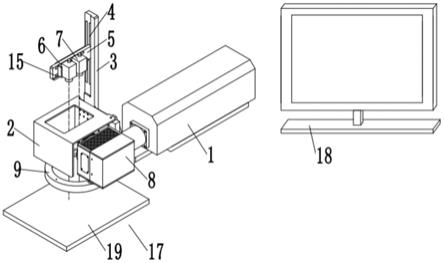
16.图1为本设计中的结构示意图;
17.图2为本设计中的局部结构示意图;
18.图3为本设计中的局部侧面示意图一;
19.图4为本设计中的局部侧面示意图二;
20.图5为本设计中的高透反射镜结构示意图;
21.图6为本设计中的后视示意图。
22.图中:1激光器、2激光打标框、3支板、4竖槽、5插接板、6卡接件、7第一ccd模组、8振镜、9照明环形光源、10场镜、11半框架、12打标架、13高透反射镜、14环形光源槽、15横槽、16第二ccd模组、17激光打标本体、18控制计算机、19加工平台。
具体实施方式
23.下面结合附图和实施例对本实用新型进一步说明:
24.一种带ccd视觉定位的双工位高精度激光打标设备,参见图1至图6,包括激光打标本体17和控制计算机18,激光打标本体17包括激光器1、振镜8、激光打标框2、场镜10、加工平台19和支板3,支板3的外壁两侧均开设有竖槽4,竖槽4的内部滑动卡接有插接板5,插接板5的一侧插在竖槽4的内部,插接板5的外壁两侧均开设有横槽15,横槽15的内部滑动卡接有卡接件6,卡接件6卡设在横槽15的内部,卡接件6的外壁一侧通过螺栓安装有第一ccd模组7,卡接件6的外壁一侧通过螺栓安装有第二ccd模组16,第一光路经高透反射镜13入射到第一ccd模组7,第二光路经高透反射镜13入射到第二ccd模组16。
25.进一步的,本设计中,支板3的一侧外壁通过螺栓安装有打标架12,打标架12的一侧设置有高透反射镜13,第一光路和第二光路经高透反射镜13分别入射第一ccd模组7和第二ccd模组16。
26.进一步的,本设计中,振镜8设置在激光器1的一侧,激光打标框2的底部一侧通过螺栓安装在打标架12的顶部外壁。
27.进一步的,本设计中,打标架12的底部外壁通过螺栓安装有半框架11,半框架11的底部固定安装有照明环形光源9,照明环形光源9使加工平台19上光源照射。
28.进一步的,本设计中,照明环形光源9的内部开设有环形光源槽14,加工平台19设置在照明环形光源9的底部。
29.进一步的,本设计中,场镜10设置在激光打标框2和振镜8之间,控制计算机18分别与激光器1、第一ccd模组7、第二ccd模组16和振镜8形成电性连接。
30.综上所述本实用新型的工作原理为:使用时,激光器1发射的激光经振镜8,高透反射镜13照射至待加工工件,待加工工件反射的光线经高透反射镜13分为第一光路和第二光路,第一光路经高透反射镜13入射到第一ccd模组7,第二光路经高透反射镜13入射到第二ccd模组16,第一ccd模组7与第二ccd模组16的结合扩大了视觉定位幅面,提升了定位精度,视觉定位系统实现双路视频信号的实时采集,并通过图像处理技术实时跟踪靶标位置,同时显示定位指示信息并输出靶标位置给外部的plc或上位机,实现激光打标机的视觉定位功能,当打标物靶标位置移动到设定的精度范围内时,本机输出定位ok信号给打标机plc,plc接收到该信号后方可进行打标,从而有效的防止人为定位误差,同时定位指示功能可为操作任意提供定位引导并告知靶标是否移动到设定的精度范围内,便于实际操作,本视觉定位系统还可以输出xy方向的偏移量给上位机或plc以实现自动定位,ccd视觉定位激光打标机先对产品进行模板制定,确定产品的外形,保存为标准模板,在正常加工时对所需加工的产品进行拍照,由计算机进行快对比模板进行对比及位置定位,调整后即可对产品进行精确加工,实现快速定位,再小的物件也能进行高精度打标。
31.本实用新型的实施例公布的是较佳的实施例,但并不局限于此,本领域的普通技术人员,极易根据上述实施例,领会本实用新型的精神,并做出不同的引申和变化,但只要不脱离本实用新型的精神,都在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1