一种焊接助剂粘黏翻转机构的制作方法
1.本实用新型属于机械加工技术领域,特别是涉及一种焊接助剂粘黏翻转机构。
背景技术:
2.在机械加工过程中,常常会用到金属焊接助剂,金属焊接助剂是多种成膜助剂、稳定剂、推进剂及能量吸收剂经高温反应,冷却过滤而成。一般用于电弧焊及二氧化碳气体保护焊,对焊接各种型号的碳钢,对不锈钢均有良好防焊渣效果,主要使用于锅炉厂、汽车配件厂、重型汽车生产厂家等,在焊机助剂粘黏治具时,需要用到焊接助剂粘黏翻转机构,但它在实际使用中仍存在以下弊端:
3.1、现有的焊接助剂粘黏翻转机构没有自动翻转粘助焊剂功能,导致在工作中效率较低;
4.2、现有的焊接助剂粘黏翻转机构没有进料感应功能,不能够及时的开始有效地工作,影响工作效率。
5.因此,现有的焊接助剂粘黏翻转机构,无法满足实际使用中的需求,所以市面上迫切需要能改进的技术,以解决上述问题。
技术实现要素:
6.本实用新型的目的在于提供一种焊接助剂粘黏翻转机构,通过设置电气控制箱、主控制器、治具进出料机构、治具进出料左右气缸、治具进出料上下气缸、治具进出料定位针、松香槽、翻转机构、翻转马达、翻转气动手指气缸、翻转从动轮、翻转槽、翻转座、翻转皮带、翻转主动轮、治具进料平台、治具进料槽、治具进料档杆、治具进料挡料气缸和电磁阀组件,解决了现有的焊接助剂粘黏翻转机构没有自动翻转粘助焊剂功能,导致在工作中效率较低;焊接助剂粘黏翻转机构没有进料感应功能,不能够及时的开始有效地工作,影响工作效率的问题。
7.为解决上述技术问题,本实用新型是通过以下技术方案实现的:
8.本实用新型为一种焊接助剂粘黏翻转机构,包括电气控制箱、治具进出料机构、翻转机构、治具进料平台和电磁阀组件,所述电气控制箱后方的设备上固定连接有气压源,所述电气控制箱一侧的设备上固定连接有电磁阀组件,电磁阀组件受电气控制箱上的主控制器控制,所述电磁阀组件前方的设备上固定连接有翻转机构,所述翻转机构包括翻转马达、翻转从动轮、翻转皮带和翻转主动轮,所述翻转马达前方转动连接有翻转主动轮,翻转马达驱动翻转主动轮转动,所述翻转主动轮外部转动连接有翻转皮带,翻转主动轮转动带动翻转皮带运动,所述翻转皮带另一头转动连接有翻转从动轮,翻转皮带运动带动翻转从动轮转动,所述翻转机构上方设置有治具进料平台,所述治具进料平台上方设置有治具进料槽、治具进料档杆和治具进料挡料气缸,所述治具进料平台一头设置有出料治具,所述出料治具上方设置有治具进出料机构,所述治具进料平台一侧设置有松香槽。
9.进一步地,所述电气控制箱前方一角设置有电源开关,电源开关可以控制设备的
通电和断电,所述电源开关的电气控制箱前方设置有启动按钮,所述电气控制箱前方设置有主控制器,主控制器是设备的主要操作结构。
10.进一步地,所述治具进出料机构包括治具进出料左右气缸、治具进出料上下气缸和治具进出料定位针,所述治具进出料左右气缸前方连接有治具进出料上下气缸,所述治具进出料上下气缸下方固定连接有两个治具进出料定位针,治具进出料上下气缸通气后治具进出料定位针下降插到治具定位孔中。
11.进一步地,所述出料治具上设置有出料槽。
12.进一步地,所述翻转机构还包括翻转气动手指气缸、翻转粘松香治具、翻转槽和翻转座,所述翻转从动轮两头转动连接在翻转座上,所述翻转座上设置有翻转槽,所述翻转槽上设置有翻转粘松香治具,所述翻转座两头连接有翻转气动手指气缸。
13.进一步地,所述治具进料平台上方设置有治具进料槽,上一工序的治具流到治具进料槽上,所述治具进料平台一侧连接有治具进料档杆,所述治具进料档杆一侧连接有治具进料挡料气缸,治具进料挡料气缸右端设置有光线感应器。
14.本实用新型具有以下有益效果:
15.1、本实用新型通过设置电气控制箱、主控制器、松香槽、翻转机构、翻转马达、翻转气动手指气缸、翻转从动轮、翻转槽、翻转座、翻转皮带和翻转主动轮,解决了现有的焊接助剂粘黏翻转机构没有自动翻转粘助焊剂功能,导致在工作中效率较低的问题,本实用新型主控制器控制翻转马达治具向前翻转九十度,翻转马达带动翻转主动轮转动,翻转主动轮转动带动翻转皮带运动,翻转皮带运动带动翻转从动轮转动,将制品pin脚勾浸泡在前端松香槽中,浸泡零点五秒,主控制器再控制翻转马达治具向后翻转一百八十度,翻转马达带动翻转主动轮转动,翻转主动轮转动带动翻转皮带运动,翻转皮带运动带动翻转从动轮转动,将制品pin脚勾浸泡在后端松香槽中,浸泡零点五秒,主控制器再控制翻转马达治具向前翻转九十度摆正回原位,翻转马达带动翻转主动轮转动,翻转主动轮转动带动翻转皮带运动,翻转皮带运动带动翻转从动轮转动,主控制器将左侧和右侧翻转气动手指气缸复位,放开治具,粘助焊剂动作完成一个周期。
16.2、本实用新型通过设置电气控制箱、主控制器、治具进出料机构、治具进出料左右气缸、治具进出料上下气缸、治具进出料定位针、翻转机构、翻转槽、治具进料平台、治具进料槽、治具进料档杆、治具进料挡料气缸和电磁阀组件,解决了现有的焊接助剂粘黏翻转机构没有进料感应功能,不能够及时的开始有效地工作,影响工作效率的问题,本实用新型上一工序的治具流到治具进料平台上的治具进料槽后,光纤感应器感应到有料,主控制器通过控制电磁阀组件,电磁阀组件得电后给治具进出料机构上的治具进出料上下气缸通气,治具进出料定位针下降插到治具定位孔中,主控制器控制电磁阀组件接通治具进料挡料气缸,将治具进料档杆收回,主控制器再接通电磁阀组件启动治具进出料左右气缸往右移,气缸右端感应器亮起,即治具被送到翻转机构上的翻转槽中间,同时控制治具进料档杆复位伸出挡货。
17.当然,实施本实用新型的任一产品并不一定需要同时达到以上所述的所有优点。
附图说明
18.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例描述所需要使
用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
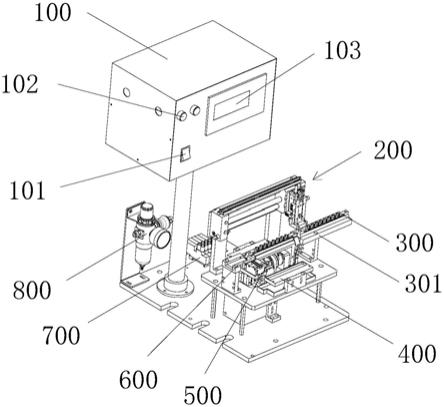
19.图1为本实用新型的结构示意图;
20.图2为本实用新型治具进出料机构的结构示意图;
21.图3为本实用新型翻转机构的结构示意图;
22.图4为本实用新型治具进料平台的结构示意图。
23.附图中,各标号所代表的部件列表如下:
24.100、电气控制箱;101、电源开关;102、启动按钮;103、主控制器;200、治具进出料机构;201、治具进出料左右气缸;202、治具进出料上下气缸;203、治具进出料定位针;300、出料治具;301、出料槽;400、松香槽;500、翻转机构;501、翻转马达;502、翻转气动手指气缸;503、翻转从动轮;504、翻转粘松香治具;505、翻转槽;506、翻转座;507、翻转皮带;508、翻转主动轮;600、治具进料平台;601、治具进料槽;602、治具进料档杆;603、治具进料挡料气缸;700、电磁阀组件;800、气压源。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
26.请参阅图1-4所示,本实用新型为一种焊接助剂粘黏翻转机构,包括电气控制箱100、治具进出料机构200、翻转机构500、治具进料平台600和电磁阀组件700,电气控制箱100前方一角设置有电源开关101,电源开关101可以控制设备的通电和断电,电源开关101 的电气控制箱100前方设置有启动按钮102,电气控制箱100前方设置有主控制器103,主控制器103是设备的主要操作结构,电气控制箱100后方的设备上固定连接有气压源800,电气控制箱100一侧的设备上固定连接有电磁阀组件700,电磁阀组件700受电气控制箱100 上的主控制器103控制,电磁阀组件700前方的设备上固定连接有翻转机构500,翻转机构500包括翻转马达501、翻转气动手指气缸502、翻转从动轮503、翻转粘松香治具504、翻转槽505、翻转座506、翻转皮带507和翻转主动轮508,翻转马达501前方转动连接有翻转主动轮508,翻转马达501驱动翻转主动轮508转动,翻转主动轮508 外部转动连接有翻转皮带507,翻转主动轮508转动带动翻转皮带507 运动,翻转皮带507另一头转动连接有翻转从动轮503,翻转皮带507 运动带动翻转从动轮503转动,翻转从动轮503两头转动连接在翻转座506上,翻转座506上设置有翻转槽505,翻转槽505上设置有翻转粘松香治具504,翻转座506两头连接有翻转气动手指气缸502,翻转机构500上方设置有治具进料平台600,治具进料平台600上方设置有治具进料槽601,上一工序的治具流到治具进料槽601上,治具进料平台600一侧连接有治具进料档杆602,治具进料档杆602一侧连接有治具进料挡料气缸603,治具进料挡料气缸603右端设置有光线感应器,治具进料平台600一头设置有出料治具300,出料治具 300上设置有出料槽301,出料治具300上方设置有治具进出料机构 200,治具进出料机构200包括治具进出料左右气缸201、治具进出料上下气缸202和治具进出料定位针203,治具进出料左右气缸201 前方连接有治具进出料上下气缸202,治具进出料上下气缸202下方固定连接有两个治具进出料定位针203,治具进出料上下气缸202通气后治具进出
料定位针203下降插到治具定位孔中,治具进料平台 600一侧设置有松香槽400,清空设备上的治具,并做好五秒整理,打开电气控制箱100上的电源开关101进行设备通电,主控制器103 自动显示亮起,再打开气压源800进行设备通气,按下启动按钮102,设备自动回原点后进入待机状态,上一工序的治具流到治具进料平台 600上的治具进料槽601后,光纤感应器感应到有料,主控制器103 通过控制电磁阀组件700,电磁阀组件700得电后给治具进出料机构 200上的治具进出料上下气缸202通气,治具进出料定位针203下降插到治具定位孔中,主控制器103控制电磁阀组件700接通治具进料挡料气缸603,将治具进料档杆602收回,主控制器103再接通电磁阀组件700启动治具进出料左右气缸201往右移,气缸右端感应器亮起,即治具被送到翻转机构500上的翻转槽505中间,同时控制治具进料档杆602复位伸出挡货,主控制器103断开电磁阀组件700,治具进出料上下气缸202切换动作复位,治具进出料定位针203上升,主控制器103启动左侧和右侧翻转气动手指气缸502将治具夹住,同时治具进出料左右气缸201复位往左移待料,主控制器103控制翻转马达501治具向前翻转九十度,翻转马达501带动翻转主动轮508转动,翻转主动轮508转动带动翻转皮带507运动,翻转皮带507运动带动翻转从动轮503转动,将制品pin脚勾浸泡在前端松香槽400中,浸泡零点五秒,主控制器103再控制翻转马达501治具向后翻转一百八十度,翻转马达501带动翻转主动轮508转动,翻转主动轮508转动带动翻转皮带507运动,翻转皮带507运动带动翻转从动轮503转动,将制品pin脚勾浸泡在后端松香槽400中,浸泡零点五秒,主控制器103再控制翻转马达501治具向前翻转九十度摆正回原位,翻转马达501带动翻转主动轮508转动,翻转主动轮508转动带动翻转皮带507运动,翻转皮带507运动带动翻转从动轮503转动,主控制器 103将左侧和右侧翻转气动手指气缸502复位,放开治具,粘助焊剂动作完成一个周期,上一工序再下料时,粘助焊剂动作再次开始循环粘助焊剂动作。
27.以上仅为本实用新型的优选实施例,并不限制本实用新型,任何对前述各实施例所记载的技术方案进行修改,对其中部分技术特征进行等同替换,所作的任何修改、等同替换、改进,均属于在本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1