大截面工字钢梁单元制造流水线的制作方法
1.本实用新型涉及一种钢梁制造施工技术领域,尤其涉及一种大截面工字钢梁单元制造流水线。
背景技术:
2.随着我国经济的快速发展,交通运输业也获得了广阔的发展空间,桥梁项目建设范围和投资成本进一步加大,桥梁建造材料也由传统的混凝土桥梁向钢结构桥梁转变。为了大力推广钢结构桥梁,交通运输部发布了:《交通运输部关于推进公路钢结构桥梁的指导意见》(交公路发[2016]115号),钢结构桥梁将会成为未来桥梁建造的主要的桥型之一,同时钢结构桥梁也是最合适大规模工业化建造的桥型。工字型钢板组合梁由于截面简单、便于制造、安装、承载能力高等优点,近年来广泛应用于高速公路桥、城市高架桥、大型桥梁引桥的建造中。
[0003]
工字型钢板组合梁在制造过程中,除了钢结构加工制造普遍存在机械化程度低、人员投入大、构件的加工精度低、焊接质量差、制造周期长等问题外,针对大截面工字型钢梁还存在以下技术难题:
①
不同板厚过渡自动化装配焊接问题、
②
超高腹板自动化装配精度及稳定性问题、
③
自动埋弧焊质量稳定性问题。因此如何解决工字型钢梁加工制造过程中存在的问题,提升工字型钢梁的制造精度,将直接关系到桥梁的建造质量。
技术实现要素:
[0004]
本实用新型的目的在于提供一种提高工字钢梁的制造精度,增加桥梁建造质量的大截面工字钢梁单元制造流水线。
[0005]
为解决上述技术问题,本实用新型提供了一种大截面工字钢梁单元制造流水线,包括组立流水线、焊接流水线和矫正流水线;所述组立流水线包括组立流水线中的传动辊流水线、180
°
移动翻转机、组立机和移动钢板吊装机,所述组立机连接组立流水线中的传动辊流水线,布置在组立流水线中的传动辊流水线上方,所述移动钢板吊装机布置在组立流水线中的传动辊流水线上方,所述组立流水线中的180
°
移动翻转机与传动辊流水线正交布置。
[0006]
本实用新型具有以下特点和有益效果:
[0007]
1、与传统技术相比,本发明中采用的工字钢梁单元制造流水线,具有数字化、智能化、自动化、高适应性、高稳定性、高安全性的特点,大大提高了生产效率和制造质量,主体结构实现定位、装配、焊接、校正自动化,技术效益优势明显。
[0008]
2、本发明采用的组合式180
°
移动翻转机,结构合理,操作简单,可以实现对工字钢梁单元的90
°
和180
°
无损翻转,灵活机动,大大提高作业效率,技术效益优势明显。
[0009]
3、本发明采用的45
°
翻转机和焊接段传送辊,完美匹配,可以实现传输作业和焊接作业互不影响,同时45
°
翻转机配合悬臂式自动埋弧焊接机实现自动翻转焊接。
[0010]
4、本发明采用的传动辊单元设有平衡调节装置,很好的克服场地不平等问题,保
证了整条传动辊流水线的平整性。
附图说明
[0011]
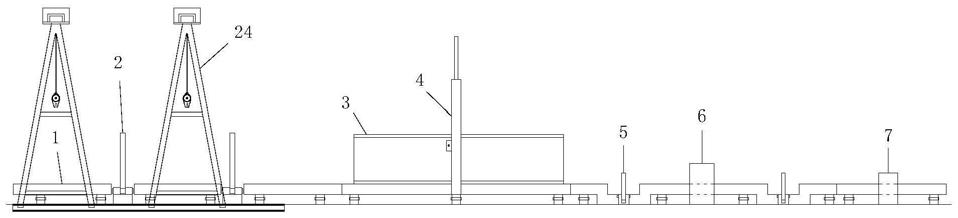
图1是大截面工字钢梁单元制造流水线的布置示意图;
[0012]
图2是大截面工字钢梁单元制造流水线的施工流程图;
[0013]
图3是传动辊单元的立体图;
[0014]
图4是组立流水线的示意图;
[0015]
图5是图4的左视图;
[0016]
图6是移动钢板吊装机的示意图;
[0017]
图7是移动钢板吊装机的侧视图;
[0018]
图8是焊接段传送辊的立体图;
[0019]
图9是45
°
翻转机的布置示意图;
[0020]
图10是45
°
翻转机翻转作业的示意图;
[0021]
图11是90
°
移动翻转机的示意图;
[0022]
图12是90
°
移动翻转机的布置示意图;
[0023]
图13是大截面工字钢梁单元的180
°
翻转的步骤示意图。
[0024]
其中:1——传动辊流水线;2——180
°
移动翻转机;3——工字钢梁单元;4——组立机;5——45
°
翻转机;6——悬臂式自动埋弧焊接机;7——液压矫正机;8——纵梁;9——滚轴;10——支腿;11——平衡调节装置;12——凹口;13——电动葫芦;14——主梁;15——支架;16——无伤夹钳;17——滑轨;18——夹轨器;19——地面;20——l型翻转架;21——铰接螺栓;22——液压底座;23——焊接段传送辊;24——移动钢板吊装机;25——传动辊单元;26——90
°
移动翻转机;27——扭转机;28——旋转轴;29——翻转臂二;30——翻转臂一;31——横向行走机构。
具体实施方式
[0025]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本实用新型保护的范围。
[0026]
本领域技术人员应理解的是,在本实用新型的揭露中,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系是基于附图所示的方位或位置关系,其仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此上述术语不能理解为对本实用新型的限制。
[0027]
可以理解的是,术语“一”应理解为“至少一”或“一个或多个”,即在一个实施例中,一个元件的数量可以为一个,而在另外的实施例中,该元件的数量可以为多个,术语“一”不能理解为对数量的限制。
[0028]
以下结合附图,如图1至图13对本发明的技术方案作进一步说明。
[0029]
本发明提供了一种大截面工字钢梁单元制造流水线,包括组立流水线、焊接流水
线和矫正流水线;所述组立流水线包括组立流水线中的传动辊流水线1、180
°
移动翻转机2、组立机4和移动钢板吊装机24,所述组立机4连接组立流水线中的传动辊流水线1,布置在组立流水线中的传动辊流水线1上方,所述移动钢板吊装机24布置在组立流水线中的传动辊流水线1上方,所述组立流水线中的180
°
移动翻转机2与传动辊流水线1正交布置;所述焊接流水线包括焊接流水线中的传动辊流水线1、180
°
移动翻转机2、45
°
翻转机5和悬臂式自动埋弧焊接机6,所述45
°
翻转机5布置在焊接流水线中的传动辊流水线1两侧,所述焊接流水线中的180
°
移动翻转机2与传动辊流水线1正交布置,所述悬臂式自动埋弧焊接机6布置在45
°
翻转机5外侧;所述矫正流水线包括矫正流水线中的传动辊流水线1、180
°
移动翻转机2和液压矫正机7,所述矫正流水线中的180
°
移动翻转机2与传动辊流水线1正交布置,所述液压矫正机7布置在矫正流水线中的传动辊流水线1两侧。
[0030]
其中,组立流水线、焊接流水线以及矫正流水线中的传动辊流水线1共同组成完整的传动辊流水线1。
[0031]
所述的传动辊流水线1由传动辊单元25和焊接段传送辊23组成,所述传动辊单元25相互间隔一定间距进行布置,传动辊单元25包括纵梁8、滚轴9、支腿10和平衡调节装置11,所述纵梁8下方设有支腿10,所述支腿10中部设有平衡调节装置11,所述滚轴9设置在纵梁8之间;所述焊接段传送辊23包括纵梁8、滚轴9、支腿10、平衡调节装置11和凹口12,所述纵梁8下方设有支腿10,所述支腿10中部设有平衡调节装置11,所述滚轴9设置在纵梁8之间,所述凹口12不对称设置在两侧的纵梁8上。
[0032]
具体的,所述传动辊单元25间隔布置时产生的间隔处可穿插设置180
°
移动翻转机2,所述纵梁8至少设有两个,分别位于滚轴9的两侧,且滚轴9可相对于纵梁8进行转动,并在滚轴9转动过程中对工字钢梁单元3进行运送;在运送过程中,由于部分场地存在不够平稳的情况,因此在支腿10的中部设有平衡调节装置11,用于对支腿10的高度进行适应性调节,当场地不平时,操作人员通过平衡调节装置11改变各个支腿10的高度,以保证支腿10上部的纵梁8可以维持平稳状态。
[0033]
另外,焊接段传送辊23中的纵梁8、滚轴9、支腿10以及平衡调节装置11的安装位置与传动辊单元25相同,并且由于凹口12呈不对称设置,使得45
°
翻转机5在安装至凹口12内后,位于两侧的45
°
翻转机5不会出现干涉的情况,维持45
°
翻转机5使用的稳定性。
[0034]
所述的移动钢板吊装机24至少由两个翻转吊架组成,所述翻转吊架包括电动葫芦13、主梁14、支架15、无伤夹钳16、滑轨17和夹轨器18,所述滑轨17设置在传动辊流水线1两侧的地面19上,所述支架15底部设有夹轨器18,设置在滑轨17上,所述支架15顶部设有主梁14,所述主梁14上设有至少两个电动葫芦13,所述电动葫芦13通过绳索连接无伤夹钳16。
[0035]
具体的,支架15通过夹轨器18沿着滑轨17进行移动,以完成将钢板吊送至传动辊流水线1上的动作,在吊送过程中,通过无伤夹钳16夹住钢板的外侧进行固定,并拉动或松开绳索对钢板进行升降控制,配合支架15的移动,带动钢板进行上升、吊送、下放的运送过程,其中的电动葫芦13可相对于主梁14进行移动,以调节电动葫芦13之间的间距。
[0036]
加工钢板时,采用数控切割机对钢板零件精切下料,利用倒棱机打磨精修切口,对于需要加工的焊接边或精度要求高的板件采用刨边机、铣边机加工。
[0037]
随后先利用移动钢板吊装机24将加工好钢板吊装到组立流水线中的传动辊流水线1上,将下翼板定位于工字型杆件组立机上,再定位腹板,随后利用180
°
移动翻转机2翻身
已组立的t型组件并定位至下翼板;将组立好的工字钢梁单元(3)传送至焊接流水线,利用45
°
翻转机(5)对工字钢梁单元(3)进行焊缝作业。
[0038]
所述的45
°
翻转机5由l型翻转架20和液压底座22组成,所述l型翻转架20和液压底座22通过铰接螺栓21连接,在l型翻转架20相对于液压底座22进行转动时,l型翻转架20沿铰接螺栓21的轴线进行转动。
[0039]
所述的180
°
移动翻转机2至少由两台90
°
移动翻转机26相互配合翻转形成的,所述90
°
移动翻转机26包括翻转臂一30、翻转臂二29、旋转轴28、扭转机27和横向行走机构31,所述翻转臂一30与翻转臂二29呈90
°
夹角,长度均为h、厚度均为δ,大截面工字钢梁单元3的高度记为a、宽度记为h,且a+δ《h《a+2δ,翻转臂一30与翻转臂二29通过旋转轴28连为一体,旋转轴28两端安装扭转机27,扭转机27底部设置横向行走机构31,所述横向行走机构31与传动辊流水线1正交,可布置在传动辊单元25间隔空隙处。
[0040]
具体的,在180
°
移动翻转机2需要带动工字钢梁单元3翻转时,扭转机27带动旋转轴28进行转动,进而通过旋转轴28带动翻转臂一30以及翻转臂二29进行旋转,使得处于竖直状态的翻转臂二29旋转至水平状态,而处于水平状态的翻转臂一30旋转至竖直状态,进而带动位于翻转臂二29与翻转臂一30之间的工字钢梁单元3旋转90
°
。
[0041]
所述的大截面工字钢梁单元3的180
°
翻转是通过以下方案实现的:在大截面工字钢梁单元3一侧插入第一台90
°
移动翻转机26,启动第一台90
°
移动翻转机翻转90
°
后,将第一台90
°
移动翻转机26反方向移出,然后在翻转90
°
后大截面工字钢梁单元3一侧再插入第二台90
°
移动翻转机26,将第二台90
°
移动翻转机26移动h+2δ+a的距离,启动第二台90
°
移动翻转机26翻转90
°
,同样将第二台90
°
移动翻转机26反方向移出,完成大截面工字钢梁单元3的180
°
翻转。
[0042]
具体的,由于横向行走机构31与传动辊流水线1的正交设置,使得位于传动辊单元25间隔处的180
°
移动翻转机2可以沿着间隔位置进行移动,所述180
°
移动翻转机2的移动方向与传动辊流水线1的运输方向相互垂直。
[0043]
本实用新型不局限于上述最佳实施方式,任何人在本实用新型的启示下都可得出其他各种形式的产品,但不论在其形状或结构上作任何变化,凡是具有与本技术相同或相近似的技术方案,均落在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1