快速稳定安装的冲压模具的制作方法
1.本技术涉及金属冲压的领域,尤其是涉及一种快速稳定安装的冲压模具。
背景技术:
2.机械加工中的冲压加工在加工工业中占有很重要的地位,钣金件的应用在机械加工中极为广泛,板材成型主要通过冲压模具来实现。采用冲压工艺,具有精度高、效率高、质量好、节约成本、节约材料和能源的优点。
3.冲压是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需要零件的一种压力加工方法。冲压模具是在冲压加工中,将材料加工成零件的一种特殊工艺装备。
4.授权公告号为cn207952376u的实用新型专利公开了一种弯曲模。该弯曲模包括模柄、凸模固定板、凸模、定位螺钉、定位板、凹模、下模板、顶料弹簧、顶件杆和圆柱销。模柄位于凸模固定板的正上方,凸模固定板和凸模通过螺钉相连接,凸模固定板和凸模有一通孔,圆柱销位于这一通孔内,凹模和下模板通过螺钉相连接,下模板中心有一通孔,顶料弹簧位于下模板的通孔内,凹模中心有一通孔,顶件杆位于凹模的通孔内,顶件杆位于顶料弹簧的上方,在凹模的上端面边缘设置有定位螺钉和定位板,定位螺钉将定位板固定在凹模上。
5.针对上述中的相关技术,发明人认为由于凹模与下模板之间以及凸模与凸模固定板之间均通过单个螺钉连接,安装时容易造成凹凸模的翘起,对冲压质量产生影响。
技术实现要素:
6.为了提高凹凸模安装的稳固性,从而提升冲压质量,本技术提供一种快速稳定安装的冲压模具。
7.本技术提供的一种快速稳定安装的冲压模具,采用如下的技术方案:
8.一种快速稳定安装的冲压模具,包括凹模基座,所述凹模基座连接有凹模,所述凹模基座滑移连接有凸模基座,所述凸模基座连接有凸模,所述凹模基座与凹模之间以及所述凸模基座与凸模之间均通过压紧组件连接,所述压紧组件包括与凹模基座或凸模基座连接的第一固定杆,所述第一固定杆与凹模或凸模抵接。
9.通过采用上述技术方案,通过第一固定杆对凹模或凸模进行抵紧固定,增大了压紧组件与凹模或凸模之间的接触面积,减少了凹凸模翘起的可能性,提高凹凸模安装的稳定性,提高零件的冲压质量。
10.可选的,所述第一固定杆包括用于与凹模抵接的第一压紧部,所述第一压紧部的两端均连接有第一连接部,所述第一压紧部与两个第一连接部一体成型,两个所述第一连接部与凹模基座连接。
11.通过采用上述技术方案,第一压紧部对凹模进行抵紧固定,第一连接部将第一固定杆与凹模基座固定连接,使得凹模与凹模基座的连接更加稳定,减少凹模翘起的可能性,提高零件的冲压质量。
12.可选的,所述压紧组件还包括第二固定杆,所述第二固定杆包括用于与凹模抵接的第二压紧部,所述第二压紧部的两端均连接有第二连接部,所述第二压紧部与两个第二连接部一体成型,两个所述第二连接部与凹模基座连接,当所述压紧组件将凹模与凹模基座固定连接时,所述第二压紧部与第一压紧部相互垂直。
13.通过采用上述技术方案,通过第二固定杆对凹模进行进一步地抵紧固定,使得凹模更加稳固地与凹模基座连接,减少凹模翘起的可能性,提高冲压质量。
14.可选的,两个所述第一连接部均与凹模基座通过连接件固定连接,两个所述第二连接部均与凹模基座通过连接件固定连接,所述第一固定杆与第二固定杆固定连接。
15.通过采用上述技术方案,通过连接件将第一连接部以及第二连接部与凹模基座固定连接,连接牢固可靠。第一固定杆与第二固定杆固定连接,能够同时将第一固定杆与第二固定杆与凹模基座稳定连接。
16.可选的,其中一个所述第一连接部与凹模基座铰接,另一个所述第一连接部与凹模基座连接,其中一个所述第二连接部与凹模基座铰接,另一个所述第二连接部与凹模基座连接。
17.通过采用上述技术方案,将一个第一连接部与凹模基座铰接,能够在安装凹模时将第一固定杆快速地与凹模基座连接。将一个第二连接部与凹模基座铰接,能够在安装凹模时将第二固定杆快速地与凹模基座连接。
18.可选的,所述第一连接部与凹模基座通过连接件固定连接,所述第二连接部与凹模基座通过连接件固定连接。
19.通过采用上述技术方案,一个第一连接部与凹模基座铰接,另一个第一连接部与凹模基座通过连接件固定连接,一个第二连接部与凹模基座铰接,另一个第二连接部与凹模基座通过连接件固定连接,能够实现第一固定杆以及第二固定杆与凹模基座快速稳定的连接。
20.可选的,所述第一连接部通过第一滑杆与凹模基座连接,所述第一滑杆滑移穿设在第一连接部中,所述第一滑杆与凹模基座滑移连接,所述第二连接部通过第二滑杆与凹模基座连接,所述第二滑杆滑移穿设在第二连接部中,所述第二滑杆与凹模基座滑移连接。
21.通过采用上述技术方案,将第一固定杆与凹模基座连接时,将第一滑杆滑移穿入第一连接部,使得第一固定杆与凹模基座快速连接。将第二固定杆与凹模基座连接时,将第二滑杆穿入第二连接部,使得第二固定杆与凹模基座快速连接。
22.可选的,所述第一固定杆平行设置有两个。
23.通过采用上述技术方案,通过设置两个平行的第一固定杆,使得压紧组件能够将凹模更好地抵紧固定在凹模基座上。
24.综上所述,本技术包括以下至少一种有益技术效果:
25.1.通过第一固定杆以及第二固定杆将凹凸模抵紧固定在基座上,增大了压紧组件与凹凸模之间的接触面积,减少了凹凸模翘起的可能性,提高凹凸模安装的稳定性,提高零件的冲压质量;
26.2.通过压紧组件与基座的不同连接方式,实现凹凸模快速稳定的连接。
附图说明
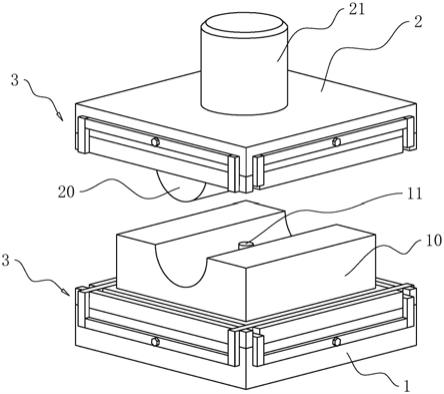
27.图1是快速稳定安装的冲压模具的结构示意图。
28.图2是实施例1中压紧组件与凹模基座的连接结构示意图。
29.图3是实施例2中压紧组件与凹模基座的连接结构示意图。
30.图4是实施例3中压紧组件与凹模基座的连接结构示意图。
31.附图标记说明:1、凹模基座;10、凹模;101、连接座;102、第一安装槽;103、第二安装槽;11、顶出杆;2、凸模基座;20、凸模;21、模柄;3、压紧组件;31、第一固定杆;311、第一压紧部;312、第一连接部;313、第一连接杆;314、第一安装杆;315、第一滑杆;32、第二固定杆;321、第二压紧部;322、第二连接部;323、第二连接杆;324、第二安装杆;325、第二滑杆。
具体实施方式
32.以下结合附图1-4,对本技术作进一步详细说明。
33.本技术实施例公开一种快速稳定安装的冲压模具。
34.参照图1,快速稳定安装的冲压模具包括凹模基座1以及凸模基座2,凸模基座2在竖直方向上与凹模基座1滑移连接。凸模基座2上固接有模柄21,模柄21用于与压力机连接。凹模基座1通过一组压紧组件3连接有凹模10,凸模基座2通过另一组压紧组件3连接有凸模20。凹模基座1在竖直方向上还滑移连接有顶出杆11。
35.通过压力机的驱动机构带动模柄21以及凸模基座2在竖直方向上移动。使得凹模10与凸模20相互配合,实现零件的冲压成型。零件完成冲压后,凹模10与凸模20分离,驱动顶出杆11将成型的零件顶出。
36.由于凹模基座1与凹模10之间以及凸模基座2与凸模20之间均通过压紧组件3连接。下面以凹模基座1与凹模10的连接结构为例,对压紧组件3进行具体阐述。
37.实施例1
38.参照图2,压紧组件3包括两个平行设置的第一固定杆31以及两个平行设置的第二固定杆32。第一固定杆31包括一体成型的第一压紧部311以及设置在第一压紧部311两端的两个第一连接部312。两个第一固定杆31通过两个第一连接杆313固定连接,第一连接杆313连接在两个第一固定杆31的第一连接部312之间。
39.参照图2,第二固定杆32包括一体成型的第二压紧部321以及设置在第二压紧部321两端的两个第二连接部322。第二连接部322与第一连接部312在水平面上相互垂直,且每个第一压紧部311均与两个第二压紧部321固定连接。两个第二固定杆32通过两个第二连接杆323固定连接,第二连接杆323连接在两个第二固定杆32的第二连接部322之间。
40.参照图2,凹模10的下端固定连接有连接座101,连接座101与凹模基座1抵接。连接座101上开设有与第一压紧部311对应设置的两个第一安装槽102,连接座101上开设有与第二压紧部321对应设置的两个第二安装槽103,第一安装槽102与第二安装槽103相互连通,且第一安装槽102的槽深大于第二安装槽103的槽深。第一压紧部311位于对应地第一安装槽102内,第二压紧部321位于对应地第二安装槽103内。
41.在进行凹模10的安装时,将连接座101放在凹模基座1上,将第一压紧部311与第一安装槽102对应放置,第二压紧部321与第二安装槽103对应放置。此时第一连接部312以及第二连接部322均与凹模基座1抵接。通过穿过第一连接杆313以及第二连接杆323的螺栓,
使压紧组件3与凹模基座1固定连接,从而实现凹模10与凹模基座1的固定连接。
42.实施例1的实施原理为:在进行凹模10的安装时,将凹模10与凹模基座1对应放置,通过压紧组件3将凹模10与凹模基座1固定连接。
43.实施例2
44.参照图3,本实施例与实施例1的不同之处在于,两个第一固定杆31通过第一安装杆314固定连接,第一安装杆314连接在两个第一固定杆31的第一连接部312之间,远离第一安装杆314的第一连接部312与凹模基座1铰接,第一安装杆314通过螺栓与凹模基座1固定连接。两个第二固定杆32通过第二安装杆324固定连接,第二安装杆324连接在两个第二固定杆32的第二连接部322之间,远离第二安装杆324的第一连接部312与凹模基座1铰接,第二安装杆324通过螺栓与凹模基座1固定连接。
45.实施例2的实施原理为:在进行凹模10的安装时,将凹模10与凹模基座1对应放置,先转动第一固定杆31,使第一压紧部311位于第一安装槽102内,再转动第二固定杆32,使得第二压紧部321位于第二安装槽103内。通过螺栓将第一安装杆314以及第二安装杆324与凹模基座1固定连接,从而实现凹模10与凹模基座1的固定连接。
46.实施例3
47.参照图4,本实施例与实施例1的不同之处在于,第一固定杆31一端的第一连接部312与凹模基座1铰接,另一端的第一连接部312开有第一通孔。凹模基座1在水平方向上滑移连接有与第一固定杆31对应的第一滑杆315,第一滑杆315能够穿设在第一连接部312的第一通孔中。第二固定杆32一端的第二连接部322与凹模基座1铰接,另一端的第二连接部322开有第二通孔,凹模基座1在水平方向上滑移连接有与第二固定杆32对应的第二滑杆325,第二滑杆325能够穿设在第二连接部322的第二通孔中。
48.实施例3的实施原理为:在进行凹模10的安装时,将凹模10与凹模基座1对应放置,先转动第一固定杆31,使第一压紧部311位于第一安装槽102内,再转动第二固定杆32,使得第二压紧部321位于第二安装槽103内。驱动第一滑杆315滑移进入第一通孔中,使第一固定杆31与凹模基座1固定连接。驱动第二滑杆325滑移进入第二通孔中,使第二固定杆32与凹模基座1固定连接,从而实现凹模10与凹模基座1的固定连接。
49.用于将凸模20固定在凸模基座2上的压紧组件3可以为上述三个实施例中的任意一种结构。
50.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1