一种用于液冷模块真空钎焊的夹具的制作方法
1.本实用新型属于真空钎焊焊接领域,具体涉及一种用于液冷模块真空钎焊的夹具。
背景技术:
2.原有的液冷模块焊接夹具尺寸长330mm
×
宽170mm
×
高110mm,由于夹具体积较大,限制了真空钎焊炉装炉量,液冷模块焊接产出量为每天8h焊接1炉6 块产出量偏低,且使用原有夹具焊接后液冷模块的变形量较大,在校正变形时一次校正合格率低,约为60%-70%。随着近几年该液冷模块的生产任务急剧增加,原有的夹具及焊接模式已满足不了现场生产需求,严重影响该产品的交付进度。
技术实现要素:
3.本技术提供一种用于液冷模块真空钎焊的夹具,能够降低焊接后液冷模块的变形量,提高了液冷模块的产出量及焊接质量。
4.为了解决上述技术问题,本技术提供一种用于液冷模块焊接的夹具,所述夹具包括:横梁、底板、左右固定夹、支撑杆、可旋转固定夹、后端固定夹、工艺压紧螺钉、陶瓷压头、夹具组装螺母、圆柱销、夹具组装螺钉,其中:
5.底板为平板结构,形状与待焊接的液冷模块的形状相匹配;底板的左右两侧分别固定安装至少3个左右固定夹,底板的后端固定安装有至少4 个固定夹;底板的前端安装有至少4个可旋转固定夹,保证可旋转固定夹在底板上可向外旋转;底板的左右两侧分别设置有至少2个支撑杆,用于连接横梁;横梁安装在支撑杆上,用于安装工艺压紧螺钉;工艺压紧螺钉安装在横梁、左右固定夹及可旋转固定夹上;所述螺母将横梁、底板固定牢靠,保证在使用过程中不发生松动;陶瓷压头安装在工艺压紧螺钉上,用于焊接时将被焊接的产品及焊料压紧压实,将工艺压紧螺钉7的夹紧力发散,使产品受力更加均匀。
6.优选的,所述夹具组装螺钉的螺纹直径为5mm,长度10mm;所述夹具组装螺钉为符合gb/t819.2-1988标准的螺钉;
7.螺母的内径为8mm,螺母为符合gb/t6170-2000标准的螺母。
8.优选的,圆柱销的直径为3mm,长度为15mm。
9.优选的,可旋转固定夹在底板上可向外旋转的角度范围为90~150
°
。
10.优选的,横梁两端的支撑杆的间距为238+3/0mm。
11.优选的,所述横梁与底板之间的高度60
±
0.1mm。
12.优选的,所述工艺压紧螺钉的力矩8-12n.m。
13.优选的,底板的结构为长260.5mm
×
宽162.5mm
×
高12mm;
14.底板上设置有35处长方槽,所述长方槽的尺寸为24mm
×
16mm;
15.底板上设置有4处m8-7h螺孔深,用于安装支撑杆4;
16.底板上设置有10处m5-7h螺孔深,用于安装左右固定夹3和可旋转固定夹5;
17.底板上设置有8处直径φ3mm的通孔,用于安装所述夹具组装螺钉11;
18.底板的硬度满足hrc48-55标准,底板的平面度为0.008mm,保证安装完夹具后夹具的底面不高出,保证最终放置在炉底板上水平平稳。
19.优选的,所述陶瓷压头为采用材料95氧化铝陶瓷制造的。
20.有益效果
21.1.该夹具结构简单,便于安装、拆卸;保证了钎焊区域的热传导,焊件加热、降温过程中对热量的转移干扰小。该夹具与原夹具相比较,体积减小,增大了装炉量;原来模块焊接产出量由每天8h焊接1炉6块提高为每天8h焊接 1炉10块,提高了生产效率;将原来焊接后模块的平面度0.22~0.38mm提高到0.03~0.16mm,大幅提高了生产效率;大幅降低了该产品在钎焊环节的加工成本。
22.2.按照每年1500块交付计算,每一炉的焊接成本约12000元人民币;原焊接夹具及原辅助支撑需要的加工费用约250(炉)
×
12000=300万元,需250 个工作日完成;新夹具的加工费用约150(炉)
×
12000=180万元,只需150 个工作日完成,可节省100个工作日。
附图说明
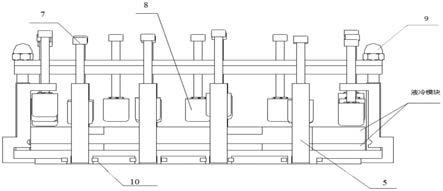
23.图1为本技术提供的一种用于液冷模块真空钎焊的夹具的主视图。
24.图2为本技术提供的一种用于液冷模块真空钎焊的夹具的俯视图。
25.图3为本技术提供的一种用于液冷模块真空钎焊的夹具的左视图。
26.图4为本技术提供的一种用于液冷模块真空钎焊的夹具的仰视图。
27.其中:1-横梁、2-底板、3-左右固定夹、4-支撑杆、5-可旋转固定夹、6
‑ꢀ
后端固定夹、7-工艺压紧螺钉、8-陶瓷压头、9-夹具组装螺母、10-圆柱销、 11-夹具组装螺钉。
具体实施方式
28.实施例一
29.如图1-4所示,本技术提供一种用于液冷模块真空钎焊的夹具,该夹具结构分11部分,包括:横梁1、底板2、左右固定夹3、支撑杆4、可旋转固定夹5、后端固定夹6、工艺压紧螺钉7、陶瓷压头8、夹具组装螺母9、圆柱销 10、夹具组装螺钉11。
30.所述夹具组装螺钉11、m5
×
10(代号gb/t819.2-1988),其特征在于将左右固定夹3、后端固定夹6安装在底板2上,保证左右固定夹3左右两端之间的内腔尺寸238(+3/0)mm。
31.所述圆柱销10、3
×
15mm,其特征在于将可旋转固定夹5安装在底板2上,保证可旋转固定夹5在底板2上可向外旋转90~150
°
。
32.所述支撑杆4其特征在于安装在底板2上,保证左右内腔尺寸238(+3/0) mm;用于连接横梁1。
33.所述横梁1其特征在于安装在支撑杆4上,保证与底板2之间的内腔尺寸 60
±
0.1mm;用于安装10组工艺压紧螺钉7。
34.所述工艺压紧螺钉7其特征在于安装在横梁1、左右固夹定3及可旋转固定夹5上,保证在横梁1、左右固定夹3及可旋转固定夹5上旋入或旋出时比较顺畅,并保证力矩8-12n.m。
35.所述螺母9、m8(代号gb/t6170-2000),其特征在于将横梁1、底板2固定牢靠,保证
在使用过程中不发生松动。
36.所述底板2结构长260.5mm
×
宽162.5mm
×
高12mm。仰视图中有35处长方槽尺寸分别为24mm
×
16mm(通)主要功能减轻夹具的重量及增加辐射热的传导。底板2上有4处m8-7h螺孔深(通),用于安装支撑杆4;底板2有10处m5-7h 螺孔深(通),用于安装左右固定夹3、可旋转固定夹5;底板2上有8处直径φ 3mm的通孔,其特征用于安装夹具组装螺钉11;底板2热处理保证hrc48-55,平面度为0.008mm,保证安装完夹具后夹具的底面不高出,保证最终放置在炉底板上水平平稳。
37.所述陶瓷压头8,材料95氧化铝陶瓷,其特征用于安装在工艺压紧螺钉7 上,用于焊接时将被焊接的液冷模块焊料压紧压实。安装在工艺压紧螺钉7上的目的主要是将工艺压紧螺钉7的夹紧力发散,使液冷模块受力更加均匀。其特点吸水率低,在焊接时释放出的水汽小,有利于焊接,非常环保;机械强度高、耐磨性好、耐腐蚀性好,价格低廉,可长期反复使用;导热率高而且热稳定性好,不影响焊接时热量传导。
38.实施例三
39.新夹具使用方法:将上述所有零件按照要求组装后,放置在平台上;
40.将可旋转固定夹5可旋转固定夹朝向操作者,将可旋转固定夹5向外轻拉并向外翻转。
41.将准备好的焊接液冷模块水平装入夹具内,保证液冷模块前后左右与左右固定夹3、可旋转固定夹5没有接触。
42.将可旋转固定夹5向回翻转至原来位置,手动轻拧可旋转固定夹5上安装的工艺压紧螺钉7。
43.用带有力矩的电动螺丝刀有内向外拧紧工艺压紧螺钉7。
44.检查拧紧后的所有工艺压紧螺钉7是否有松动,若有需再次拧紧,拧紧力矩(8-12n.m。)。
45.将新夹具和液冷模块组装完成后水平放入焊接炉中完成焊接。
46.综上所述,本实用新型涉及一种提升液冷模块真空钎焊精度及产出量的夹具。该夹具结构分11部分,包括:横梁1、底板2、左右固定夹3、支撑杆4、可旋转固定夹5、后端固定夹6、工艺压紧螺钉7、陶瓷压头8、夹具组装螺母9、圆柱销10、夹具组装螺钉11。该新夹具的主体材料均采用1cr18ni9ti奥氏体不锈钢,陶瓷压头采用95瓷。通过发明一种用于液冷模块真空钎焊的夹具,将原来液冷模块焊接产出量由每天8h焊接1炉6块提高为每天8h焊接1炉10 块,提高了生产效率;将原来液冷模块焊接后的平面度由0.22~0.38mm提高到 0.03~0.16mm,提高焊接质量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1