一种三回转臂弧焊机器人辅助焊接装置的制作方法
1.本实用新型涉及弧焊机器人辅助焊接领域,具体涉及一种三回转臂弧焊机器人辅助焊接装置。
背景技术:
2.扁钢的优点是重量轻、强度高,用扁钢焊接的桌椅产品,结实耐用,性价比很高。弧焊机器人,焊接效率高,焊接质量更好。但是,在桌椅工件焊接使用弧焊机器人后焊接效率仍然较低。究其原因是,对单一t形工件,弧焊机器人弧焊时间短,人工设置时间长。如,一节竖置的扁钢与一节横置的扁钢腰间对焊,构成桌椅t形工件,桌椅t形工件正面焊缝只有100毫米,弧焊机器人焊接焊缝的速度是150毫米/分,这样弧焊机器人焊接桌椅t形工件正面、背面接缝,总共花费不到2分钟;再看,人工设置桌椅t形工件,则需要花费时间5分钟;这是典型的机器人在等人,是人工设置环节拖累了机器人的焊接效率,但是人工设置桌椅t形工件又是不可避免的;因此,有必要研究气动桌椅t形工件夹具,替代人工设置,提高焊接效率。采用气动桌椅t形工件夹具设置桌椅t形工件的时间,缩短到2分钟,接近机器人焊接时间。气动夹具提高了人工设置效率,下一课题是如何让机器人焊接不停或少停。考虑弧焊机器人四周,必须留有安全工作圆域:以机器人为圆心,以机器人手臂未端灵活运动距离为半径,画出机器人安全工作圆域。机器人焊接时,人工是不允许进入该机器人安全工作圆域。在机器人安全工作圆域外,竖立设置回转臂电机,回转臂电机驱动回转圆盘,回转圆盘上安装的3个回转臂;其中,两回转臂之间的夹角是120度;在回转臂外端竖立安装夹具电机,夹具电机轴连接桌椅t形工件夹具,构成一个辅助焊接工位;三个回转臂构成三个辅助焊接工位。工作期间,回转臂电机驱动回转圆盘每次转动120度,回转圆盘上的3个回转臂中只有一个回转臂进入机器人安全工作圆域。回转臂轮流进入该机器人安全工作圆域,客观上让机器人少停,从而提高焊接效率;机器人安全工作圆域外,人工在回转臂桌椅t形工件夹具上安装工件,回转臂转动送入工件到弧焊机器人安全工作圆域,供机器人焊接;在机器人焊接期间,人工在下一回转臂桌椅t形工件夹具上安装工件,当焊接结束后回转臂再次转动,上一回转臂送出工件焊接,同时下一回转臂送入工件。同样在机器人焊接期间,人工在下一回转臂桌椅t形工件夹具上安装工件,人工在上上一回转臂桌椅t形工件夹具上拆卸工件,当焊接结束后回转臂再次转动,上一回转臂送出工件焊接,同时下一回转臂送入工件;焊接持续,不断重复以上过程。总结,回转臂顶端的辅助焊接工位,轮流进入弧焊机器人安全工作圆域,供机器人焊接;其余两个辅助焊接工位远离弧焊机器人安全工作圆域,分别是人工拆卸工位、安装工位。三工位轮流进入机器人安全工作圆域,就可以让弧焊机器人连续工作,提高焊接效率。
技术实现要素:
3.针对在桌椅t形工件机器人焊接领域,出现机器人闲着在等人,焊接效率低的缺陷,采用三回转臂辅助焊接装置,其中一工位进入弧焊机器人安全工作圆域;安全工作圆域
外,其余两工位依次是检查、拆卸工位。轮流进入避免“机器人等人
”ꢀ
,提高焊接效率。
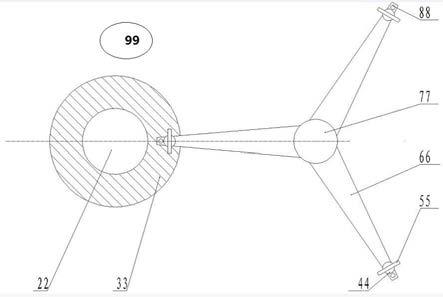
4.本实用新型一种三回转臂弧焊机器人辅助焊接装置,其特征是,如图1所示,该三回转臂弧焊机器人辅助焊接装置包括弧焊机器人(22)、机器人安全工作圆域(33)、夹具电机(44)3个、回转臂(66)3个、回转臂电机(77)、桌椅t形工件夹具(55)3个、桌椅t形工件设置成功按钮(88)3个和弧焊机器人控制主机(99),弧焊机器人(22)周围是机器人安全工作圆域(33),回转臂电机(77)竖立安装在安全工作圆域外的一侧场地上;回转臂电机(77)轴连接回转圆盘,回转圆盘上安装3个等长的回转臂(66),3个回转臂(66)的旋转平面垂直于回转臂电机(77)轴,两相邻回转臂(66)之间的夹角是120度;
5.回转臂电机(77)每次转动120度,三个回转臂中只有一个回转臂(66)的顶端垂直进入机器人安全工作圆域内,该回转臂(66)与弧焊机器人(2)和回转臂电机(77)的连线重合,其余两个回转臂(66)的顶端均在机器人安全工作圆域外;在3个回转臂(66)的顶端,竖立安装夹具电机(44);夹具电机(44)的竖轴轴连接桌椅t形工件夹具(55),桌椅t形工件夹具(55)转轴与夹具电机(44)同轴;三个夹具电机(44)竖轴与回转臂电机(77)竖轴平行;回转臂电机(77)电连接弧焊机器人控制主机(99);回转臂(66)顶端的夹具电机(44)、桌椅t形工件设置成功按钮(88)、和弧焊机器人(22),电连接弧焊机器人控制主机(99);3个回转臂(66)顶端的桌椅t形工件夹具(55)的竖轴与回转臂电机(77)的竖轴平行。
6.本实用新型的应用原理说明;在机器人安全工作圆域外,竖立设置回转臂电机,回转臂电机驱动回转圆盘,回转圆盘上安装的3个回转臂,其中,相邻两回转臂之间的夹角是120度;3个回转臂轮流进入机器人安全工作圆域;在回转臂外端竖立安装夹具电机,夹具电机轴连接桌椅t形工件夹具,构成一个辅助焊接工位;三个回转臂构成三个辅助焊接工位。工作期间,回转臂电机驱动回转圆盘每次转动120度,回转圆盘上的3个回转臂中只有一个回转臂进入机器人安全工作圆域。回转臂轮流进入该机器人安全工作圆域,客观上让机器人少停,从而提高焊接效率;机器人安全工作圆域外,人工在回转臂桌椅t形工件夹具上安装工件,回转臂转动送入工件到弧焊机器人安全工作圆域,供机器人焊接;在机器人焊接期间,人工在下一回转臂桌椅t形工件夹具上安装工件,当焊接结束后回转臂再次转动,上一回转臂送出工件焊接,同时下一回转臂送入工件。同样在机器人焊接期间,人工在下一回转臂桌椅t形工件夹具上安装工件,人工在上上一回转臂桌椅t形工件夹具上拆卸工件,当焊接结束后回转臂再次转动,上一回转臂送出工件焊接,同时下一回转臂送入工件;焊接持续,不断重复以上过程。总结,回转臂顶端的辅助焊接工位,轮流进入弧焊机器人安全工作圆域,供机器人焊接;其余两辅助焊接工位远离弧焊机器人安全工作圆域,分别是人工拆卸工位、安装工位。三辅助工位轮流进入机器人安全工作圆域,就可以让弧焊机器人连续工作,提高焊接效率。
7.工位焊件过程:在桌椅t形工件夹具(55)上,用裁剪好的扁钢节,人工设置桌椅t形工件;该桌椅t形工件正面的接缝面对机器人,机器人末端手臂,出手焊接;桌椅t形工件正面接缝焊接结束后,机器人末端手臂回避,夹具电机(44)驱动桌椅t形工件夹具(55)旋转180度;桌椅t形工件夹具(55)背面的凸字形窗口, 即桌椅t形工件背面接缝,面对机器人,机器人再次出手焊接;一个工位的桌椅t形工件焊接结束后,机器人末端手臂收回,等待机器人控制柜主机的命令;如果,此时人工设置桌椅t形工件结束,即已经按下人工设置桌椅t形工件完成按钮,回转臂电机(77)驱动回转臂旋转120度,另一端人工设置好的工位,供机
器人焊接过程一样;上一端工位上,人工拆卸焊接好的桌椅t形工件;上上一端工位上,设置桌椅t形工件,按下人工设置桌椅t形工件完成按钮,等待回转臂电机(77)旋转,等待机器人焊接。如果,人工设置桌椅t形工件完成按钮没有按下,虽然弧焊机器人焊接已经结束,弧焊机器人控制主机停下来,等待人工设置桌椅t形工件完成按钮信号;直到桌椅t形工件完成按钮按下,弧焊机器人控制主机控制回转臂电机(77)、回转臂(66)转动120度,获得回转臂定位传感器(99)到位信号后,桌椅t形工件焊缝对准机器人后停止转动。
8.本实用新型的有益之处是,3个回转臂中的一个在机器人安全工作圆域焊接,其余2个回转臂均在机器人工作圆域外;机器人焊接工件的同时,人工在拆卸或安装工件,三过程互不交叉影响,缩短机器人等待时间,提高焊接效率,实现小批量产品的焊接自动化。
附图说明
9.图1一种三回转臂弧焊机器人辅助焊接装置的硬件布局俯视图。
10.图2一种三回转臂弧焊机器人辅助焊接装置的t形桌椅工件气动夹具的俯视图。
11.图3一种三回转臂弧焊机器人辅助焊接装置的t形桌椅工件气动夹具的侧视图。
12.图中: 1、夹具基板转轴,2、夹具基板转轴凸块,3、气动夹具(左),4、外方内凸字形镂空夹具基板,5、可调节横向定位块,6、双u形槽板,7、扁钢槽型基座,7.1、扁钢槽型基座(左),7.2、扁钢槽型基座(右),7.3、扁钢槽型基座(下),7.4、扁钢槽型基座(上),9、滑块,10、滑杆,11、连杆,12、连杆连接凸块,13、竖向挤压块,14、桶状弹簧,15、竖置扁钢节,16、横置扁钢节,17、气动夹具(右),18、气动夹具(竖),19、连杆与滑块固定螺丝,22、弧焊机器人,33、弧焊机器人工作场地圆域,44、夹具电机, 55、桌椅t形工件夹具,66、回转臂,77、回转臂电机, 88、回转臂上桌椅t形工件设置成功按钮,99、弧焊机器人控制主机。
具体实施方式
13.具体实施例,以某公司桌椅生产流水线上的桌椅t形工件弧焊机器人为例,说明如下:对照图1所示,弧焊机器人采用六轴机器人,本体半径20厘米,弧焊机器人末端活动范围半径80厘米;对应机器人的工作场地圆域,是以弧焊机器人为圆心、半径为80厘米的圆域。弧焊机器人工作期间,人工不能进入机器人的安全工作场地圆域。弧焊机器人控制主机,采用原六轴机器人控制柜pic处理器模块。桌椅t形工件的半径是20厘米。回转臂的长度是80厘米,回转臂电机到机器人的距离大于100厘米,保证转动时回转臂顶端的桌椅t形工件不接触机器人。桌椅t形工件,安装在桌椅t形工件夹具上,桌椅t形工件夹具安装在夹具电机上,夹具电机安装回转臂顶端;夹具电机选用vemt减速伺服电机,由减速伺服电机带动夹具转动,每次转动180度,夹具不能逆带动伺服电机转动。夹具电机(44)竖立嵌入安装在回转臂(66)的顶端,轴连接器的一端机械连接夹具电机(44)轴,另一端机械连接桌椅t形工件夹具(55),桌椅t形工件夹具(55)转轴与夹具电机(44)同轴;桌椅t形工件夹具(55)是气动夹具,人工把扁钢t形放置,打开气阀,气缸活塞把t形工件夹紧,等待焊接。回转臂电机(77)采用蜗杆蜗轮减速电机,确保每次转动到位。回转臂电机(77)电连接弧焊机器人控制主机;回转臂(66)顶端的步进电机、桌椅t形工件设置成功按钮(88)和弧焊机器人(22),电连接弧焊机器人控制主机;3个回转臂(66)顶端的桌椅t形工件夹具(55)的转轴与回转臂电机竖轴,四轴平行;人工设置桌椅t形工件完成按钮,按钮内部设置惯性复位装置,按下后按钮显示
绿色,一旦回转臂(66)旋转,立刻触发复位,按钮显示红色。回转臂中心转轴安装在桌椅t形工件夹具,安装在回转臂顶端的夹具电机上。桌椅t形工件夹具,绕夹具电机的转轴旋转,桌椅t形工件每次转动180度。每次转动结束后,桌椅t形工件的焊缝,正面面向机器人,焊缝全部在机器人安全焊接圆域内。桌椅t形工件焊缝对准机器人,焊接机器人开始焊接。弧焊机器人三回转臂辅助焊接装置,是在气动桌椅t形工件夹具使用中的进一步改进。在气动桌椅t形工件夹具的使用中,为了在机器人焊接效率,增加回转臂数量,人工方便在另一回转臂端拆卸或安装桌椅t形工件,从而提高机器人焊接效率。而且回转臂数量越大,效率越高。制造桌椅过程:按照桌椅图纸,先把扁钢或方钢裁剪成一定长度的节块;然后在夹具基板上,人工把扁钢或方钢节块在夹具上直角对接,横向扁钢夹具夹持的横向扁钢节,与竖向扁钢夹具夹持的竖向扁钢节,在竖向弹簧滑杆挤压装置挤压下,构成t形工件;在桌椅t形工件夹具(55)上,用裁剪好的扁钢节,人工设置桌椅t形工件;该桌椅t形工件正面的接缝面对机器人,机器人末端手臂,出手焊接;桌椅t形工件正面接缝焊接结束后,机器人末端手臂回避,夹具电机(44)驱动桌椅t形工件夹具(55)旋转180度;桌椅t形工件夹具(55)背面的凸字形窗口, 即桌椅t形工件背面接缝,面对机器人,机器人再次出手焊接;一个工位的桌椅t形工件焊接结束后,机器人末端手臂收回,等待机器人控制主机的命令;如果人工设置桌椅t形工件结束,已经按下人工设置桌椅t形工件完成按钮,回转臂,旋转120度,人工设置好的工位供机器人焊接;上一工位上,人工拆卸焊接好的桌椅t形工件;上上工位上,安装桌椅t形工件,按下人工设置桌椅t形工件完成按钮,等待回转臂电机旋转,等待机器人焊接。
14.本实用新型的有益之处是,3个回转臂中的一个在机器人安全工作圆域焊接,其余2个回转臂均在机器人工作圆域外;机器人焊接工件的同时,人工在拆卸或安装工件,三过程互不交叉影响,缩短机器人等待时间,提高焊接效率,实现小批量产品的焊接自动化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1