一种快换式尾裙板焊接系统的制作方法
1.本实用新型涉及汽车生产焊接用设备,具体涉及一种快换式尾裙板焊接系统。
背景技术:
2.如图1所示,尾裙板包括:主板体、软性板、四脚板以及斜板,在主板体两端内均需要安装四脚板,四脚板形成哟四个脚,使得四脚板中部与主板体之间有空间,四脚板中部开设第一窗口、四脚板背离主板体中心的一侧开设第二窗口;主板体一边缘向上翘,主板体另一相对边缘上立有软性板,软性板采用软性材料制成,软性板顶部边缘相背离主板体上翘边缘的一侧延伸形成延伸边缘;在主板体背离软性板一侧紧贴有一斜板,斜板位于主板体中部,主板体在此处向中间隆起,隆起处开设有第一穿孔,在斜板上开设有第二穿孔,第一穿孔和第二穿孔有两对。
3.焊接时需要使用夹具将尾裙板各个部件进行夹紧。由于工作台上可能是不同的夹具,这样就可以使用一套焊接机器人,焊接不同的工件,因此:为了方便使用,一般夹具和工作台需要分离设置,工作台是用来焊接时支撑夹具的。
4.而现有技术中,采用叉车等直接移动夹具,将夹具移动到工作台上,或者从工作台上转移走,但是没有结构来实现夹具与工作台对准,使得后续焊接点位置不精确,导致焊接后工件质量降低。
技术实现要素:
5.本实用新型要提供一种快换式尾裙板焊接系统,解决现有技术中不方便实现夹具与工作台定位的问题。
6.为实现上述目的,本实用新型采用了如下的技术方案:
7.本实用新型公开了一种快换式尾裙板焊接系统,包括:夹具,其包括:底板以及夹持机构,底板上安装有夹持机构,夹持机构用于夹持尾裙板;支撑底座,其安装在工作平面上,支撑底座用于支撑底板;以及锁紧装置,其包括:待锁紧板、支撑板、定位柱以及锁紧机构,支撑底座上安装有支撑板,支撑板上安装有锁紧机构,支撑板上方安装有与底板固定的待锁紧板,待锁紧板与支撑板之间通过锁紧机构可拆卸连接,在支撑板上安装有定位柱,定位柱顶端为圆锥台型结构,定位柱顶端用于穿过待锁紧板上开设的定位孔。
8.优选的是,锁紧机构包括:锁杆、铰接轴以及锁紧臂,锁杆为n型结构,锁杆封闭端用于勾住待锁紧板,锁杆两开端固定至铰接轴,铰接轴与锁紧臂中部铰接,锁紧臂一端与支撑板铰接,锁紧臂另一端中部延伸形成卡扣部,卡扣部用于与支撑板锁紧定位。
9.优选的是,在待锁紧板上安装有锁钩,锁钩与锁杆配合锁紧。
10.优选的是,在支撑板一侧安装有安装板,安装板与锁紧臂一端铰接,安装板上开设有卡扣板,卡扣板开设有供卡扣部卡扣配合的卡扣孔。
11.优选的是,安装板开设有供卡扣板穿过的穿孔,卡扣板边缘凸出形成环形边缘,环形边缘被压紧在安装板与支撑板之间,安装板与支撑板通过螺钉连接。
12.优选的是,定位柱包括:圆锥段、圆柱段以及螺杆段,圆锥段小端位于圆锥段大端上方,圆锥段大端连接至螺杆段,圆锥段以及圆柱段均位于支撑板上方,圆锥段和圆柱段用于插入至定位孔内,螺杆段穿过支撑板,螺杆与圆柱段之间形成台阶,螺杆螺纹连接有螺母,螺母与台阶配合夹紧支撑板。
13.优选的是,夹持机构包括:用于夹持四脚板的夹持组件,夹持组件包括:安装座、第一气缸、压紧臂、压紧块、第二气缸、安装臂、旋转臂以及支撑臂,安装座与压紧臂中部铰接,压紧臂一端与第一气缸的活塞杆铰接,第一气缸外壳安装在安装座上,旋转臂另一端安装有压紧块,压紧块用于压紧在四脚板上表面上,在压紧臂上安装有压紧块旁的第二气缸,第二气缸外壳上固定至安装臂一端,安装臂另一端铰接至支撑臂一端,支撑臂中部铰接至旋转臂一端,旋转臂另一端铰接至第二气缸的活塞杆,支撑臂另一端用于穿过四脚板窗口后支撑在四脚板底面上。
14.相比于现有技术,本实用新型具有如下有益效果:
15.1)通过设置待锁紧板以及支撑板,实现了将夹具与支撑底座之间距离加大,也就是底板与支撑底座上表面之间距离较大,从而方便叉车插入,方便叉车将夹具转移;
16.2)通过设置锁紧机构,实现了将底板锁紧定位在支撑底座上,从而实现了将夹具与支撑底座定位,支撑底座相当于现有技术的工作台,保证了焊接点准确,保证了焊接后产品的质量,与此同时,锁紧机构限制了夹具相对支撑底座移动,避免了在焊接过程中因为受力等情况而导致夹具相对支撑底座发生位移,从而进一步保证焊接点位置准确,进一步提高了产品质量。
17.本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
附图说明
18.图1为尾裙板的结构示意图;
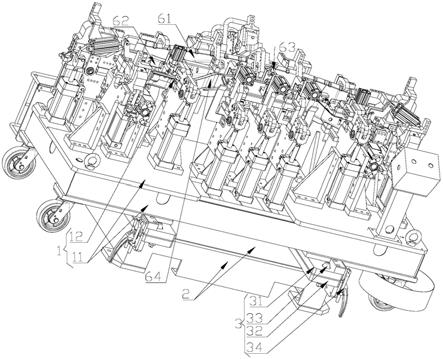
19.图2为尾裙板焊接夹具的结构示意图;
20.图3为图2中锁紧机构处的放大图;
21.图4为夹持四脚板和软性板处的夹持机构的放大图;
22.图5为底板与支撑底座处的结构示意图
23.附图标记:夹具1、底板11、夹持机构12、安装座121、第一气缸122、压紧臂123、压紧块124、第二气缸125、安装臂126、旋转臂127、支撑臂128、支撑底座2、锁紧装置3、待锁紧板31、支撑板32、定位柱33、锁紧机构34、锁杆341、铰接轴342、锁紧臂343、锁钩344、卡扣板345、安装板346、主板体61、四脚板62、斜板63、软性板64。
具体实施方式
24.为了使本实用新型实现的技术手段、创作特征、达成目的与作用更加清楚及易于了解,下面结合附图和具体实施方式对本实用新型作进一步阐述:
25.如图1至图5所示,本实用新型公开了一种快换式尾裙板焊接系统,包括:夹具1,其包括:底板11以及夹持机构12,底板11上安装有夹持机构12,夹持机构12用于夹持尾裙板;支撑底座2,其安装在工作平面上,支撑底座2用于支撑底板11;以及锁紧装置3,其包括:待
锁紧板31、支撑板32、定位柱33以及锁紧机构34,支撑底座2上安装有支撑板32,支撑板32上安装有锁紧机构34,支撑板32上方安装有与底板11固定的待锁紧板31,待锁紧板31与支撑板32之间通过锁紧机构34可拆卸连接,在支撑板32上安装有定位柱33,定位柱33顶端为圆锥台型结构,定位柱33顶端用于穿过待锁紧板31上开设的定位孔。
26.为了设计结构简单的锁紧机构34,锁紧机构34包括:锁杆341、铰接轴342以及锁紧臂343,锁杆341为n型结构,锁杆341封闭端用于勾住待锁紧板31,锁杆341两开端固定至铰接轴342,铰接轴342与锁紧臂343中部铰接,锁紧臂343一端与支撑板32铰接,锁紧臂343另一端中部延伸形成卡扣部,卡扣部用于与支撑板32锁紧定位。卡扣部用于限定锁紧臂343位于勾住待锁紧板31的位置,从而实现锁紧,方便定位。
27.为了方便待锁紧板31与锁杆341的配合,在待锁紧板31上安装有锁钩344,锁钩344与锁杆341配合锁紧。
28.为了方便提供卡扣孔,在支撑板32一侧安装有安装板346,安装板346与锁紧臂343一端铰接,安装板346上开设有卡扣板345,卡扣板345开设有供卡扣部卡扣配合的卡扣孔。
29.为了方便在卡扣板345上开设卡扣孔,且方便实现安装安装板346就可以实现安装卡扣板345,安装板346开设有供卡扣板345穿过的穿孔,卡扣板345边缘凸出形成环形边缘,环形边缘被压紧在安装板346与支撑板32之间,安装板346与支撑板32通过螺钉连接。
30.为了设计结构简单的定位柱33,且实现叉车释放夹具1后夹具1有稍微便宜时能够实现通过定位柱33导向到准确的位置,定位柱33包括:圆锥段、圆柱段以及螺杆段,圆锥段小端位于圆锥段大端上方,圆锥段大端连接至螺杆段,圆锥段以及圆柱段均位于支撑板32上方,圆锥段和圆柱段用于插入至定位孔内,螺杆段穿过支撑板32,螺杆与圆柱段之间形成台阶,螺杆螺纹连接有螺母,螺母与台阶配合夹紧支撑板32。
31.为了设计结构简单的夹持机构12,实现既能夹持四脚板62,又能实现四脚板62安装时压紧块124和支撑臂128均旋转到不阻碍四脚板62安装的位置,夹持机构12包括:用于夹持四脚板62的夹持组件,夹持组件包括:安装座121、第一气缸122、压紧臂123、压紧块124、第二气缸125、安装臂126、旋转臂127以及支撑臂128,安装座121与压紧臂123中部铰接,压紧臂123一端与第一气缸122的活塞杆铰接,第一气缸122外壳安装在安装座121上,旋转臂127另一端安装有压紧块124,压紧块124用于压紧在四脚板62上表面上,在压紧臂123上安装有压紧块124旁的第二气缸125,第二气缸125外壳上固定至安装臂126一端,安装臂126另一端铰接至支撑臂128一端,支撑臂128中部铰接至旋转臂127一端,旋转臂127另一端铰接至第二气缸125的活塞杆,支撑臂128另一端用于穿过四脚板62窗口后支撑在四脚板62底面上。
32.在安装座121上固定形成有支撑块,压紧臂123上安装有配合块,配合块与支撑块配合夹紧软性板64,从而实现了压紧臂123的旋转不仅可以实现压紧四脚板62,也能够实现从竖直方向上夹紧软性板64,实现从竖直方向上对软性板64进行定位。
33.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1