一种聚合物锂电池极耳焊接设备的制作方法
1.本实用新型涉及锂电池生产设备领域,具体是一种聚合物锂电池极耳焊接设备。
背景技术:
2.极耳是锂离子聚合物电池产品的配件之一,电池是分正负极的,极耳就是从电芯中将正负极引出来的金属导电体,锂电池在安装极耳时,需要通过专门的焊接设备进行焊接固定。
3.现有中国专利公开了一种锂电池极耳超声波焊接机,授权公告号为cn210703078u,公开日期为2020-06-09,该专利技术包括焊接机主体、底台、支撑柱、工作台、底板、活动板、连接结构和抬高结构,解决了现有的超声波焊接机不能适应不同的焊接需求,同时不便于对加工时粘有的污物进行清理的问题。但该专利中在对极耳进行焊接时没有限位结构,需要人为地进行限位,存在一定的危险性,同时加工块在移动时摩擦力较大,移动较为不便。针对这种情况,本领域技术人员提供了一种聚合物锂电池极耳焊接设备。
技术实现要素:
4.本实用新型的目的在于提供一种聚合物锂电池极耳焊接设备,以解决上述背景技术中提出的焊接时没有限位结构、移动操作时较为不便的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种聚合物锂电池极耳焊接设备,包括机台,机台的邻边设置有控制器,机台的底部设置有底板,机台的一侧设置有固定框,固定框的顶端面设置有换能器,固定框的内侧设置有变幅杆,变幅杆的端部设置有焊接头,底板的顶部表面一侧设置有安装座,安装座的顶部内侧设置有加工块,安装座的顶部侧边表面对称开设有通孔,加工块的表面开设有移动槽,通孔与移动槽的内部设置有固定卡销,所述加工块的顶端面设置有限位组件;
6.所述限位组件包括固定块,固定块对称设置于加工块的顶部侧边表面边缘处,固定块的内侧设置有旋转轴,固定块的内侧表面开设有供旋转轴插入的限位槽,旋转轴的表面中部设置有凸板,旋转轴的表面端部对称设置有限位板,限位板的内侧顶部表面均匀设置有多个橡胶凸起。
7.作为本实用新型再进一步的方案:所述安装座的内侧底部设置有滑动组件,滑动组件包括固定槽,固定槽均匀开设于安装座的内侧底部表面,固定槽的内部设置有条形板,条形板与固定槽卡合连接,条形板的顶端面均匀开设有多个凹槽,凹槽的内部设置有滚珠,滚珠的表面与加工块的底端面滚动贴合,便于减少加工块与安装座的摩擦力。
8.作为本实用新型再进一步的方案:所述限位板的长度与加工块的端面长度相等,限位板的数量有两个,便于对锂电池极耳进行限位固定。
9.作为本实用新型再进一步的方案:所述凸板的横截面呈矩形,凸板的长度为旋转轴长度的三分之一,便于拨动旋转轴。
10.作为本实用新型再进一步的方案:所述橡胶凸起的端面为弧面,橡胶凸起的厚度为两毫米,便于减少碰撞损伤。
11.作为本实用新型再进一步的方案:所述条形板的底端面宽度与固定槽的开口处宽度相等,固定槽与条形板的数量相同,且均有五个。
12.作为本实用新型再进一步的方案:所述凹槽的开口处宽度为滚珠内部直径的二分之一,便于加工块进行移动。
13.与现有技术相比,本实用新型的有益效果是:
14.1、通过设计的限位组件便于对锂电池极耳在焊接时进行限位固定,使得焊接效果较好,同时也便于提高焊接设备使用的安全性,实用性较好;
15.2、通过设计的滑动组件减少加工块与安装座之间的摩擦力,使得加工块在移动时较为方便,同时也便于更换安装滚珠,操作简单方便。
附图说明
16.下面结合附图对本实用新型作进一步的说明。
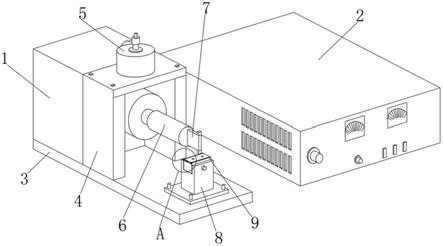
17.图1为本实用新型的立体示意图;
18.图2为图1中a区域的放大示意图;
19.图3为图2中限位板的正视示意图;
20.图4为图1中安装座的剖面放大示意图;
21.图5为图4中b区域的放大示意图。
22.图中:1、机台;2、控制器;3、底板;4、固定框;5、换能器;6、变幅杆;7、焊接头;8、安装座;9、加工块;10、限位组件;11、通孔;12、移动槽;13、固定卡销;14、滑动组件;101、固定块;102、限位槽;103、旋转轴;104、限位板;105、凸板;106、橡胶凸起;141、固定槽;142、条形板;143、凹槽;144、滚珠。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,请参阅图1~5,本实用新型实施例如下:
24.一种聚合物锂电池极耳焊接设备,包括机台1,机台1的邻边设置有控制器2,机台1的底部设置有底板3,机台1的一侧设置有固定框4,固定框4的顶端面设置有换能器5,固定框4的内侧设置有变幅杆6,变幅杆6的端部设置有焊接头7,底板3的顶部表面一侧设置有安装座8,安装座8的顶部内侧设置有加工块9,安装座8的顶部侧边表面对称开设有通孔11,加工块9的表面开设有移动槽12,通孔11与移动槽12的内部设置有固定卡销13,加工块9的顶端面设置有限位组件10;
25.在图2和图3中:限位组件10包括固定块101,固定块101对称设置于加工块9的顶部侧边表面边缘处,固定块101的内侧设置有旋转轴103,固定块101的内侧表面开设有供旋转轴103插入的限位槽102,旋转轴103的表面中部设置有凸板105,凸板105的横截面呈矩形,凸板105的长度为旋转轴103长度的三分之一,便于拨动旋转轴103,旋转轴103的表面端部对称设置有限位板104,限位板104的长度与加工块9的端面长度相等,限位板104的数量有两个,便于对锂电池极耳进行限位固定,限位板104的内侧顶部表面均匀设置有多个橡胶凸
起106,橡胶凸起106的端面为弧面,橡胶凸起106的厚度为两毫米,便于减少碰撞损伤。
26.在图4和图5中:安装座8的内侧底部设置有滑动组件14,滑动组件14包括固定槽141,固定槽141均匀开设于安装座8的内侧底部表面,固定槽141的内部设置有条形板142,条形板142的底端面宽度与固定槽141的开口处宽度相等,固定槽141与条形板142的数量相同,且均有五个,条形板142与固定槽141卡合连接,条形板142的顶端面均匀开设有多个凹槽143,凹槽143的内部设置有滚珠144,凹槽143的开口处宽度为滚珠144内部直径的二分之一,便于加工块9进行移动,滚珠144的表面与加工块9的底端面滚动贴合,便于减少加工块9与安装座8的摩擦力。
27.本实用新型的工作原理是:在使用时,首先按压凸板105,使得凸板105带动旋转轴103进行旋转,这时旋转轴103的端部会在限位槽102的内部转动,同时旋转轴103会带动限位板104向加工块9的顶部转动,直至限位板104旋转至合适的高度时,这时将待焊接的锂电池极耳放置在加工块9的顶端面,此时再松开手,使得限位板104通过旋转轴103向加工块9的顶端面移动,使得橡胶凸起106的端面与锂电池极耳的表面贴合连接,同时也减少了碰撞损伤;
28.在对锂电池极耳进行焊接时,首先启动控制器2,这时换能器5会带动变幅杆6进行上下的移动,这时焊接头7会对锂电池极耳进行焊接,焊接好其中一个极耳后,需要推动加工块9进行移动,此时固定卡销13的表面会与移动槽12的表面滑动连接,同时加工块9的底端面与凹槽143内部滚珠144的表面滚动贴合,从而减少了摩擦力,这时焊接头7即可对另外一个极耳进行焊接,操作简单方便。
29.以上所述的,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1