一种端内凹弧面铣刀的制作方法
1.本实用新型涉及铣刀领域,特别涉及一种端内凹弧面铣刀。
背景技术:
2.铣刀是用于铣削加工、具有一个或多个刀齿的旋转刀具,工作时各刀齿依次间歇地切去工件的余量。铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等,为了确保使用足够高的平均切屑厚度/每齿进给量,必须正确地确定适合于该工序的铣刀刀齿数。传统的成型铣刀加工效率低,无法保证生产质量,且刀具在使用过程中容易出现崩刀,影响其使用寿命。
技术实现要素:
3.本实用新型解决的技术问题是针对上述现有技术中存在的缺陷,提供一种端内凹弧面铣刀,以解决上述背景技术中提出的问题。
4.为解决上述技术问题,本实用新型采取的技术方案如下:一种端内凹弧面铣刀,包括刀柄和刀头,所述刀柄与所述刀头轴向一体式连接,所述刀头包括端刃和周刃,所述周刃呈螺旋状置于所述刀头侧部并呈中心对称设置,所述端刃位于所述周刃的前端,所述周刃的螺旋角r10为65
°
,所述端刃包括第一端刃、第二端刃、横刃和弧刃,所述横刃位于所述周刃的前端,所述弧刃的一端与所述横刃相连接,所述第二端刃与所述弧刃的另一端相连接,所述第一端刃位置与所述第二端刃的前端,所述弧刃向内凹陷,所述第二端刃与刀头轴线的夹角r1为2
°
,所述横刃相对水平面的倾斜角r2为2
°
,所述弧刃的半径d1为0.3mm,所述端刃的直径d2为1.02。
5.作为对上述技术方案的进一步阐述:
6.在上述技术方案中,所述端刃还包括端齿和成型齿,所述端齿和所述成型齿依次设置。
7.在上述技术方案中,所述端齿包括依次设置的第一端齿面和第二端齿面,在所述端刃的外周做切线,所述第一端齿面与切线的夹角r3为8
°
,所述第二端齿面与切线的夹角r4为18
°
,所述第一端齿面的长度d3为0.12m。
8.在上述技术方案中,所述成型齿包括依次设置的第一成型面、第二成型面和第三成型面,所述第一成型面的轴向角度为3
°
,径向角度为12
°
,所述第二成型面的轴向角度为6
°
,径向角度为25
°
,所述第一成型面的长度为0.06mm。
9.在上述技术方案中,所述周刃的剪切角为3
°
,所述端刃与所述周刃的长度d4为2.3mm。
10.在上述技术方案中,所述周刃包括第一周刃面和第二周刃面,在所述横刃的外周做切线,所述第一周刃面与切线的夹角r5为12
°
,所述第二周刃面与切线的夹角r6为35
°
,所述第一周刃面的长度d6为0.2mm。
11.在上述技术方案中,所述刀头与所述刀柄之间设置有圆锥台,所述圆锥台的倾斜
角r7为30
°
。
12.在上述技术方案中,所述刀头的长度d5为5mm,所述刀头、所述圆锥台和所述刀柄的长度d7为10mm,所述刀柄的横截面宽度为4mm,其尾部设置有倒角r9。
13.在上述技术方案中,所述横刃最外周的直径为2.5mm,所述端齿相对水平面的倾斜角r8为2
°
。
14.与现有技术相比,本实用新型的有益效果在于:本实用新型结构合理,使用安全,横刃位于周刃的前端,弧刃的一端与横刃相连接,第二端刃与弧刃的另一端相连接,第一端刃位置与第二端刃的前端,弧刃向内凹陷,第二端刃与刀头轴线的夹角r1为2
°
,横刃相对水平面的倾斜角r2为2
°
,弧刃的半径d1为0.3mm,端刃的直径d2为1.02,能够成型出尺寸、形状、精度、粗糙度更高的槽体,提高铣削成型的优良率,有效防止刀具在加工过程中出现崩刀的现象,保证刀具的使用寿命,有效提高生产效率和生产质量。
附图说明
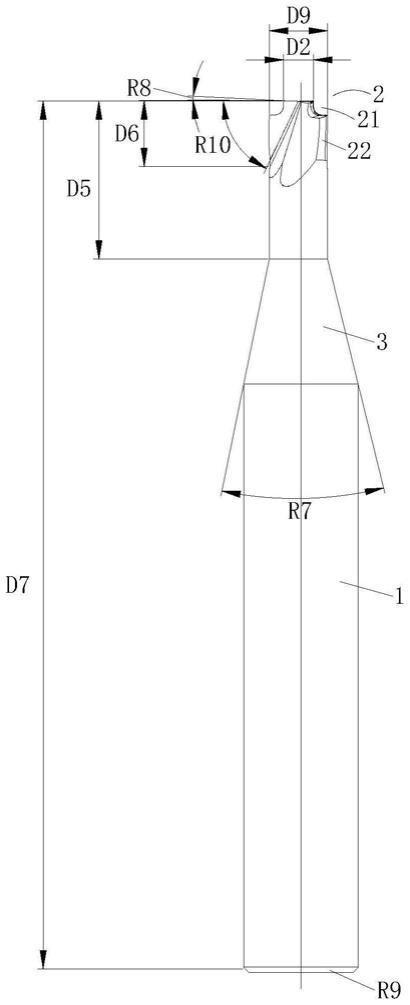
15.图1是本实用新型的结构示意图;
16.图2是本实用新型的俯视图;
17.图3是本实用新型的局部结构示意图;
18.图4是本实用新型的另一局部结构示意图;
19.图5是本实用新型中端齿的结构示意图;
20.图6是本实用新型中成型齿的结构示意图;
21.图7是本实用新型中周刃的结构示意图。
具体实施方式
22.下面结合附图对本实用新型作进一步详细的说明。
23.通过参考附图描述的实施例是示例性的,旨在用于解释本技术,而不能理解为对本技术的限制。在本技术的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“若干个”、“多个”的含义是两个或两个以上,除非另有明确具体的限定。在本技术中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。在本技术中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第
一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度小于第二特征。
24.如图1-7所示,一种端内凹弧面铣刀,包括刀柄1和刀头2,所述刀柄1与所述刀头2轴向一体式连接。刀柄主要用于装夹,刀头用于成型孔槽。通过刀柄将铣刀连接在铣床等设备上,刀柄将铣床等设备的旋转驱动力和直线驱动力传递到刀头上,从而使得刀头在旋转和直线进给的过程中成型出孔槽。所述刀头2包括端刃21和周刃22,所述周刃22呈螺旋状置于所述刀头2侧部并呈中心对称设置,所述端刃21位于所述周刃22的前端,所述周刃22的螺旋角r10为65
°
,所述端刃21包括第一端刃23、第二端刃24、横刃25和弧刃26,所述横刃25位于所述周刃22的前端,所述弧刃26的一端与所述横刃25相连接,所述第二端刃23与所述弧刃26的另一端相连接,所述第一端刃23位置与所述第二端刃24的前端,所述弧刃26向内凹陷,所述第二端刃24与刀头2轴线的夹角r1为2
°
,所述横刃25相对水平面的倾斜角r2为2
°
,所述弧刃26的半径d1为0.3mm,所述端刃21的直径d2为1.02。其中,所述横刃25最外周的直径d9为2.5mm,所述端齿27相对水平面的倾斜角r8为2
°
。保证下斜度及高度尺寸,保证端刃21和周刃22的切削力,使其能够发挥最大功效,有效提高加工效率。
25.本实施例中,如图2至图6所示,所述端刃21还包括端齿27和成型齿28,所述端齿27和所述成型齿28依次设置。具体地,所述端齿27包括依次设置的第一端齿面271和第二端齿面272,在所述端刃21的外周做切线,所述第一端齿面271与切线的夹角r3为8
°
,所述第二端齿面272与切线的夹角r4为18
°
,所述第一端齿面271的长度d3为0.12m。具体地,所述成型齿28包括依次设置的第一成型面281、第二成型面282和第三成型面283,所述第一成型面281的轴向角度为3
°
,径向角度为12
°
,所述第二成型面282的轴向角度为6
°
,径向角度为25
°
,所述第一成型面281的长度d8为0.06mm。端齿27和成型齿28的切削力,且端刃在加工过程中产生的压力较为均衡,避免其在加工过程中出现崩刀的现象。
26.本实施例中,如图1和图7所示,所述周刃22的剪切角为3
°
,所述端刃21与所述周刃22的长度d4为2.3mm。具体地,所述周刃22包括第一周刃面221和第二周刃面222,在所述横刃25的外周做切线,所述第一周刃面221与切线的夹角r5为12
°
,所述第二周刃面222与切线的夹角r6为35
°
,所述第一周刃面221的长度d6为0.2mm,使得周刃22有较好的稳定性和切削力。
27.其中,如图1所述,所述刀头2与所述刀柄1之间设置有圆锥台3,所述圆锥台3的倾斜角r7为30
°
。其中,所述刀头2的长度d5为5mm,所述刀头2、所述圆锥台3和所述刀柄1的长度d7为10mm,便于将刀具安装在相应的设备上。所述刀柄1的横截面宽度为4mm,其尾部设置有倒角r9,避免刀具尖角划伤使用者或其他零部件,且具有导向作用,便于将刀具装设在设备上。
28.具体地,所述插铣刀的材料采用纳米微粒碳化钨,韧性高,耐磨耗,可用于高速m/c高硬度高速切削,能对热处理模具直接进行粗加工到细加工,减少换刀次数,提高机床稼动率,节省模具制作时程。
29.本实用新型结构合理,使用安全,横刃25位于周刃22的前端,弧刃26一端与横刃25相连接,第二端刃24与弧刃26的另一端相连接,第一端刃23位置与第二端刃24的前端,弧刃26向内凹陷,第二端刃24与刀头1轴线的夹角r1为2
°
,横刃25相对水平面的倾斜角r2为2
°
,
弧刃26的半径d1为0.3mm,端刃21的直径d2为1.02,能够成型出尺寸、形状、精度、粗糙度更高的槽体,提高铣削成型的优良率,有效防止刀具在加工过程中出现崩刀的现象,保证刀具的使用寿命,有效提高生产效率和生产质量。
30.以上并非对本实用新型的技术范围作任何限制,凡依据本实用新型技术实质对以上的实施例所作的任何修改、等同变化与修饰,均仍属于本实用新型的技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1