一种新型焊接H型钢翼板矫正装置的制作方法
一种新型焊接h型钢翼板矫正装置
技术领域
1.本技术涉及矫正机设备加工领域,尤其是涉及一种新型焊接h型钢翼板矫正装置。
背景技术:
2.h型钢是一种经济断面高效型材,与其他型材相比,h型钢的截面面积分配更加优化、强重比更加合理。另外,h型钢的横断面通常包括腹板和翼缘板,在加工h型钢的过程中,通常需要借助矫正机对其进行矫正,以保证翼缘板焊接于腹板后的平整性。
3.相关技术中授权公告号为cn202427764u的中国专利文件公开了一种 h 型钢翼缘板矫正机,包括机体,机体包括进料口和出料口,机体位于进料口和出料口分别设置有用于输送h型钢的机架,机架上转动连接有用于带动h型钢滑动的滚筒。
4.在实现本技术过程中,发明人发现该技术中至少存在如下问题,当待矫正的h型钢长度过长时,h型钢在输送过程中容易出现歪斜。因此需要在h型钢进入机体前对其进行矫正,使h型钢始终保持与进料端处于相互垂直状态进入机体内加工。通常采用人工搀扶h型钢两侧的方式对其进行矫正,该矫正方式需要耗费人力,并且人工矫正方式容易出现偏差。
技术实现要素:
5.为了改善h型钢在输送时出现偏斜问题,本技术提供一种新型焊接h型钢翼板矫正装置。
6.本技术提供一种新型焊接h型钢翼板矫正装置,采用如下的技术方案:
7.一种新型焊接h型钢翼板矫正装置,包括设置于机体进料端处的机架,所述机架上转动连接有用于输送h型钢的滚筒;所述机架上设置有用于矫正h型钢的夹持件,所述夹持件包括位于h型钢板两侧的抵接块,所述抵接块与h型钢相抵接,所述抵接块沿垂直于h型钢输送方向滑动;所述机架上设置有用于驱动抵接块滑动的驱动件,所述驱动件包括转动连接于机架上的双向螺杆,所述抵接块螺纹连接于双向螺杆上;所述机架位于与双向螺杆连接处设置有用于供抵接块导向滑动至抵接于h型钢的导向件。
8.通过采用上述技术方案,安装时,利用双向螺杆和导向件带动抵接块朝向h型钢滑动至抵接块抵接于h型钢上,对h型钢的两侧进行夹持,从而改善了h型钢在输送时出现偏斜问题。
9.可选的,所述导向件为固定于机架上的导向筒,所述导向筒沿其轴向开设有供抵接块滑动至抵接于h型钢的抵接槽,所述抵接槽位于导向筒的上端面。
10.通过采用上述技术方案,安装时,利用双向螺杆带动抵接块朝向h型钢滑动,并且抵接块滑动连接于导向槽,从而利用位于同一双向螺杆上的两个抵接块抵接h型钢,对h型钢进行矫正。
11.可选的,所述夹持件有多个且沿h型钢的输送方向呈间隔设置。
12.通过采用上述技术方案,安装时,利用多个夹持件对h型钢进行夹持,有利于矫正h型钢。
13.可选的,所述驱动件还包括安装于机架上的驱动电机,所述双向螺杆上设置有主链轮和传链轮,相邻所述主链轮和传链轮相连接,其中一个所述主链轮与驱动电机的输出轴相连接。
14.通过采用上述技术方案,使用时,利用驱动电机带动双向螺杆转动,使得抵接块朝向h型钢滑移至抵接块抵接于h型钢上,对h型钢进行矫正。
15.可选的,所述导向筒上开设有用于将抵接块翻转至位于机架顶部下方的解锁槽,所述解锁槽沿导向筒周向设置,所述解锁槽与抵接槽相连通,所述抵接块可滑动连接于解锁槽内。
16.通过采用上述技术方案,安装h型钢前,先将抵接块从抵接槽滑动至其位于解锁槽内,此时抵接块位于机架顶部的下方位置,从而有利于将h型钢放置于滚筒上。
17.可选的,所述夹持件还包括转动连接于抵接块上的滚动球,所述滚动球与h型钢相抵接。
18.通过采用上述技术方案,滚动球与h型钢相抵接,可减少抵接块与h型钢的接触面积,另外滚动球转动连接于抵接块。当滚动球与h型钢发生相向滑动时,可减少滚动球与h型钢之间的滑动摩擦力。
19.可选的,所述抵接块与双向螺杆之间设置有用于驱动抵接块旋转的控制件,所述控制件包括设置于抵接块上的转动块,所述双向螺杆螺纹连接有安装杆,所述安装杆滑动连接于抵接槽内;所述转动块上开设有供安装杆转动连接的转动槽,所述转动块与安装杆之间设置有用于固定抵接块的固定件。
20.通过采用上述技术方案,安装时,利用转动块绕安装杆转动,从而将位于同一双向螺杆上两个抵接块旋转至处于相向位置,然后利用固定件固定转动块,从而固定抵接块。
21.可选的,所述安装杆和转动块之间设置有用于阻挡转动块脱离安装杆的限位组件,所述限位组件包括设置于安装杆上的限位块、设置于转动槽内的挡沿,所述限位块和挡沿相抵接。
22.通过采用上述技术方案,安装时,利用挡沿与限位块相抵接,从而将转动块限位安装于安装杆,具有提高转动块与安装杆连接可靠性的效果。
23.可选的,所述固定件为滑动连接于转动块上的固定杆,所述固定杆的一端穿出转动块的外壁;所述安装杆上开设有供固定杆插接的固定孔,所述转动块上设置有用于驱动固定杆插接于固定孔内的推动件。
24.通过采用上述技术方案,安装时,利用推动件驱动固定杆插接于固定孔内,对转动块进行固定,从而固定抵接块,操作简单。
25.综上所述,本技术包括以下至少一种有益效果:
26.1.改善了h型钢在输送时出现偏斜问题;
27.2.具有便于将h型钢安装于滚筒上的效果。
附图说明
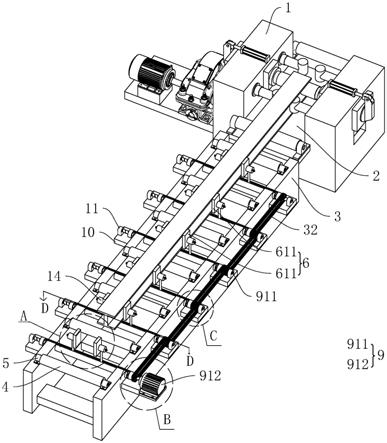
28.图1是本技术本实施例的结构示意图;
29.图2是图1中a处的放大示意图;
30.图3是图1中d-d处的截面示意图;
31.图4是图3中e处的放大示意图;
32.图5是图1中b处的放大示意图;
33.图6是图1中c处的放大示意图。
34.附图标记说明:1、机体;2、进料端;3、机架;4、滚筒;5、连接块;6、夹持件;611、抵接块;7、滚动球;8、连接孔;9、驱动件;911、双向螺杆;912、驱动电机;10、安装板;11、安装块;12、滑块;13、安装杆;14、转动块;15、转动槽;16、限位组件;161、限位块;162、挡沿;17、固定杆;18、拉环;19、安装孔;20、固定孔;21、弹簧;22、抵接盘;23、导向筒;24、安装槽;25、抵接槽;26、挡块;27、解锁槽;28、连接板;29、动力链轮;30、主链轮;31、从链轮;32、链条。
具体实施方式
35.以下结合附图1-6对本技术作进一步详细说明。
36.本技术实施例公开的一种新型焊接h型钢翼板矫正装置,参照图1,新型焊接h型钢翼板矫正装置包括安装于靠近机体1进料端2处的机架3;机架3的长度方向沿h型钢的输送方向设置。机架3的顶部沿机架3的长度方向等间隔设置有多个滚筒4,用于带动h型钢滑动。
37.参照图1,滚筒4沿机架3的宽度方向设置,机架3位于滚筒4的两端分别设置有连接块5,连接块5通过螺栓固定于机架3的顶部。滚筒4的两端通过轴承分别与连接块5转动连接,并且滚筒4的侧壁与轴承的内圈焊接相连。
38.参照图1和图2,机架3上设置有夹持件6,用于矫正待加工的h型钢。夹持件6有多个,并且沿机架3的长度方向呈等间隔设置。夹持件6包括两个滑动连接于机架3上的抵接块611,抵接块611沿机架3的宽度方向滑动,并且两个抵接块611分别位于h型钢的两侧。抵接块611靠近h型钢的一侧转动连接有多个滚动球7,滚动球7的侧壁可与h形钢相抵接。抵接块611上开设有与滚动球7相适配的连接孔8,并且连接孔8的槽口直径小于滚动球7的直径。安装时,滚动球7通过过盈配合方式插入连接孔8内。使用时,利用位于h型钢两侧的滚动球7抵接于h型钢的侧壁上,对其进行矫正。当滚筒4带动h型钢朝向机体1滑动时,h型钢可带动滚动球7旋转。
39.参照图2和图3,机架3上转动连接有驱动件9,用于驱动抵接块611朝向h型钢滑动至滚动球7抵接于h型钢上。驱动件9包括转动连接于机架3上的双向螺杆911,双向螺杆911沿机架3的宽度方向设置。另外,机架3位于双向螺杆911的两端分别焊接有安装板10,安装板10沿机架3的宽度方向设置。安装板10的顶部沿竖直方向焊接有用于安装双向螺杆911的安装块11,双向螺杆911通过轴承与安装块11实现连接,并且双向螺杆911的侧壁与轴承的内壁相连接。
40.参照图2和图3,双向螺杆911上螺纹连接有滑块12,滑块12的顶部沿竖直方向焊接有安装杆13,用于安装抵接块611。控制件包括焊接于抵接块611远离滚动球7一侧的转动块14,转动块14的底部开设有供安装杆13插接的转动槽15。安装时,利用转动槽15将转动块14套设于安装杆13至安装杆13的顶部抵接于转动槽15的顶部,此时转动块14以安装杆13为转动中心可旋转360
°
,对转动块14进行安装。
41.参照图3和图4,为了提高安装杆13和转动块14连接的可靠性,安装杆13和转动块14之间设置有限位组件16,用于阻挡转动块14脱离安装杆13。限位组件16包括焊接于安装杆13上的限位块161、粘接于转动槽15靠近其槽口处的挡沿162,限位块161和挡沿162相抵
接。另外,限位块161滑动连接于转动槽15内。安装时,先将限位块161滑动连接于转动槽15内,然后再将挡沿162粘接于转动槽15内;此时限位块161与挡沿162相抵接,可阻挡转动块14脱离安装杆13,从而有利于提高安装杆13和转动块14连接的可靠性。
42.参照图3和图4,转动块14和安装杆13之间设置有固定件,用于固定抵接块611。固定件为滑动连接于转动块14上的固定杆17,固定杆17的一端穿出转动块14的外壁上,固定杆17远离安装杆13的一端焊接有拉环18;转动块14沿其径向开设有供固定杆17滑动连接的安装孔19,安装孔19和转动槽15相连通。安装杆13上开设有与安装孔19相对应的固定孔20,固定杆17可滑动连接于固定孔20内。当抵接块611旋转至其与h型钢垂于相互垂直状态时,固定孔20和固定杆17的位置相对应,便可将固定杆17插接于固定孔20内,从而固定抵接块611。此外,转动块14上还设置有推动件,用于驱动固定杆17插接于固定孔20内。
43.参照图3和图4,推动件为完全容纳于固定孔20内的弹簧21,安装杆13上螺纹连接有滑动连接于固定孔20内的抵接盘22。另外,当固定杆17插接于固定孔20内时,抵接盘22抵接于安装杆13的侧壁上。弹簧21的一端抵接于固定孔20的内壁上,弹簧21的另一端抵接于抵接盘22的侧壁上。在其他实施例中,推动件还可为滑动连接于固定孔20内的橡胶圈,橡胶圈的一端抵接于固定孔20的内壁上,另一端抵接于抵接盘22上。
44.参照图3和图5,机架3与双向螺杆911之间设置有导向件,用于供抵接块611导向滑动至抵接于h型钢的侧壁上。导向件为设置于机架3上的导向筒23,导向筒23套设于双向螺杆911上,并且双向螺杆911的两端分别延伸出导向筒23的两端。机架3的顶部开设有可供导向筒23插接的安装槽24,导向筒23的侧壁焊接于安装槽24的内壁上,并且导向筒23的两端分别延伸出机架3的侧壁。导向筒23的侧壁沿其轴向开设有的抵接槽25,抵接槽25位于导向筒23的上端面。抵接槽25的两端分别贯穿至导向筒23的两端,以便于将安装杆13滑动连接于抵接槽25内。另外,为了阻挡安装杆13脱离抵接槽25,抵接槽25位于两端的槽口处过盈配合有挡块26,安装杆13可滑动至与挡块26相抵接,从而提高安装杆13与抵接槽25连接的可靠性。
45.参照图3和图5,导向筒23位于靠近挡块26的位置沿其周向开设有解锁槽27,安装杆13可滑动连接于解锁槽27内;用于将抵接块611翻转至位于机架3顶部的下方位置,以便于将h型钢放置于滚筒4上。安装h型钢前,先将位于同一双向螺杆911上的两个抵接块611分别朝相背离方向转动180
°
,将固定杆17插接于固定孔20内,对抵接块611进行固定。然后转动双向螺杆911使得抵接块611朝远离机架3方向滑动至安装杆13抵接于挡块26上;继续转动双向螺杆911,使得安装杆13滑动连接于解锁槽27内至抵接块611位于机架3顶部的下方位置。
46.参照图5和图6,驱动件9还包括安装于机架3上的驱动电机912,驱动电机912位于机架3机体1一侧侧壁远离机体1的位置上,并且驱动电机912位于双向螺杆911的下方位置。机架3的侧壁上焊接有连接板28,驱动电机912通过螺栓固定于连接板28上,电机的输出上固定有动力链轮29。双向螺杆911的一端固定有主链轮30和从链轮31,主链轮30和从链轮31之间留设有间距。动力链轮29与主链轮30通过链条32实现连接,相邻双向螺杆911的主链轮30和从链轮31通过链条32实现连接。使用时,利用驱动电机912带动双向螺杆911转动,从而控制位于同一双向螺杆911上的抵接块611同时靠近或远离h型钢。另外,链条32和机架3之间留设有供抵接块611和转动块14旋转的间距。
47.本技术实施例一种新型焊接h型钢翼板矫正装置的实施原理为:安装时,启动驱动电机912,使得位于机架3上的双向螺杆911同时转动;利用双向螺杆911带动两个抵接块611朝相向方向滑动至滚动球7抵接于h型钢的侧壁上,对h型钢进行矫正,从而改善了h型钢在输送时容易出现偏斜的问题。
48.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1