一种用于破碎锤管路生产的焊接装置的制作方法
1.本实用新型涉及破碎锤管路生产装置技术领域,具体地,涉及一种用于破碎锤管路生产的焊接装置。
背景技术:
2.液压破碎锤的动力来源是挖掘机或装载机的泵站提供的压力油,它能在挖掘建筑物基础的作用中更有效地清理浮动的石块和岩石缝隙中的泥土。选用液压破碎锤的原则是根据挖掘机型号,作业的环境来选择最适合的液压破碎锤,而液压破碎锤需要破碎锤管路以对压力油进行传传输,破碎锤管路的生产过程中焊接处理是必不可少的工序之一。
3.但现有技术中的焊接装置在工作时,钢管固定的效果不佳,焊接位置容易发生偏移,造成焊接精度下降,而且旋转焊接是通过转动钢管实现了,转动过程中还是会影响焊接精度。
4.因此,提供一种在使用过程中,可以实现对钢管稳定而便捷地固定,以保证焊接精度,而且还能实现旋转焊接的用于破碎锤管路生产的焊接装置是本实用新型亟需解决的问题。
技术实现要素:
5.针对上述技术问题,本实用新型的目的是克服现有技术中的焊接装置在工作时,钢管固定的效果不佳,焊接位置容易发生偏移,造成焊接精度下降,而且旋转焊接是通过转动钢管实现了,转动过程中还是会影响焊接精度的问题,从而提供一种在使用过程中,可以实现对钢管稳定而便捷地固定,以保证焊接精度,而且还能实现旋转焊接的用于破碎锤管路生产的焊接装置。
6.为了实现上述目的,本实用新型提供了一种用于破碎锤管路生产的焊接装置,所述焊接装置包括:工作台、固定座、环形旋转装配座、滑座以及焊接头;所述固定座的上表面沿同一直线方向间隔设置有至少两个所述固定座,该间隔处设置有滑座,所述环形旋转装配座竖直且可沿自身中心轴方向滑动地设置在所述滑座上,所述环形旋转装配座上沿其径向方向等间隔设置有多个焊接头,以对环形旋转装配座中部的钢管进行焊接;
7.所述固定座包括:升降底座、固定座本体、电磁铁和控制开关;所述升降底座设置在所述固定座本体的正上方,且能够沿着竖直方向升降,所述升降底座的上表面向下凹陷形成三菱柱状的固定槽,所述固定槽的内侧设置有电磁铁,所述电磁铁与所述升降底座上的控制开关电连接,以控制所述电磁铁的通断电。
8.优选地,所述工作台的上表面还设置有冷却风机,所述环形旋转装配座的内部中控设置,其内侧设置有多个通风孔,其外侧设置有与其内部相连通的连接口,所述冷却风机通过柔性伸缩管可拆卸地与所述连接口相连通。
9.优选地,所述柔性伸缩管的端部与所述连接口之间为螺纹式连接。
10.优选地,所述环形旋转装配座的外侧中部沿其周向方向设置有环形滑槽,所述滑
座的上表面呈弧形状,所述滑座的上表面通过滑块可滑动地设置在所述环形滑槽内。
11.优选地,环形旋转装配座外侧边沿设置有环形齿条,所述工作台的上表面设置有驱动电机,所述驱动电机的输出轴端部通过驱动齿轮与所述环形齿条啮合在一起。
12.优选地,所述升降底座的内部设置有液压泵,所述液压泵上的活塞杆端部伸出所述升降底座,且与所述固定座本体的下表面中部固接。
13.优选地,所述工作台的下表面竖直设置有多根支撑柱。
14.根据上述技术方案,本实用新型提供的用于破碎锤管路生产的焊接装置在使用时的有益效果为:将待焊接的钢管放置在所述固定座上,调节固定座本体的高度,并且对钢管的焊接位置进行调节,使其位于所述环形旋转装配座的中心处,并且使所述多个焊接头的焊接点对准钢管的焊接位置,通过控制开关控制电磁铁通电,以产生磁性将调整好位置的钢管吸附固定住,然后驱动所述环形旋转装配座以其自身的中心轴为轴转动,从而带动所述焊接头转动,以实现对钢管的旋转焊接,完成焊接后,通过所述控制开关控制所述电磁铁断电,则所述电磁铁失去磁性,从而方便对焊接好的钢管进行收集。该装置可以保证焊接的精度,而且方便对钢管进行便捷式固定。
15.本实用新型的其他特征和优点将在随后的具体实施方式部分予以详细说明;而且本实用新型中未涉及部分均与现有技术相同或可采用现有技术加以实现。
附图说明
16.附图是用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本实用新型,但并不构成对本实用新型的限制。在附图中:
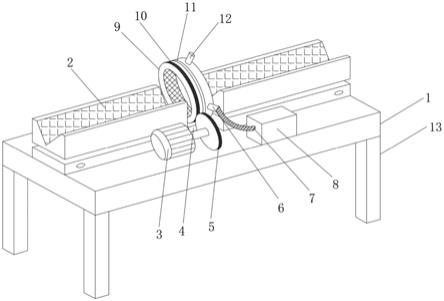
17.图1是本实用新型的一种优选的实施方式中提供的用于破碎锤管路生产的焊接装置的结构示意图;
18.图2是本实用新型的一种优选的实施方式中提供的固定座的结构示意图;
19.图3是本实用新型的一种优选的实施方式中提供的环形旋转装配座与滑座的装配侧视图;
20.图4是本实用新型的一种优选的实施方式中提供的环形旋转装配座与驱动齿轮之间的装配结构示意图。
21.附图标记说明
22.1工作台
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2固定座
23.3驱动电机
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4滑座
24.5驱动齿轮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6连接口
25.7柔性伸缩管
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8冷却风机
26.9环形旋转装配座
ꢀꢀꢀꢀꢀ
10环形齿条
27.11环形滑槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12焊接头
28.13支撑柱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14钢管
29.201固定座本体
ꢀꢀꢀꢀꢀꢀꢀ
202升降底座
30.203液压泵
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
204固定槽
31.205电磁铁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
206电源
32.207控制开关
具体实施方式
33.以下结合附图对本实用新型的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本实用新型,并不用于限制本实用新型。
34.在本实用新型中,在未作相反说明的情况下,“上、下、内、外”等包含在术语中的方位词仅代表该术语在常规使用状态下的方位,或为本领域技术人员理解的俗称,而不应视为对该术语的限制。
35.如图1-4所示,本实用新型提供了一种用于破碎锤管路生产的焊接装置,所述焊接装置包括:工作台1、固定座2、环形旋转装配座9、滑座4以及焊接头12;所述固定座2的上表面沿同一直线方向间隔设置有至少两个所述固定座2,该间隔处设置有滑座4,所述环形旋转装配座9竖直且可沿自身中心轴方向滑动地设置在所述滑座4上,所述环形旋转装配座9上沿其径向方向等间隔设置有多个焊接头12,以对环形旋转装配座9中部的钢管14进行焊接;所述固定座2包括:升降底座202、固定座本体201、电磁铁205和控制开关207;所述升降底座202设置在所述固定座本体201的正上方,且能够沿着竖直方向升降,所述升降底座202的上表面向下凹陷形成三菱柱状的固定槽204,所述固定槽204的内侧设置有电磁铁205,所述电磁铁205与所述升降底座202上的控制开关207电连接,以控制所述电磁铁205的通断电。
36.在上述方案中,将待焊接的钢管14放置在所述固定座2上,调节固定座本体201的高度,并且对钢管的焊接位置进行调节,使其位于所述环形旋转装配座9的中心处,并且使所述多个焊接头12的焊接点对准钢管的焊接位置,通过控制开关207控制电磁铁205通电,以产生磁性将调整好位置的钢管14吸附固定住,然后驱动所述环形旋转装配座9以其自身的中心轴为轴转动,从而带动所述焊接头12转动,以实现对钢管14的旋转焊接,完成焊接后,通过所述控制开关207控制所述电磁铁205断电,则所述电磁铁205失去磁性,从而方便对焊接好的钢管14进行收集。该装置可以保证焊接的精度,而且方便对钢管进行便捷式固定。
37.在本实用新型的一种优选的实施方式中,所述工作台1的上表面还设置有冷却风机8,所述环形旋转装配座9的内部中控设置,其内侧设置有多个通风孔,其外侧设置有与其内部相连通的连接口6,所述冷却风机8通过柔性伸缩管7可拆卸地与所述连接口6相连通。
38.在上述方案中,在完成对钢管的焊接后,其温度过高,容易发生危险,而且自然冷却的速度低,造成工作效率下降。而本实用新型中,可以通过柔性伸缩管7连接连接口6,以向所述环形旋转装配座9的内部鼓入冷却风,然后通过通风孔均匀地风向焊接位置,从而加速冷却速度,以提高工作效果,当然在焊接的过程中,需要将所述柔性伸缩管7从连接口6上拆卸下来,防止其影响焊接工作的正常运行。
39.在本实用新型的一种优选的实施方式中,所述柔性伸缩管7的端部与所述连接口6之间为螺纹式连接。
40.在上述方案中,所述螺纹式连接结构方便对所述柔性伸缩管7与连接口6之间进行拆装,而且连接后的稳定性也有保证。
41.在本实用新型的一种优选的实施方式中,所述环形旋转装配座9的外侧中部沿其周向方向设置有环形滑槽11,所述滑座4的上表面呈弧形状,所述滑座4的上表面通过滑块可滑动地设置在所述环形滑槽11内。
42.在上述方案中,利用所述环形滑槽11和滑块的结构实现所述环形旋转装配座9在所述滑座4上是可滑动效果,可以手动或者自动的方式驱动所述环形旋转装配座9转动,从而带动所述焊接头12转动,以实现对钢管14的旋转焊接工作,该旋转焊接是通过转动焊接头实现的,可以避免钢管自身转动时产生的晃动问题,这样可以有效地提高焊接精度。
43.在本实用新型的一种优选的实施方式中,环形旋转装配座9外侧边沿设置有环形齿条10,所述工作台1的上表面设置有驱动电机3,所述驱动电机3的输出轴端部通过驱动齿轮5与所述环形齿条10啮合在一起。
44.在上述方案中,所述驱动电机3可以实现对环形旋转装配座9的自动旋转效果,所述驱动电机3驱动所述驱动齿轮5转动,从而通过环形齿条10带动环形旋转装配座9的转动,以实现旋转焊接工作,这样的便捷性更加有保证。
45.在本实用新型的一种优选的实施方式中,所述升降底座202的内部设置有液压泵203,所述液压泵203上的活塞杆端部伸出所述升降底座202,且与所述固定座本体201的下表面中部固接。
46.在上述方案中,利用所述液压泵203驱动所述活塞杆伸缩,从而驱动所述固定座本体201沿着竖直方向实现升降,以对放置在所述固定座本体201上的钢管位置进行调节,将待焊接的钢管的焊接位置对准,以方便进行精确地焊接工作。
47.在本实用新型的一种优选的实施方式中,所述工作台1的下表面竖直设置有多根支撑柱13。
48.在上述方案中,所述支撑柱13将所述工作台1架设起来,以方便工作人员进行焊接工作,所述支撑柱13可以设置成电动伸缩型,以便于对所述工作台1的高度进行调节,使其适用性更佳。
49.综上所述,本实用新型提供的用于破碎锤管路生产的焊接装置克服现有技术中的焊接装置在工作时,钢管固定的效果不佳,焊接位置容易发生偏移,造成焊接精度下降,而且旋转焊接是通过转动钢管实现了,转动过程中还是会影响焊接精度的问题。
50.以上结合附图详细描述了本实用新型的优选实施方式,但是,本实用新型并不限于上述实施方式中的具体细节,在本实用新型的技术构思范围内,可以对本实用新型的技术方案进行多种简单变型,这些简单变型均属于本实用新型的保护范围。
51.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。
52.此外,本实用新型的各种不同的实施方式之间也可以进行任意组合,只要其不违背本实用新型的思想,其同样应当视为本实用新型所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1